Изобретение относится к электрохимическим методам обработки и, в частности, касается электродных устройств для электрохимической обработки внутренних полостей.
Известно устройство для электрохимического полирования поверхностей деталей, например вращающийся электрод.
Недостатком этого устройства является то, что невозможно полирование внутренних полостей деталей с малым размером технологического отверстия.
Известно электродное устройство для электрохимической размерной обработки внутренних полостей, которое содержит электрод инструмент в виде упругой пластины с устройством ее изгиба. Упругая пластина шарнирно закреплена на введенной в устройство жесткой оправке, при этом один конец пластины закреплен на шарнире с возможностью вращения, другой с возможностью проскальзывания, а со стороны консоли, выступающей из шарнира скольжения устройство, оснащено приводом поступательного перемещения пластины.
Недостатком этого устройства является то, что поверхность катода в разных точках координат детали, имеющей прямоугольную форму в разрезе, неравномерно удалена от поверхности обрабатываемой детали. Кроме того, при изгибе пластины изоляционные упоры усложняют процесс съема металла, что существенно ухудшает равномерность съема металла.
Цель изобретения создание такого устройства для электрохимической обработки внутренних полостей деталей, в котором путем конструктивного обеспечения максимального приближения катода к внутренней поверхности обрабатываемой детали (анода) при малых размерах технологического отверстия осуществляется качественная полировка внутренней поверхности детали.
Сущность изобретения заключается в том, что электрод инструмент выполнен из алюминиевого сплава в виде цилиндра с прорезями, причем прорези выполнены вдоль его образующей, не доходящими до основания. Механизм для изгиба выполнен в виде трубки с резьбой. Один концевой участок электрода инструмента жестко закреплен на трубке, а другой с возможностью перемещения вдоль ее образующей. Для повышения плотности тока электродное устройство снабжено ограничительным кольцом, смонтированным по трубке для подачи электромета под электрод инструментом и дополнительным цилиндром с прорезями, расположенными коаксиально основному цилиндру, причем прорези дополнительного цилиндра смещены по окружности на 0,5 расстояния относительно прорезей основного цилиндра.
Предлагаемый катод выполнен из алюминия. Неупругость материала позволяет сжимать "фонарик" до необходимой кривизны. При этом он "раскрывается" внутри обрабатываемой детали, тем самым максимально приближаясь к обрабатываемой поверхности, что приводит к повышению качества полирования.
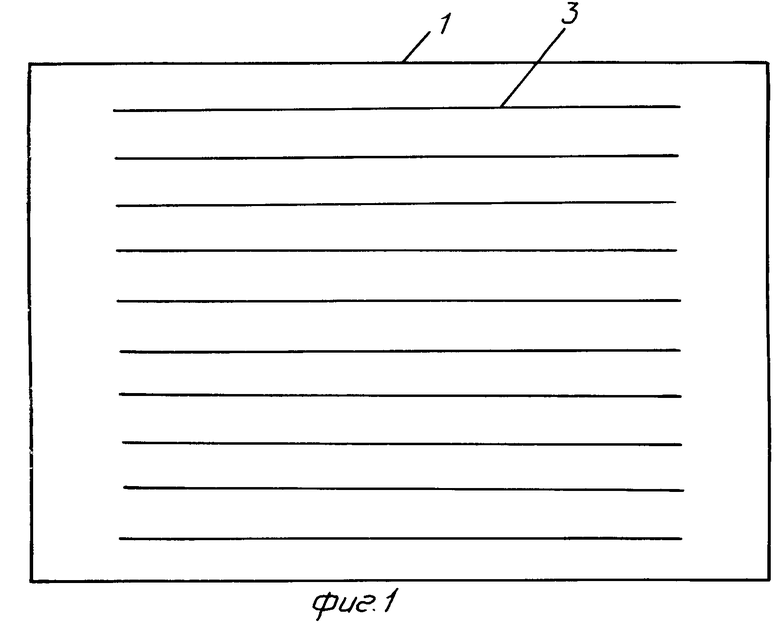
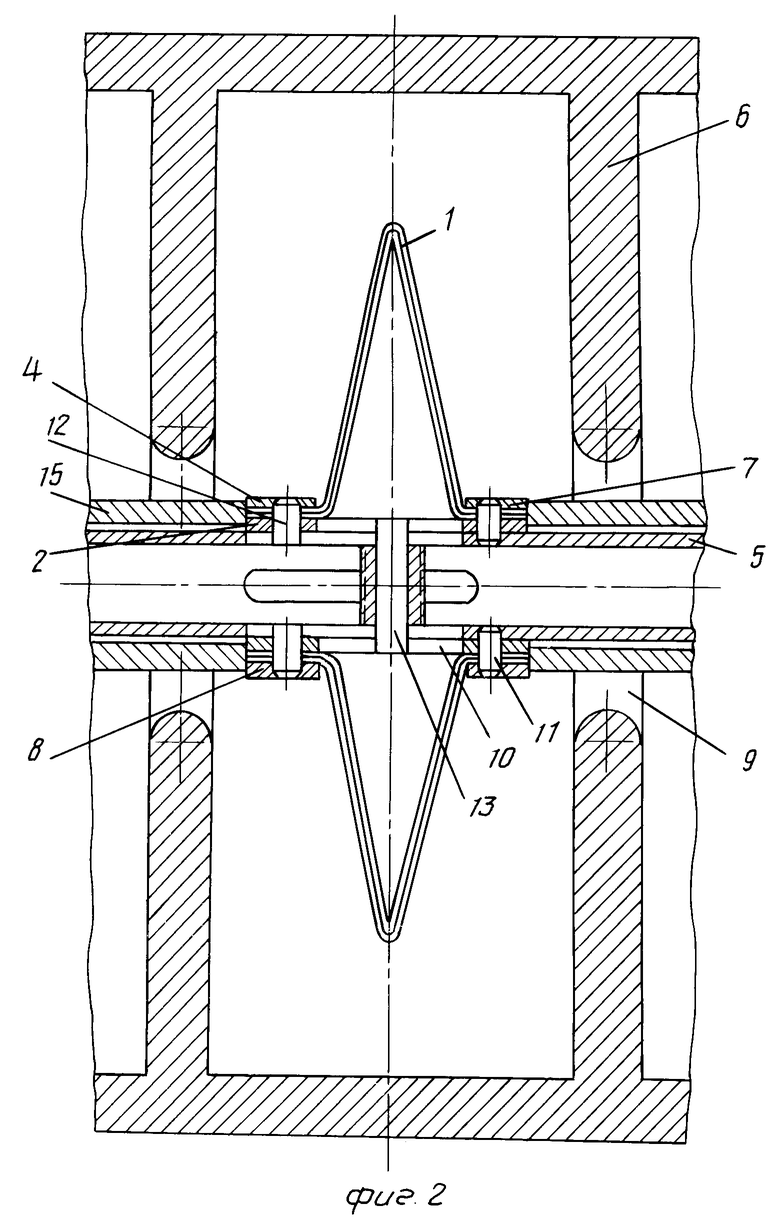
Устройство изготовлено следующим образом (фиг. 1 и 2). Катод изготавливается из листового алюминия. Заготовка представляет собой прямоугольную пластину шириной, соответствующей длине круга монтажного кольца 2. Пластину сворачивают в виде цилиндра 1. Перед этим на ней делают продольные параллельные прорези 3. Монтажные кольца 2, расположенные на концах цилиндра 1. После этого на них надевают наружные монтажные кольца 4. В таком виде катодная пластина надевается на трубку 5 из токопроводящего материала, по которой подается электролит в обрабатываемую деталь 6 и которая одновременно служит проводником тока от источника питания к катоду. Одна пара внутренних и наружных колец вместе с катодной пластиной крепится неподвижно штифтом 7. Вторая пара колец, свободно перемещающаяся по трубке 5, крепится штифтом 8. В таком виде собранный катод вместе с трубкой 5 подается во внутреннее отверстие 9 изделия 6. Для раскрытия катода необходимо свободно перемещающиеся кольца поддавливать трубкой с резьбой 10. При поддавливании, благодаря продольным параллельным прорезям 3 на катодной пластине, катод начинает изменять свою форму. Помещенное между подвижными и неподвижными кольцами ограничительное кольцо 11 позволяет достичь оптимального раскрытия катода. Для изменения направления движения электролита в трубке 5 находится заглушка 12, которая закреплена с ограничительным кольцом 13 штифтом 14.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 1991 |
|
RU2022063C1 |
| Способ электрохимического полирования меди | 1989 |
|
SU1768674A1 |
| ЭЛЕКТРОДНАЯ СИСТЕМА ДЛЯ ПРОВЕДЕНИЯ ВОЛЬТАМПЕРОМЕТРИЧЕСКОГО АНАЛИЗА И СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЕЕ ЭЛЕКТРОДОВ | 1996 |
|
RU2133030C1 |
| Устройство для электрохимической обработки изделий | 1987 |
|
SU1507879A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ | 2002 |
|
RU2229543C2 |
| ИНСТРУМЕНТ-ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ ПРОСТРАНСТВЕННО-СЛОЖНЫХ ПОВЕРХНОСТЕЙ | 2006 |
|
RU2338013C2 |
| РАСТВОР ДЛЯ ХИМИЧЕСКОГО ПОЛИРОВАНИЯ НИОБИЯ | 1991 |
|
RU2023751C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2000 |
|
RU2184015C2 |
| Инструмент-электрод для электрохимического полирования пространственно сложных поверхностей | 2018 |
|
RU2686508C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ФАСОННЫХ ПОВЕРХНОСТЕЙ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2008 |
|
RU2392097C1 |
Использование: для электрохимической обработки внутренних полостей. Сущность изобретения: электрод-инструмент выполнен из алюминиевого сплава в виде цилиндра с прорезями. Прорези выполнены вдоль его образующей не доходящими до основания. Механизм для изгиба выполнен в виде трубки с резьбой. Один концевой участок электрода-инструмента жестко закреплен на трубке, а другой с возможностью перемещения вдоль ее образующей. 1 з. п. ф-лы, 2 ил.
| Электродное устройство для электрохимической размерной обработки внутренних полостей | 1984 |
|
SU1238914A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
