Изобретение относится к обработке металлов давлением и может быть использовано в различных отраслях промышленности при клеймении изделий типа болтов.
Цель изобретения -улучшение качества клеймения и повышение производительности.
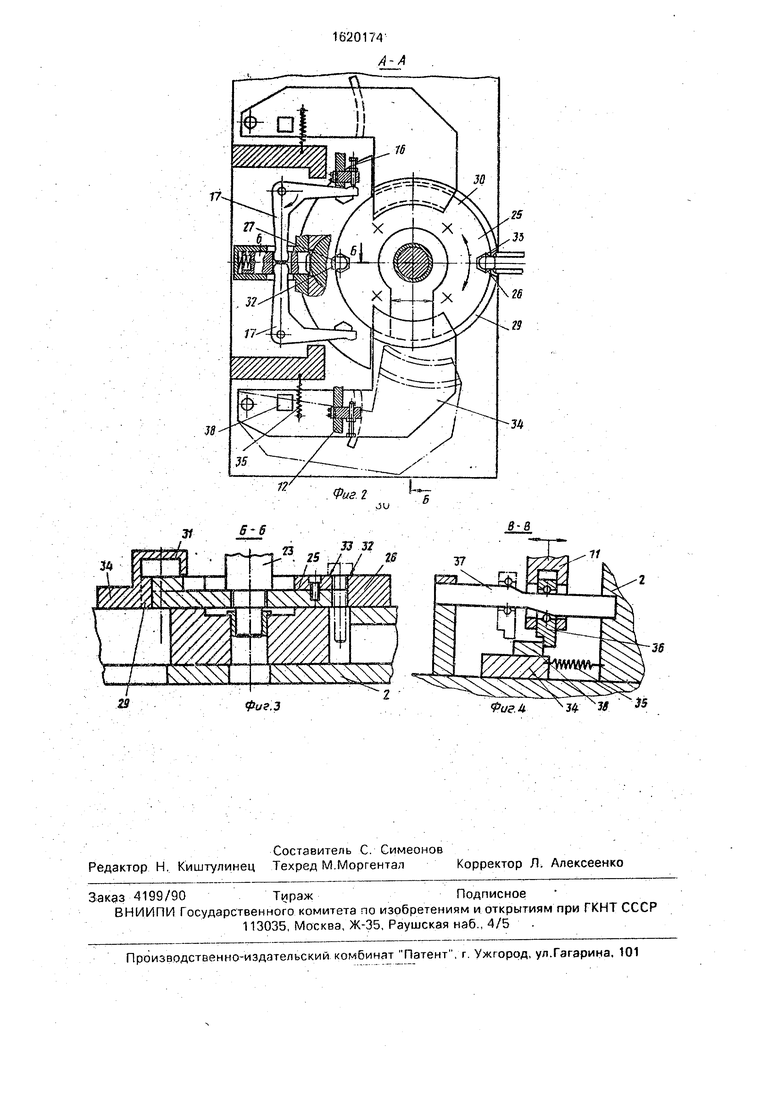
На фиг.1 изображён автомат, изометрическая проекция; на фиг.2 - разрез А-А на фиг.1; на фпг.З - разрез Б-5 на фиг.2; на фиг.4 - разрез В-В на фиг. 1.
Автомат для клеймения изделий снабжён лотком 1 загрузочного устройства (не показано) и механизмом клеймения.
Механизм клеймения состоит из корпуса 2, внутри которого перемещается ударник 3 С клеймовочным инструментом 4, рабочий ход которого осуществляется посредством пружины 5.
Подпружиненный фиксатор б с наклонным выступом 7, попадая в углубление 8, удерживает ударник 3. Приводом механизма клеймения служит пневмоцилиндр 9, встроенный в корпус 2. Двухсторонний шток 10 пневмоцилиндра 9 соединен с обеих сторон посредством кронштейнов 11с ползуном 12, образуя жёсткую раму, пеое- мещающуюся возвратно-поступательно Ползун 12, перемещаясь в пазу ударника 3, взаимодействует выполненным в нем двухсторонним клиновнм кулачком 13 с установленным з ударнике 3 роликом 14. К боковой поверхности ползуна 12 жёстко закреплены два кронштейна 15 с регулируемыми упорами 16, взаимодействующими с рычагами 17, которые, в свою очередь, воздействуют на фиксатор 6.
Пиевмоцилиндр 9, ползун 12с двухсторонним клиновым кулачком 13 образуют механизм взведения ударника В пазу 18 ползуна 12 установлена подвижная рейка 19.уравновешенная пружинами 20 между кронштейнами 15. Рейка 19 взаимодействует с шестерней 21, установленной вместе с упором 22 на конце вала 23, Упор 22 ограничивает поворот вала 23, замыкаясь на регулируемые опоры 24. На другом конце вала 23 установлен сменный диск 25 с двумя V - образными диаметрально - противоположными пазами-направляющими, огибающими стержень обрабатываемых болтов поверхностью26, причём глубина и ширина паза равна диаметру болта. Диск 25 по наружному диаметру охватывается поверхностями 27 неподвижной матрицы 28 и рамок-сбрасывателей 29, которые образуют над опорной поверхностькгЗО диска 25 П-образные рамки 31. Дополнительная опорная поверхность 32 неподвижной матрицы 28 и опорная поверхность 33 диска 25
выполнены в одной плоскости. Рамки-сбрасыватели 29 закреплены на поворотных рычагах 34 и постоянно поджимаются к наружной поверхности диска 25 пружинами 35, В кронштейнах 11 установлены упоры
36,которые, передвигаясь по ступенчатому профилю неподвижных копирных планок
37,взаимодействуют с упорами 38 рамок- сбрасывателей 29, закреплённых на рыча0 гах 34. В станине автомата имеются приёмные лотки 39 для отклейменных деталей. На корпусе установлены два датчика 40, дающие команды пневмоцилмндру 9 на реверс,
5 Автомат работает следующим образом. При настройке автомата диск 25 устанавливают так, чтобы один из пазов-направляющих совпал с пазом лотка 1 загрузочного устройства, а противополож0 ный паз находился под клеймовочным инструментом 4. Болты навалом загружаются в загрузочное устройство (не показано), откуда в ориентированном положении под действием собственной массы перемещаются
5 по пазу лотка 1 загрузочного устройства. Первый из них попадает в один из пазов диска 25 и ложится торцовой повержностью головки ча опорную поверхность 33 диска 25
0При движении ползуна 12 из крайнего
правого положения влево двухсторонний клиновой улачок S3, воздействуя на ролик 14, поднимает ударник 3 в верхнее положение, сжимая пружину 5. При этом подпружи5 ненный фиксатор 6 наклонным выступом 7 входит в углубление 8 ударника 3 и удерживает его в верхнем положении. Одновременно движение ползуна 12 воспринимается пружинами 20 и после их уравновешивания
0 передаётся рейке 19, шестерне 21 и посредством шлицевогосоединения вала 23 -диску 25. Диск 25, в одном ггазу которого помещён болт, поворачиваясь против часовой стрелки, запирает своей наружной поверхно5 стью паз лотка 1 загрузочного устройства, а поверхностью 26 V-обрззного паза транспортирует болт в зону клеймения по направ- ляющим поверхностям 29 правой рамки-сбрасывателя и поверхности 27 не0 подвижной матрицы 28. В это время противоположный паз диска с отклеймённым болтом движется по направлению зоны загрузки (первый цикл - паз без болта) При движении ползуна 12 и одновременном по5 вороте диска 25 на 75° этот паз с отклеймённым болтом заходит в.зону П-образной рамки 31 левой рамки-сбрасывателя 29. В это время вступает во взаимодействие левый упор 36 ползуна 12 с упором 38 рычага 34, поворачивая левую рамку-сбрасыватель
29, и П-образной рамкой 31, которая при совместном повороте диска 25 и рычага 34 стягивает отклейменный болт за головку в левый приёмный лоток 39.
При дальнейшем движении ползуна 12 упор 36 поднимается по ступенчатой копир- ной планке 37, теряет контакт с упором 38, и рычаг 34 под действием пружины 35 возвращается в исходное положение, снова охватывая наружную поверхность диска 25,
Как только первый паз с загруженным болтом займёт позицию клеймения, т.е ось болта совместится с осью клеймовочного инструмента 4, а освободившийся паз совместится с пазом лотка 1 загрузочного устройства для приёма следующего болта, диск 25 останавливается упором 22, ограниченным регулируемой опорой 24, а ползун 12 продолжает перемещаться в крайнее левое положение, сжимая правую пружину 20 остановившейся рейки 19. Правый упор 16 при перемещении ползуна 12, воздействуя на правый рычаг 17. выводит фиксатор 6 из углубления 8, освобождая ударник 3 с клей- мовочным инструментом 4 Последний под действием пружины 5 ударяет по головке болта, т.е. происходит клеймение
В конце хода ползуна 12 влево команду на реверс пнезмоцилиндру 9 подаёт левый датчик 40 и ползун 12 начинает свое движение вправо.
При движении ползуна 12 вправо цикл работы механизмов автомата повторяется в аналогичном порядке, только подача очередного болта в зону клеймения осуществляется уже с другой стороны, так как изменилось направление ДВИЖРНИЯ ползуна 12, а также направление поворота диска 25. Теперь поворот диска 25 осуществляется по часовой стрелке, а разгрузка отклей- мённого болта производится а правый приёмный лоток правой рамкой-сбрасывателем.
В случае клеймения болтов другого размера диск 25 заменяется новым диском с выполненными в нем пазами-направляющими по размеру нужного диаметра болта.
Предлагаемый автомат для клеймения металлических изделий позволяет повысить
производительность в два раза по сравнению с прототипом, так как ликвидирован холостой ход ползуна. Болты поочерёдно сбрасываются в приёмные лотки, находящи- еся по обе стороны диска.
Формула изобретения
1.Автоматическое устройство для клеймения изделий ступенчатой формы, содержащее смонтированный в корпусе подпружиненный ударник с роликом, несущий клеймовочный инструмент, механизм взведения бойка, состоящий из пневмоци- линдра и связанного с ним ползуна с клиновым кулачком, установленным с возможностью взаимодействия с роликом ударника, механизм спуска бойка, состоящий из подпружиненного фиксатора и взаимодействующего с ним двуплечевого
рычага, наклонный лоток с пазом для перемещения и ориентации изделия и механизм поштучной подачи изделия в зону клеймения, имеющий опорную поверхность и гнездо для изделия, отличающееся тем,
что, с целью улучшения качества клеймения и повышения производительности, оно снабжено размещёнными в корпусе матрицей с дополнительной опорной поверхностью для изделия, охватывающей механизм
поштучной подачи изделий, и двумя подпружиненными и шарнирно установленными сбрасывателями, выполненными в виде Л- образных рамок с возможностью взаимодействия с ползуном, механизм поштучной
подачи изделий выполнен в виде поворотного диска, связанного с ползуном с помощью зубчатой подпружиненной с двух сторон относительно ползуна рейки, гнезда для изделия выполнены диаметрально-протиеоположно на периферии диска, при этом опорные поверхности диска и матрицы расположены в одной плоскости, а кулачок еы- полнен двухсторонним.
2.Устройство по п.1, о т л и ч а ю ще е- с я тем, что гнезда для изделия выполнены
в виде V-образных открытых пазов,
3.Устройство по п.1, отличающее- с я тем, что связь сбрасывателя с ползуном выполнена в виде регулируемых упоров,
Фиг Л Ч34 Я

| название | год | авторы | номер документа |
|---|---|---|---|
| БИБЛИОТЕ.-.А•1.•s;*lW-~ | 1972 |
|
SU356012A1 |
| Автомат ударного клеймения головокболтов | 1974 |
|
SU508298A1 |
| Автомат для клеймения крышек | 1980 |
|
SU912330A1 |
| Устройство для клеймения цилиндрических деталей в торец | 1972 |
|
SU473544A1 |
| Пневматический клеймитель | 1990 |
|
SU1796451A1 |
| Клепальный станок | 1975 |
|
SU526432A1 |
| Автомат для клеймения головок болтов | 1973 |
|
SU467773A1 |
| Автомат для контроля линейных параметров дисков фрикционов | 1975 |
|
SU766670A1 |
| Устройство для клеймения изделий | 1973 |
|
SU525489A1 |
| УСТРОЙСТВО ДЛЯ КЛЕЙМЕНИЯ В ТОРЕЦ ПРОКАТАННОГОМЕТАЛЛА | 1965 |
|
SU176857A1 |
Изобретения относится к обработке металлов давлением и может быть испол ьзова- но в различных отраслях промышленное in при маркировке изделий типа болтов или валиков ступенчатой формы Цель изобретения - повышение производительности автомата и улучшение качества клеймения Изделие, например болт, по наклонному лотку 1 поступает на поворотный диск 25 с 3 Ы гнездами и последним транспортируется в зону клеймения Клеймение осуществляется путём спуска взведённого подпружиненного ударника 3 с клеймом на торце. Взведение бойка осуществляется с помощью приводного ползуна 12, имеющего двухсторонний клиновой кулачок 13 При работе используется прямой и обратный ход ползуна 12, который с помощью зубчатой подачи связан с поворотным диском 25 и осуществляет его возвратно-поступательный поворот на 180°. Сбрасывание замаркированных изделий осуществляют связанные с ползуном 12 П-образные сбрасыватели 29. Матрица 28, охватывающая диск 25, препятствует выпадению изделий при транспортировке и служит дополнительной опорной поверхностью для изделия при клеймении, повышая его качество. 2 з.п.ф- лы 4 ил 5 П /А а 21 О N3 О S
| БИБЛИОТЕ.-.А•1.•s;*lW-~ | 0 |
|
SU356012A1 |
