Известно автоматическое устройство для клеймения металлических изделий, содержащее механизм иоштучиой нодачи изделий в зоиу обработки по нанравляющим, снабженный механизмом ориентации изделий па рабочей иозшщи, вынолненный в виде лоднружиненной собачки, а также установленный в корпусе устройства подпружииеииын ударник, несущий клеймовочный инструмент и спусковой мехапизм, 1включающий взводный рычаг, шарнирно устаиовленный в корпусе устройства и взаимодействующий с подпружиненным ударником.
Ловышеиие нроизвод.ительности и качества клеймения изделий доетигается за счет того, что оно снабжено установленным в корпусе устройства и проходящим через выполненный в ударнике паз ползуном с клиновой нонерхностью, воздействующим на взводный рычаг и подпружиненный фиксатор, удерживающий ударник во взведелном положении, лри этом механизм поштучной подачи изделий смонтирован на ползуне.
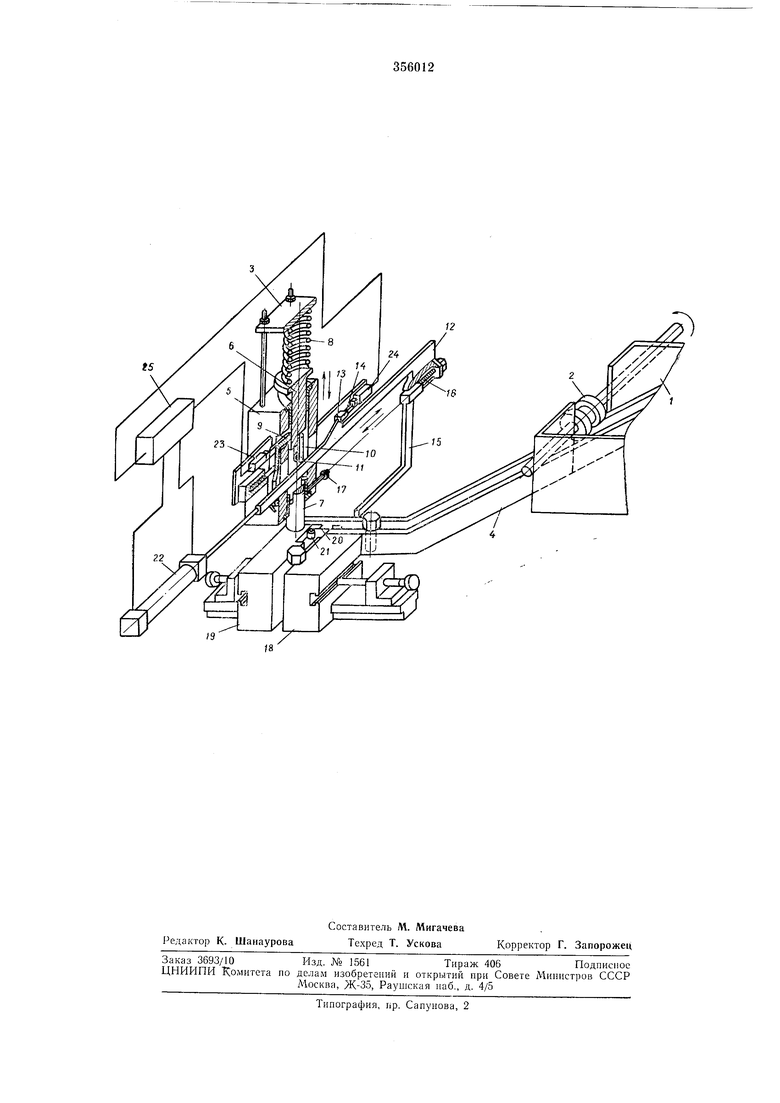
На чертеже показано предлагаемое автоматическое устройство, содержап,1,ее бункерпое устройство V со сбрасывателем 2 и мехапизм клеймения 3. Бункерное устройство соединено с механизмом клеймения 3 двумя направляющими лИПейкамн 4, установленными параллельно одна другой с возможностью регулировкн зазора между ннмн но диаметру болта.
Механизм клеймения состоит из корнуса 5, внутри которого неремен ается здарник 6 с клеймом 7, рабочий ход кторого осуществляется носредством пружины 8. Во взведенное положении ударник 6 удерживается ноднружипенным -фиксатором 9.
В пазу ударпика 6 шариирно установлен рычаг 10 с роликом 1J. В поперечном направлении отпосительно ударника неремещается ползун 12 с клином 13 н вынолнепиым на нем упором 14 Лолзун 12 неремещается в пазу ударника 6. На конце ползуна 12 копсольно смонтирован шибер 15, поджатый IB крайнее переднее положенне пружиной 16. Ход шибера влево ограничивается регулируемым уио)ом 17.
Для сохранения ориентации болтов на позиции их захвата 1нибером в одиой из нанравляющих 18 или 19, установленных с -воз.мо г;иостью их регулировки но диаметру болта (на чертеже в наиравляюще 19), встроена поддерживающая новоротная собачка 20 с пружиной 21. Унравление работой нневмоцилиндра 22 производится с номопи ю пневматических концевых выключателей 23 и дистанционного переключателя 25.
вием собственного веса перемещаются по направляющим линейкам 4 на лозицию их захвата шибером. Неправильно ориентировапные болты сбрасывателем 2 сбрасываются обратно в бункер.
После загрузки бункера включается пневматическая система автомата. Шток пневмоцилиндра 22, соединенный с подвижным ползуном 12, перемещает его влево. Болт захватывается шибером 15 и подается на позицию клеймения. При этом поворотная собачка 20, поддерживающая болт на позиции зах-вата его шибером, устанавливается в гнездо направляющей 19. Как только болт займет позицию клеймения, т. е. ось болта совместится с осью клейма 7, шибер 15 останавливается регулируемым упором 17, а ползун 12 продолжает перемещаться в крайнее левое положение, сжимая пружину 16 шибера 15.
Одновременно клин 13 при перемещении ползуна 12 воздействует на ролик 11 рычага 10 и поднимает ударник 6 в верхнее положение, сжимая пружину 8. При этом подпружиненный фиксатор 9 входит в паз ударника 6 и удерживает его в верхнем положнени. При дальнейшем перемещении ползуна 12 клин IS выходит из-под рычага 10, н в конце хода упор 14 клипа 13 отводит подпружиненный фиксатор 9, освобождая ударник 6 с клеймом 7. Последний под действием пружины 8 ударяет по головке болта. Отведепный упором 14 подпружиненный фиксатор 9 нажнмает на кнопку концевого выключателя 23 (слева), который выдает команду дистанционному переключателю 25 на перемещение штока пневмоцилиндра 22 и связанногд с ним ползуна 12
с шибером 15 в правую сторону (холостой ход). При выходе шибера из зазора между направляющими 18 и 19 собачка 20 под действием прулсины 21 займет исходное положение.
В конце холостого хода ползуна 12 клин 13 своим правым концом нажимает на кнопку концевого выключателя 24 (справа), благодаря чему сжатый воздух проходит через дистанционный переключатель 25, и цикл работы автомата повторяется.
Предмет изобретения
Автоматическое устройство для клеймения
металлических изделий, содержащее механизм поштучной подачи изделий в зону обработки по направляющим, снабженный механизмом ориентации изделий па рабочей позиции, выполненный в виде подпружиненной
собачки, а также установленный в корпусе устройства подпружиненный ударник, несущий клеймовочный инструмент и спусковой механизм, включающий взводный рычаг, шарнирпо устаиовлепный в корпусе устройства и
взаимодействующий с подпружиненным ударником, отличающееся тем, что, с целью увеличения производительности и повышения качества клеймения изделий типа болтов, оно снабжено установленным в корпусе устройства и проходящим через выполненный в ударнике паз ползуном с клиновой поверхностью, воздействующим на взводный рычаг и подпружиненный фиксатор, удерживающий ударник во взведенном положении, при этом механизм поштучной подачи изделий смонтирован на ползуне.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическое устройство для клеймения изделий ступенчатой формы | 1988 |
|
SU1620174A1 |
| Автомат ударного клеймения головокболтов | 1974 |
|
SU508298A1 |
| НАБОРНОЕ УСТРОЙСТВО КЛЕЙМОВОЧНОЙ МАШИНЬ| | 1971 |
|
SU320398A1 |
| Пневматический клеймитель | 1990 |
|
SU1796451A1 |
| Устройство для маркирования изделий | 1984 |
|
SU1192878A1 |
| Станок для обработки канавок ключей | 1974 |
|
SU553024A1 |
| Устройство для клеймения | 1979 |
|
SU812380A1 |
| УСТРОЙСТВО для МНОГОСТРОЧЕЧНОГО КЛЕЙМЕНИЯ ПРОКАТА | 1973 |
|
SU369957A1 |
| Устройство для клеймения деталей | 1989 |
|
SU1738640A1 |
| Устройство для клеймения | 1985 |
|
SU1382530A1 |