1
Изобретение относится к области обработки листового металла давлением, в частности к конструкции станков, обеспечивающих получение, маркировку и обработку иоперечпых пазов различной глубины, и может быть нспользовано, например, для производства ключей английских замков.
Известно устройство для изготовления и клеймения изделий с пазами различной глубины, типа ключей английских замков, содержапдее штамп, маркировочную головку с клеймовочиыми дисками, и связанный с механизмом силового воздействия механизм последовательного ироворота дисков, включающий воздействующие иа последние профильиые кулачки. Однако это устройство ие может проводить обработку пазов различпой глубины, обеспечивающей щифр секретности ключа.
Цель изобретения - автоматизация процесса изготовлеиия и обеспечение возможности совмещения операций формирования пазов различ1юй глубииы и клеймения.
Для этого предлагаемое устройство снабжено нуансоном и матрицей, выполнеииыми в виде набора профильных плит но количеству назов в ключе, а также механизмами последовательного смещения соответствующих плитматриц и плит-нуапсоиов, включающими воздействующие на них профильные кулачки, при этом мехаиизмы последовательпого смещения
плит-матриц, нлит-иуапсопов и мехаиизм последовательного нроворота клеймовочпых дисков кинемат1г-1ески связаны .между собой.
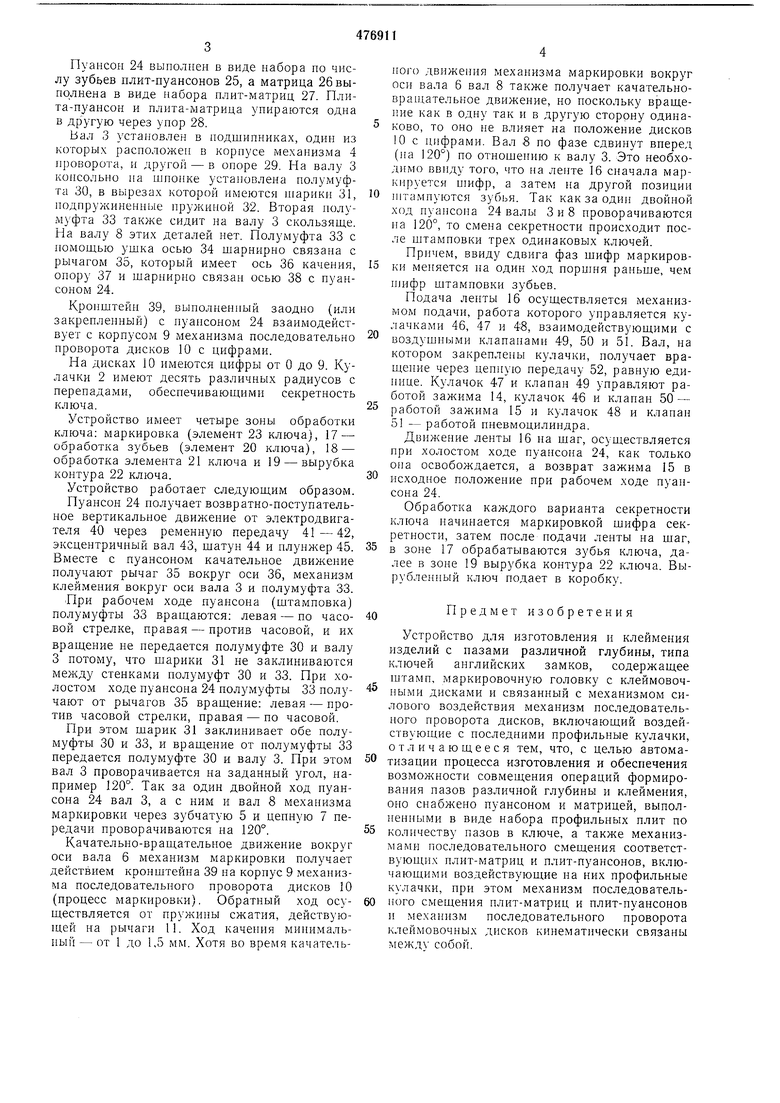
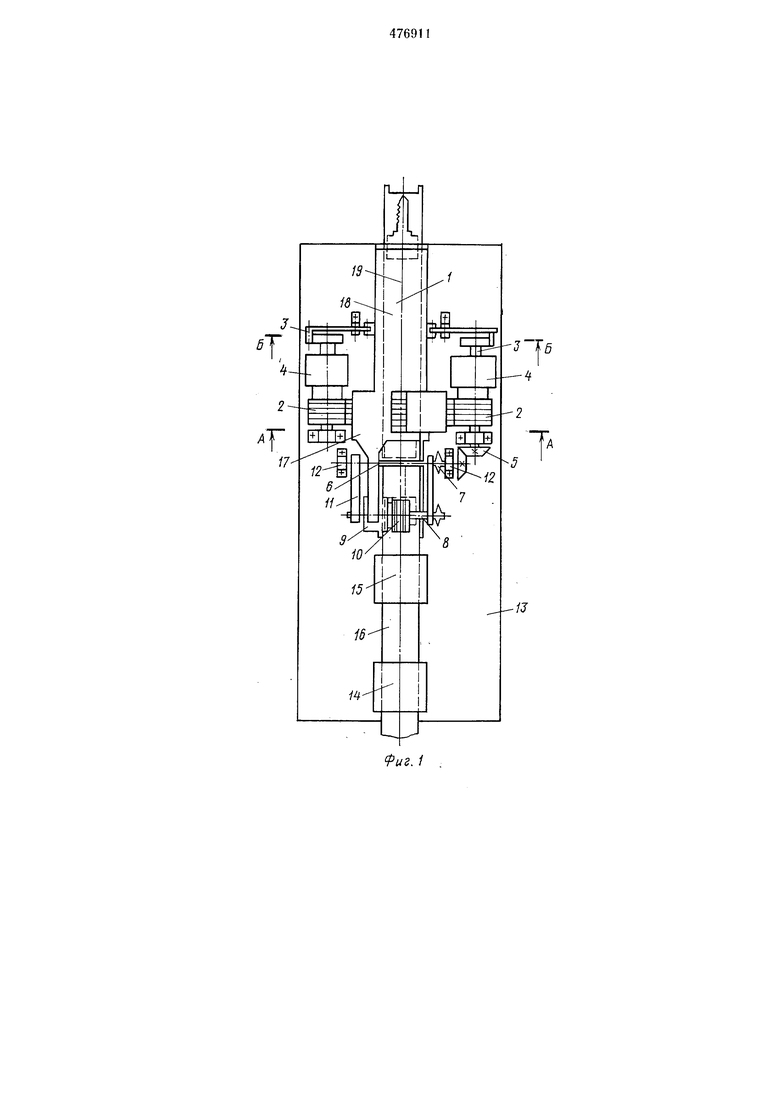
На фиг. 1 изображеио предлагаемое устройство, общий вид; на фиг. 2 - разрез но А - А на фиг. 1; на фиг. 3 - разрез по Б - Б па фиг. 1; иа фиг. 4 - разрез по В - В на фиг. 2; на фиг. 5 - ключ, па фиг. 6- ки11ематическая схема устройства.
Устройство состоит из комб1Н1ироваппого пггампа 1, смоптировапного с пабором профпльпых кулачков 2, которые установлены на общел валу 3 с механпзмом 4 последовательного проворота кулачков 2. Один из валов 3 с помощью конической зубчатой передачи 5 евязаи с валом 5. который через цепную пере.тачу 7 связап с валом 8 механпзма 9 последо15ательного нроворота дисков 10 с цифрами. Валы 6 и 8 связаны собой с помощью свобод1Ю установленных иа них рычагов 11. Вал 6 становлен на подщпппнках 12.
Штамн 1 установлен па столе 13, па котором закреплены неподвижный 14 и подвижный 15 мембра;п1ые зажимы.
В мембранных зажиг ах имеются пазы, в iiHx продета лента 16, из которой щтампуются ключп. Штамн 1 имеет три зоны 17, 18 и 19, еоответствуюп1.пе обработке э.темеитов 20, 21 и 22 ключа. Элемент 23 (ншфр) маркируется меха1;изм()м маркировки.
Пуансон 24 вынолнен в виде набора по числу зубьев плит-пуансонов 25, а матрица 26 выполнена в виде набора плит-матриц 27. Плита-пуапсон и плита-матрица упираются одна в другую через упор 28.
Вал 3 установлен в подшипниках, один из которых расположен в корпусе механизма 4 ироворота, и другой - в опоре 29. На валу 3 консольно на шпонке установлена нолумуфта 30, в вырезах которой имеются ншрикн 31, нодпружиненные нружиной 32. Вторая полумуфта 33 также сидит на валу 3 скользяш,е. На валу 8 этих деталей пет. Полумуфта 33 с помощью ушка осью 34 шарнирно связапа с рычагом 35, который имеет ось 36 качения, опору 37 и шарнирно связан осью 38 с пуансоном 24.
Кронштейн 39, выполненный заодно (или закреплеппый) с пуапсоном 24 взаимодействует с корпусом 9 механизма последовательно проворота дисков 10 с цифрами.
На дисках 10 имеются цифры от О до 9. Кулачки 2 имеют десять различных радиусов с перепадами, обеспечиваюш:ими секретность ключа.
Устройство имеет четыре зоны обработки ключа: маркировка (элемент 23 ключа), 17 - обработка зубьев (элемент 20 ключа), 18 - обработка элемента 21 ключа и 19 - вырубка контура 22 ключа.
Устройство работает следуюш,им образом.
Пуансон 24 получает возвратно-поступательное вертикальное движение от электродвигателя 40 через ременную передачу 41-42, эксцентричный вал 43, шатун 44 и плунжер 45. Вместе с пуансоном качательное движение получают рычаг 35 вокруг оси 36, механизм клеймения вокруг оси вала 3 и полумуфта 33.
При рабочем ходе пуансона (штамповка) полумуфты 33 враш,аются; левая - по часовой стрелке, правая - против часовой, и их враш;епие не нередается иолумуфте 30 и валу 3 потому, что шарики 31 не заклиниваются между стенками полумуфт 30 и 33. При холостом ходе пуансопа 24 полумуфты 33 получают от рычагов 35 Браш,ение: левая - против часовой стрелки, правая - по часовой.
При этом шарик 31 заклинивает обе полумуфты 30 и 33, и враш,ение от полумуфты 33 передается полумуфте 30 и валу 3. При этом вал 3 проворачивается на заданный угол, папример 120°. Так за один двойной ход пуансона 24 вал 3, а с ним и вал 8 механизма маркировки через зубчатую 5 и цепную 7 передачи проворачиваются па 120°.
Качательио-враш,ательное движение вокруг оси вала 6 механизм маркировки получает действием кронштейна 39 на корпус 9 механизма последовательного проворота дисков 10 (процесс маркировки). Обратный ход осуществляется от пружины сжатия, действующей иа рычаги 11. Ход качения минимальный - от 1 до 1,5 мм. Хотя во время качательпого движения механизма маркировки вокруг оси вала 6 вал 8 также получает качательновращательное движение, но поскольку вращение как в одну так и в другую сторону одинаково, то оно не влияет на положение дисков 10 с ппфрами. Бал 8 по фазе сдвипут вперед (па 120°) по отношению к валу 3. Это необходимо ввиду того, что на лепте 16 сначала маркируется Н1ИФР, а затем на другой позиции Н1тампуются зубья. Так как за один двойной ход пуансона 24 валы Зи8 проворачиваются на 120°, то смена секретности происходит после штамповки трех одипаковых ключей.
Причем, ввиду сдвига фаз шифр маркировки меняется на один ход поршня раньше, чем П1ИФР штамповки зубьев.
Подача ленты 16 осуществляется механизмом подачи, работа которого унравляется кулачками 46, 47 и 48, взаимодействующими с воздушными клапанами 49, 50 и 51. Вал, на котором закреплены кулачки, получает вращение через цепную передачу 52, равную единице. Кулачок 47 и клапан 49 управляют работой зажима 14, кулачок 46 и клапан 50 - работой зажима 15 и кулачок 48 и клапан 51 - работой пиевмоцилиндра.
Движение ленты 16 на шаг, осуществляется при холостом ходе пуансона 24, как только она освобождается, а возврат зажима 15 в исходное положение при рабочем ходе пуапсона 24.
Обработка каждого варианта секретности ключа начинается маркировкой щифра секретности, затем после подачи ленты иа щаг, в зоне 17 обрабатываются зубья ключа, далее в зоне 19 вырубка контура 22 ключа. Вырубленный ключ подает в коробку.
Предмет изобретения
Устройство для изготовления и клеймения изделий с пазами различной глубины, типа ключей английских замков, содержащее штамп, маркировочную головку с клеймовочными дисками и связанный с механизмом силового воздействия механизм последовательного проворота дисков, включающий воздействующие с последними профильные кулачки, отличающееся тем, что, с целью автоматизации процесса изготовления и обеспечения возможности совмещения операций формирования пазов различной глубины и клеймения, оно снабжено пуансоном и матрицей, выполпеиными в виде набора профильных плит по количеству пазов в ключе, а также механизмами последовательного смещения соответствующих плит-матриц и плит-пуансонов, включающими воздействующие на них профильные кулачки, при этом механизм последовательного смещения плит-матриц и плит-пуансонов и механизм последовательного проворота клеймовочных дисков кинематически связаны собой.
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический станок с гидравлическим приводом для клеймения | 1960 |
|
SU141406A1 |
| Автомат для изготовления жетоновиз лЕНТы | 1976 |
|
SU816609A1 |
| УСТРОЙСТВО ДЛЯ МАРКИРОВКИ | 1972 |
|
SU351617A1 |
| АН СССР | 1973 |
|
SU394823A1 |
| Устройство для нанесения на изделие клеймовочных знаков | 1972 |
|
SU444580A1 |
| Пневматический ударный гайковерт | 1987 |
|
SU1433784A1 |
| Станок-автомат для ударного клеймения в торец цилиндрических изделий типа "стакан" | 1973 |
|
SU473545A1 |
| Станок карусельного типа для изготовления торфоперегнойных горшочков | 1954 |
|
SU99787A1 |
| Устройство для изготовления кабельных наконечников | 1987 |
|
SU1480937A1 |
| Машина для крепления деталей низа обуви по контуру, например ранта | 1987 |
|
SU1477371A1 |

52 2f7 6 «.
44в-в
иг.ч
fi «-Е
-J/
/////л/777
50
27
Ю
Фиг.6
