Изобретение относится к станкостроению касается изготовления режущих инструментов и может быть иснользовано при заточке и переточке косилок различных типоразмеров.
1|елью изобретения является повышение качества заточки путем обеспечения постоянства uiai a элементов затачиваемых ножей.
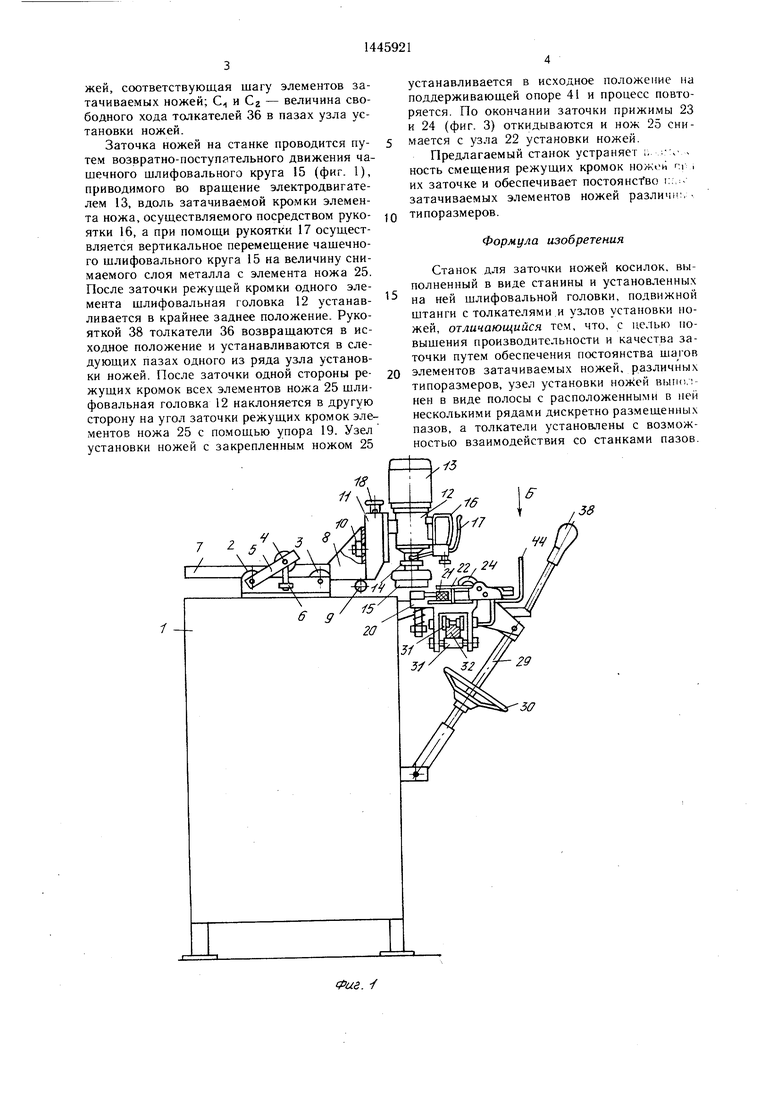
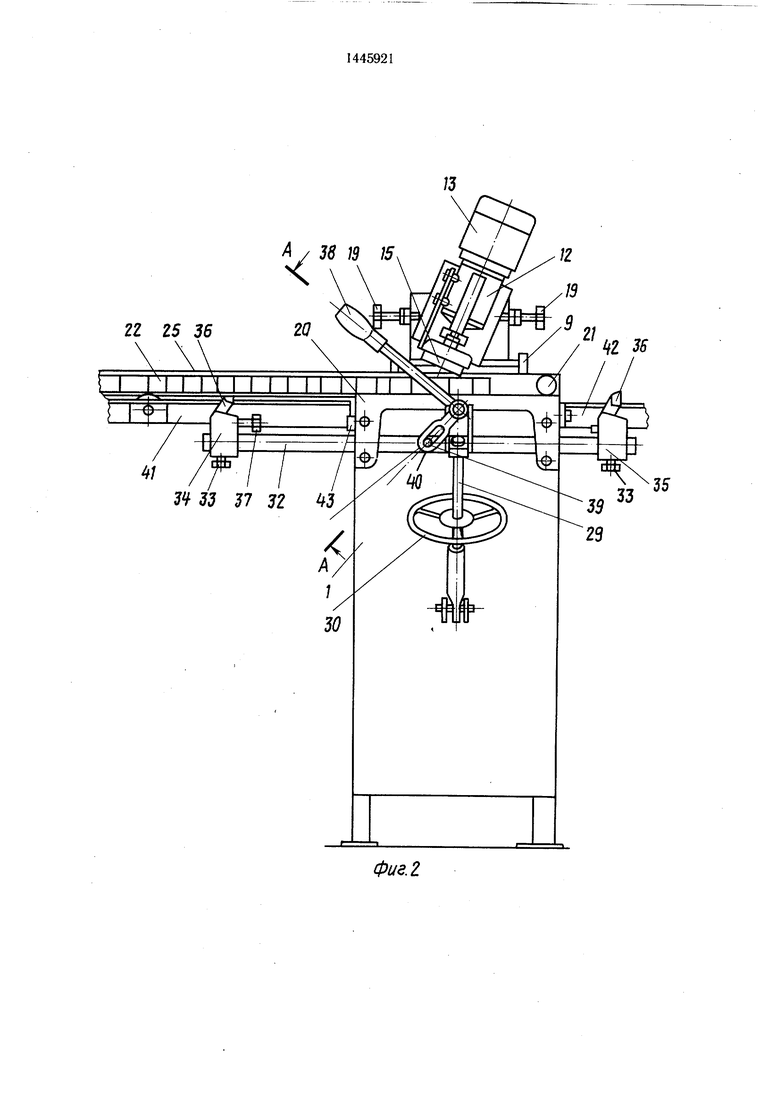
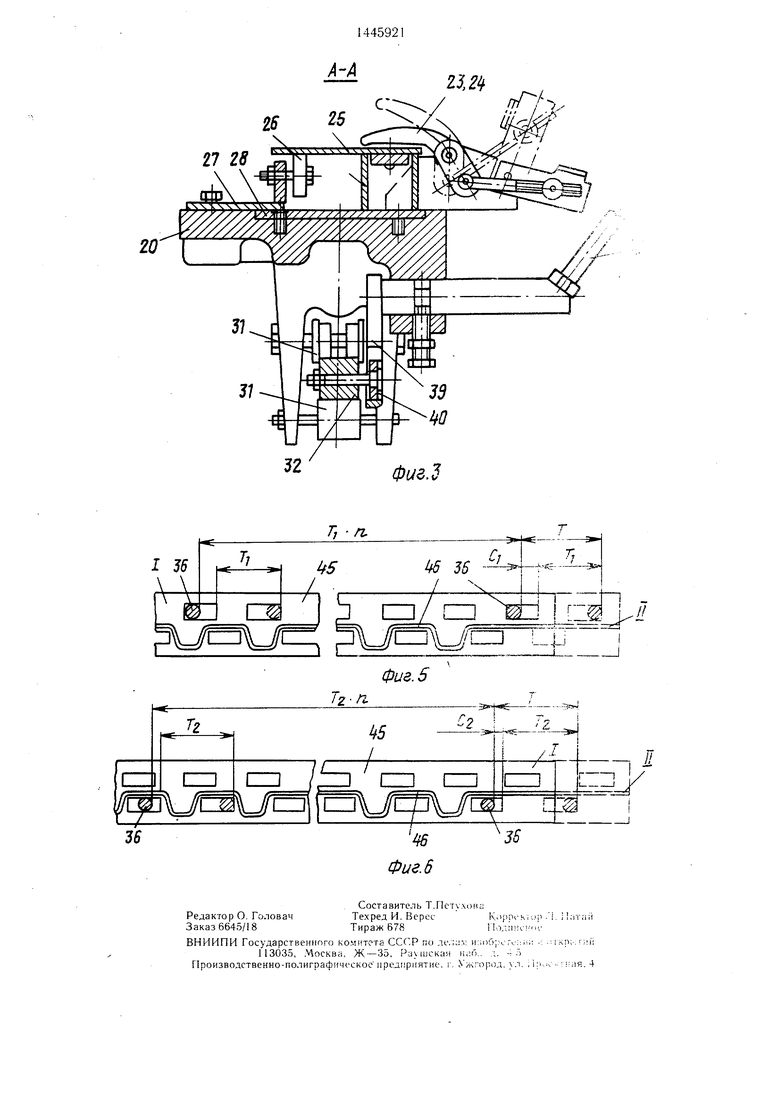
На фиг. 1 изображен станок для заточки ножей косилок, вид сбоку; на фиг. 2 - то же, вид спереди; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - вид Б на фиг. 1; на фиг. 5 и 6 - расположение толкателей в пазах ряда узла установки ножей с шагом Т, и Тг.
Станок для заточки ножей косилок состоит из станины 1 (фиг. 1), на которой смонтированы нижние 2 и 3 и верхний 4 ролики, причем верхний ролик установлен на подвижной скобе 5 и может перемеш,аться относительно нижних роликов при помощи тяг 6.
На роликах 2 - 4 установлена штанга 7, на которой закреплена каретка 8, опирающаяся на станину 1 с помошью роликов 9. На каретке 8 с помощью щарнира 10 установлен .кронштейн 1,1, в направляющих которого устансааена шлифовальная, головка 12. .На последней установлен электродвигатель 13. Внутри шлифовальной головки 12 на подшипниках установлен шпиндель U, на конце которого закреплен чашечный П1ли- фовальный круг 15. Перед шлифовальной головкой 12 закреплена рукоятка 16, с помощью которой осуществляется возвратно- ноступательное неремещение каретки 8 в горизонтальном направлении, а с по.мощью рукоятки 17 производится перемепдение шпинделя 14 со шлифовальным кругом 15 в вертикальном направлении. Шлифовальная головка 12 с помощью винта 18 имеет возможность перемещаться в вертикальном направлении относительно кронштейна 11, а вокруг шарнира 10 вместе с кронштейном 11 поворачиваться влево и вправо до упоров 19 (фиг. 2.)
Спереди на станине 1 шарнирно установлен стол 20 (фиг. 1 и 2), на котором с помощью прижимных роликов 21 размешается узел 22 установки ножей с закреплеРП4ым на нем с помопдью прижимов 23 и 24 (фиг. 3 и 4) затачиваемым ножом 25. Элементы ножа 25 в центре стола 20 опираются на ролики 26, закрепленные на кронштейне 27.
Положение узла 22 установки ножей и ножа 25 относительно стола 20 определяется с помошью установки спереди или сзади узла 22 установки ножей планки 28. Стол 20 (фиг. 2 и 1) с помощью регулируе.мой тяги 29 и штурвала 30 соединен со станиной 1. В ертикальных стойках стола 20 (фиг. 3) па роликах 31 установлена подвижная штан- .;. 32, .на концах которой с помощью винтов 53 ((|)иг. 2) установлены кронштейны 34 и
0
5
0
5
0
5
0
5
0
5
35 с толкателями 36. В левом кронштейне 34 установлен регулировочный винт 37. Спереди стола 20 закреплена рукоятка 38, кинематически связанная с помощью кулисы 39 и ролика 40 с подвижной щтангой 32.
С боков стола 20 установлены поддерживающие опоры 41 и 42 (фиг. 4) и упор 43 (фиг. 2). Спереди на столе 20 установлен защитный кожух 44 (фиг. 1).
Узел 22 установки ножей (фиг. 5 и 6) представляет собой полосу 45, в которой имеются несколько рядов дискретно размещенных пазов, расположенных в каждом ряду с щагом, равным соответственно шагу элементов затачиваемых ножей различных типоразмеров. На полосе 45 приварена изогнутая лента 46, имеющая сверху вырез для установки ножа 25.
Для заточки ножей косилок различных типоразмеров необходимо установить на подвижной штанге 32 (фиг. 2) с помощью винтов 33 кронштейны 34 и 35 так, что расстояние между толкателями 36 (фиг. 5 и 6) кратное niary элементов затачиваемого типоразмера ножа, а планку 28 (фиг. 3) установить сзади или спереди узла установки ножей так, что толкатели 36 (фиг. 5 и 6) располагаются в пазах ряда соответствующего по шагу затачиваемому типоразмеру ножа.
Позиционирование узла установки ножей относительно чашечного шлифовального круга 15 осуществляется с по.мощью толкателей 36, которые за счет различного их расположения в пазах каждого ряда при постоянном ходе Т толкателей 36 перемещают узел 22 установки ножей относительно чашечного шлифовального круга 15 на величину, равную шагу затачиваемых элементов ножей различных типоразмеров.
Заточка ножей на станке осуществляется в следующей последовательности.
Нож 25 размещается на узле установки ножей и закрепляется прижимами 23 и 24. Шлифовальная головка 12 (фиг. 2) с ча- П1ечным шлифовальным кругом 15 устанавливается на угол заточки режущих кромок элементов ножа 25 с помощью упоров 19.
Узел 22 установки ножей вместе с ножо.м 25 устанавливается на поддерживающую опору 41. Установка ножа 25 относительно чашечного шлифовального круга 15 осушесткляется поворотом рукоятки 38, при этом связанная с рукояткой кулиса 39 с помощью ролика 40 перемещает подвижную штангу 32 с закрепленными на ее концах кронштейнами 34 и 35 до тех пор, пока регулировочный винт 37 не упрется в упор 43. Толкатели 36 (фиг. 5 и 6), переме- пхаясь в пазах узла установки ножей на величину Т, устанавливает его на величину Т, (Т-Ci) или Тг (Т-Сг), где Т - величина перемещения толкателей 36; Т., и величина перемещения узла 22 установки ножеи, соответствующая шагу элементов затачиваемых ножей; С и Сг - величина свободного хода толкателей 36 в пазах узла установки ножей.
Заточка ножей на станке проводится путем возвратно-поступательного движения чашечного шлифовального круга 15 (фиг. 1), приводимого во врашение электродвигателем 13, вдоль затачиваемой кромки элемента ножа, осуществляемого посредством рукоятки 16, а при помощи рукоятки 17 осуществляется вертикальное перемещение чашечного шлифовального круга 15 на величину снимаемого слоя металла с элемента ножа 25. После заточки режущей кромки одного элемента шлифовальная головка 12 устанавливается в крайнее заднее положение. Рукояткой 38 толкатели 36 возвращаются в исходное положение и устанавливаются в следующих пазах одного из ряда узла установки ножей. После заточки одной стороны режущих кромок всех элементов ножа 25 шлифовальная головка 12 наклоняется в другую сторону на угол заточки режущих кромок элементов ножа 25 с помощью упора 19. Узел установки ножей с закрепленным ножом 25
устанавливается в исходное положение на поддерживающей опоре 41 и процесс повторяется. По окончании заточки прижимы 23 и 24 (фиг. 3) откидываются и нож 25 снимается с узла 22 установки ножей.
Предлагаемый станок устраняет ;. ность смещения режущих кромок ножей п, , их заточке и обеспечивает пocтoянcfвG г:,:- затачиваемых элементов ножей различи:,типоразмеров.
Формула изобретения
Станок для заточки ножей косилок, выполненный в виде станины и установленных на ней шлифовальной головки, подвижной штанги с толкателями и узлов установки ножей, отличающийся тем, что, с целью но- выщения производительности и качества заточки путем обеспечения постоянства шагов элементов затачиваемых ножей, различных типоразмеров, узел установки ножей вьикк;- нен в виде полосы с расположенными в ней несколькими рядами дискретно размещенных пазов, а толкатели установлены с возможностью взаимодействия со станками пазов.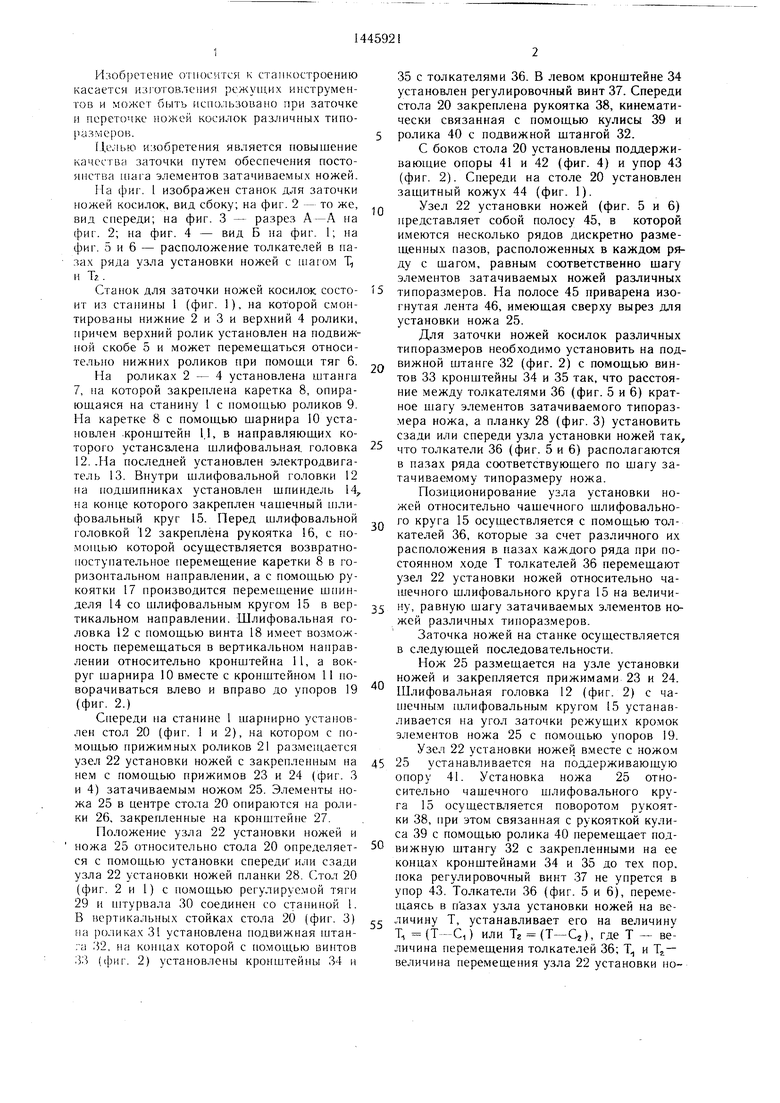
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для заточки ножей косилок | 1970 |
|
SU553092A1 |
| Станок для заточки ножовочных полотен | 1984 |
|
SU1187963A1 |
| СТАНОК ДЛЯ ЗАТОЧКИ ПЕРФОРАТОРНЫХ КОРОН | 1973 |
|
SU384653A1 |
| СТАНОК ДЛЯ ЗАТОЧКИ ДИФФУЗИОННЫХ НОЖЕЙ | 1970 |
|
SU270527A1 |
| Станок для заточки боковых сторон зубьев пил | 1987 |
|
SU1491629A1 |
| Станок для заточки круглых пил | 1983 |
|
SU1222440A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАТОЧКИ НОЖЕЙ РЕЖУЩИХ АППАРАТОВ БАРАБАННОГО ТИПА | 1968 |
|
SU210538A1 |
| Способ заточки режущего инструмента | 1981 |
|
SU986733A1 |
| Устройство для многоплоскостной заточки режущего инструмента | 1984 |
|
SU1252135A1 |
| Устройство для заточки диффузионных ножей | 1975 |
|
SU740480A1 |
Изобретение относится к станкостроению, касается изготовления режущих инструментов и может быть использовано при заточке и переточке ножей косилок различных типоразмеров. Целью изобретения является повышение качества заточки путем обеспечения постоянства шага элементов за- тачивае.мых ножей. На шарнирно установленном на станине 1 станка столе 20 с помощью прижимных роликов 21 размещен узел установки ножей 25. Прижимы закрепляют затачиваемый нож 25. Элементы ножа 25 в Si/ff 26 г г8 Jo центре стола 20 опираются на ролики 26. Подвижная штанга 32 кинематически связана со столом 20. Кронштейны 34. и 35, с толкателями 36 установлены на концах подвижной штанги 32. Узел установки ножей 22 выполнен в виде полосы, в которой имеется несколько рядов дискретно размещенных пазов, расположенных в каждом ряду с шагом, равным соответственно шагу элементов затачивае.мых ножей различных типоразмеров. Расстояние между толкателями 36 устанавливают кратным шагу элементов затачиваемого ножа 25. При этом толкатели 36 располагают в пазах ряда, соответствующего по шагу элементами затачиваемого ножа 25. Толкатели 36 взаимодействуют со стенками пазов узла установки ножей 22 при перемещении подвижной штанги 32 и обеспечивают перемещение ножа 25 относительно шлифовальной головки станка на величину, равную шагу элементов ножа 25. При этом устраняется возможность смещения затачиваемых режущих кромок ножа 25. 6 ил. 125 27 35 Сд СО ГС J/ 211 ФигЛ
иё. /
22 25 36
фиг. г
±А
26 25
ч
nf у о V l
52
Г, п.
1 J5
Л ,s
/ .
Ь щ/ (zn
2-1г
- С.
фиг. З
3S
л
г
i.rc --3.
//
Фиг. 5
kS
Сг
г Т«6г- .,.. -2, Л
СИ
znj/
| Станок для заточки ножей косилок | 1970 |
|
SU553092A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
