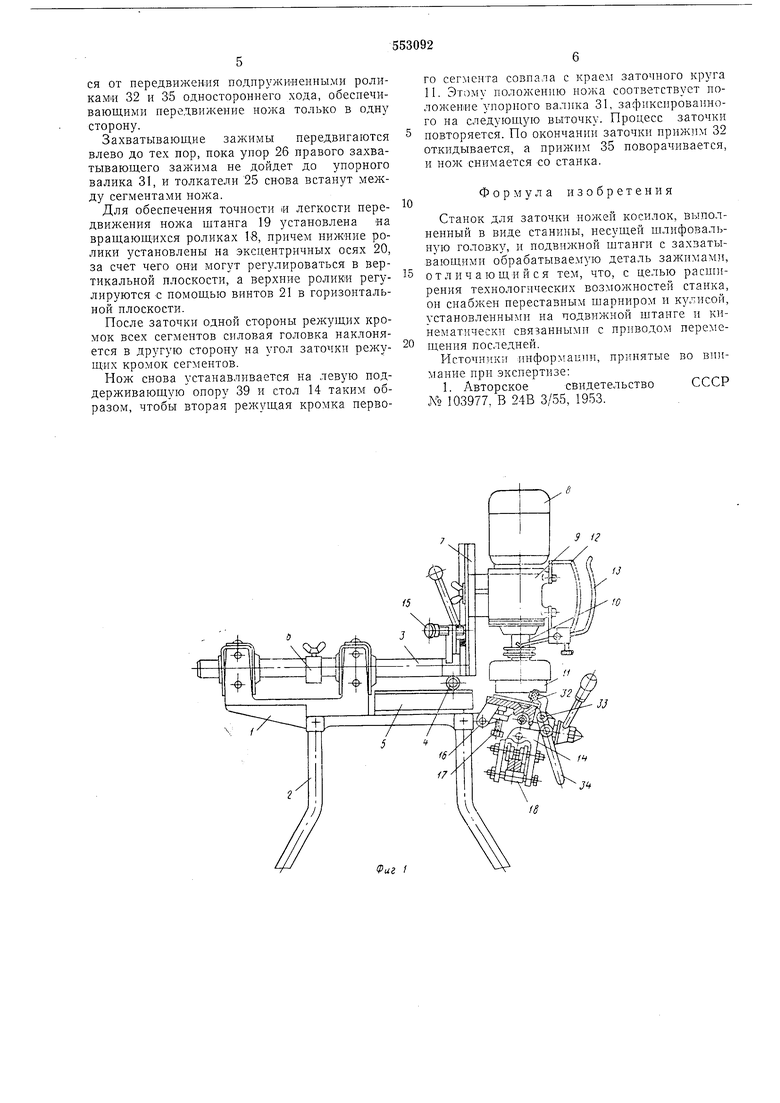
кальная стойка 7, к которой крепится головка, состоящая из электродвигателя «ли гидромотора 8 и надставка 9 с подвижным шпииделем 10, на его конце закреплен чашечный заточный круг 11 с кожухом. На надставке 9 установлена рзкоятка 12 горизонтального нередвижения каретки и рукоятка 13 вертикального перемещения заточного круга П. Силовая головка вместе с вертикальной стойкой 7 наклоняется влево и вправо относительно плоскости стола 14 (на фйг. 2 силовая головка наклонена влево).
Угол наклона силовой головки регулируется винтами 15 (фиг. 1). На станине 1 шарнирно крепится стол 14, поворот которого вокруг шарнира 16 регулируется винтом 17. В вертикальных стойках стола 14 и направляющих сверху и подж;имных сннзу роликах 18 (фиг. 1 и 4) установлена подвижная щтанга 19. Нижние поджимные ролики установлены на эксцентричных осях 20, а верхние рег лирЗЮтся в горизонтальной плоскости с помощью регулировочных винтов 21.
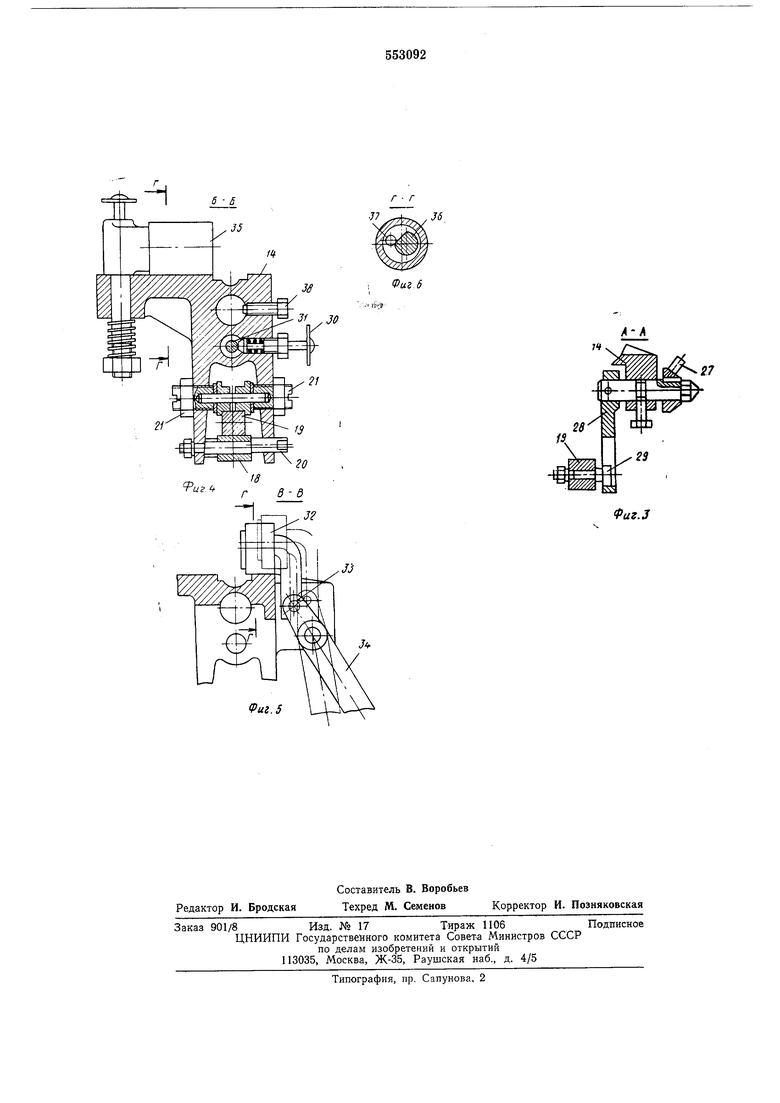
На концах штанги 19 при помощи винтов 22 (фиг. 2) установлены захватывающие зажимы, которые состоят из кронштейнов 23, поворотных вилок 24 и подпружиненных толкателей 25, которые своими скошенными лысками упираются в фаски сегментов ножа при его передвижении. Сбоку в кро«штейнах 23 установлены регулировочные упоры 26. На столе 14 закреплена рукоятка 27 (фиг. 2 и 3), кинематически связанная с иомоицло кулисы 28 с переставным шарниром 29.
В зависимости от типоразмера ножа переставной шарнир 29 устанавливается на одно из отверстий щтанги 19. В вертикальных стойках стола 14 параллельно шта«ге 19 при помощи фиксатора 30 (фиг. 2 и 4) на одну из выточек, соответствующей определенному типоразмеру ножа, установлен упорный валик 31.
На столе 14 имеются два подпружиненных, вращающихся в одном направлении роликовых прижима: передний прижим 32 (фиг. 1, 2 и 5) с плавающим шарниром 33 закреплен на рукоятке 34, а задний 35 (фиг. 2 и 4) - поворотный. Внутри прижимов 32 и 35 на скощенные эксцентриковые оси 36 установлены шарики 37 (фиг. 6), позволяющие вращаться прижимам только в одну сторону.
В торцовых отверстиях стола 14 (фиг. 2 и 4) при помощи винтов 38 установлены поддерживающие опоры 39, являющиеся одновременнно и направляющими для ножа.
Станок для заточки ножей режущих аппаратов косилок предназначен для заточки ножей различных типоразмеров, поэтому для заточки ножа определенного типоразмера необходимо произвести следующее: установить на штанге 19 захватывающие зажимы на размер, кратный шагу расстановки сегментов; лстановить переставной шарнир 29 на одно из отверстий щтанги 19, соответствующее данно.viy типоразмеру ножа; установить упорный валик 31 на одну из выточек, соответствующую данному типоразмеру ножа.
При настройке станка для заточки других типоразмеров производится соответствующая перестановка указанных элементов конструкцин (захватывающих зажимов, переставного щарнира и упорного валика). Заточка ножей на станке осуществляется в следующей последовательности. Силовая головка € заточным кругом 11 наклоняется влево или вправо и с помощью винта 15 устанавливается на угол заточки режущей кромки сегмента ножа.
Затачиваемый нож устанавливается на левую поддерживающую опору 39 и стол 14 таки.м образом, чтобы режущая кромка первого сегмента ножа совпала с краем заточного круга И. Штанга 19 с захватывающими зажимами при помощи рукоятки 27 отводится в крайнее левое положение, определяемое положение.м упорного валика 31, в который упирается упор 26 правого захватывающего зажима. При этом толкатель 25 левого захватывающего зажима располагается между сегментами ножа. В этом положении нож фиксируется передним откидным прижимным роликом 32. Поворотом регулировочного винта 17 (фиг. 1) стол 14, вместе с затачиваемым ножом устанавливается таким образом, чтобы плоскость режущей кромки сегмента сов- ,
пала с торцовой плоскостью заточного круга. Нередвия ной ограничитель хода 6 каретки 3 устанавливается так, чтобы ход каретки вместе с оиловой головкой обеспечивал заточку режущей кромки сегмента на всю ее длину. Заточка режущей кромки сегмента ножа производится путем возвратно-поступательного движения заточного круга 11, приводимого в движение электродвигателем или гидромотором 8, вдоль затачиваемой режущей
кромки сегмента, осуществляемого посредством рукоятки 12, а при помощи рукоятки 13 происходит вертикальное перемещение заточного круга 11 на величину снимаемого слоя металла.
После заточки режущей кромки одного сегмента производится передвижение ножа для заточки следующего сегмента. Передвижение ножа на последующий сегмент осуществляется поворотом рукоятки 27, связанной посредством кулисы 28 с переставным щарниром 29, установленным на штанге 19, несущей на концах захватывающие зажимы. При повороте рукоятки 27 толкатели 25 захватывающих зажимов своими скошенными фаеками упираются в режущие кромки сегментов и передвигают нож до тех пор, пока упор 26 левого захватывающего зажима не дойдет до Зпорного валика 31, при этом режущая кромка очередного сегмента совпадает с краем заточного круга. Поворотом рукоятки 27 вверх захватывающие зажимы возвращаются в исходное положение, а толкатели 25 поворачиваются вокруг шарнира поворотной вилки 24 и проходят над ножом, не перемещая его в
этом направлении. Нож при этом удерживается от передвижения подпружиНенными роликами 32 и 35 одностороннего хода, обеспечивающими передвижение ножа только в одну сторону.
Захватывающие передвигаются влево до тех пор, пока упор 26 правого захватывающего зажима не дойдет до упорного валика 31, н толкатели 25 снова встанут сегментами ножа.
Для обеспечения точности и легкости передвижения ножа щтанга 19 установлена на вращающихся роликах 18, причем нижине ролики установлены на эксцентричных осях 20, за счет чего они могут регулироваться в вертикальной плоскости, а верхние ролики регулируются с помощью винтов 21 в горизонтальной плоскости.
После заточки одной стороны режущих кромок всех сегментов силовая головка наклоняется в другую сторону на угол заточки режущих кромок сегментов.
Нож снова устанавливается на левую поддерживающую опору 39 и стол 14 такнл образом, чтобы вторая режущая кромка нервого сегмента совпала с краем заточного круга 11. Этому положению иожа соответствует положение упорного валика 31, зафиксированного на следующую выточку. Процесс заточки повторяется. По окончании заточки прижим 32 откидывается, а прижим 35 поворачивается, и нож снимается со станка.
Формула изобретения
Станок для заточки ножей косилок, выполненный в виде станины, несущей щлифовальную головку, и подвижной штанги с захватывающими обрабатываемую деталь зажимам, о т л и чающийся тем, что, с целью расширения технологических возможностей станка, он снабжен нереставным шарниром и кулисой, установленными на подвижной штанге и кинематически связанными с приводом перемещения последней.
Источники информации, принятые во внимание ирн экспертизе:
1. АвторскоесвидетельствоСССР
Хо 103977, В 24В 3/55, 1953.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для заточки ножей косилок | 1986 |
|
SU1445921A1 |
| Станок для заточки ножей | 1990 |
|
SU1710305A1 |
| СТАНОК ДЛЯ ЗАТОЧКИ ДИФФУЗИОННЫХ НОЖЕЙ | 1970 |
|
SU270527A1 |
| УСТРОЙСТВО ДЛЯ РУЧНОЙ ЗАТОЧКИ НОЖЕЙ | 2021 |
|
RU2761845C1 |
| Полуавтомат для заточки резцов | 1990 |
|
SU1779547A1 |
| Универсальный деревообрабатывающий станок | 1990 |
|
SU1814613A3 |
| УСТАНОВКА ДЛЯ ИЗМЕЛЬЧЕНИЯ ИЗНОШЕННЫХ ПОКРЫШЕК | 1993 |
|
RU2042510C1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАТОЧКИ СПИРАЛЬНЫХ СВЕРЛ | 2006 |
|
RU2365481C2 |
| Заточной станок | 1961 |
|
SU147931A1 |
| Устройство для заточки диффузионных ножей | 1975 |
|
SU740480A1 |

J
гз
4-.
Фиг. 5
х-л
Фиг.З
