1
Изобретение касается нагрева заготовок в электролите для операций горячей механической обработки.
Известна установка для местного нагрева концов заготовок в электролите, содержащая емкость, электролитные нагреватели, механизмы загрузки и выгрузки и механизм перемещения изделий.
Недостатком известного устройства является невозможность осущестления скоростного равномерного нагрева, так как при нахождении заготовки на всех позициях нагрева в одной емкости индивидуальная регулировка режнма нагрева на каждой позиции невозможна.
Цель изобретения - регулирование режима нагрева заготовок на каледой позиции.
Поставленная цель достигается благодаря тому, что установка снабжена подпружиненной но вертикали щиной, укрепленной на емкости, а механизм перемещения заготовок выполнен из подвижных и неподвижных реек, причем неподвижная рейка имеет гнезда с размещенными в них контактами, а нагреватель выполнен в виде секций с приводом их одновре.менного перемещения относительно оси нагреваемых заготовок.
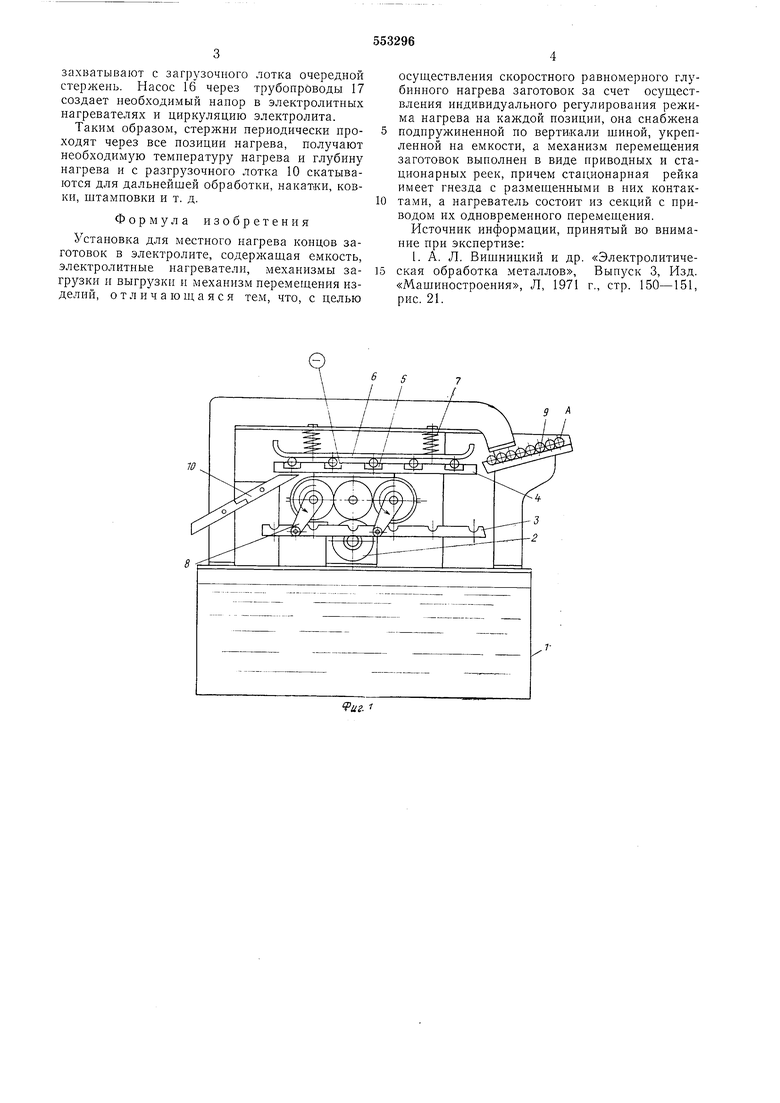
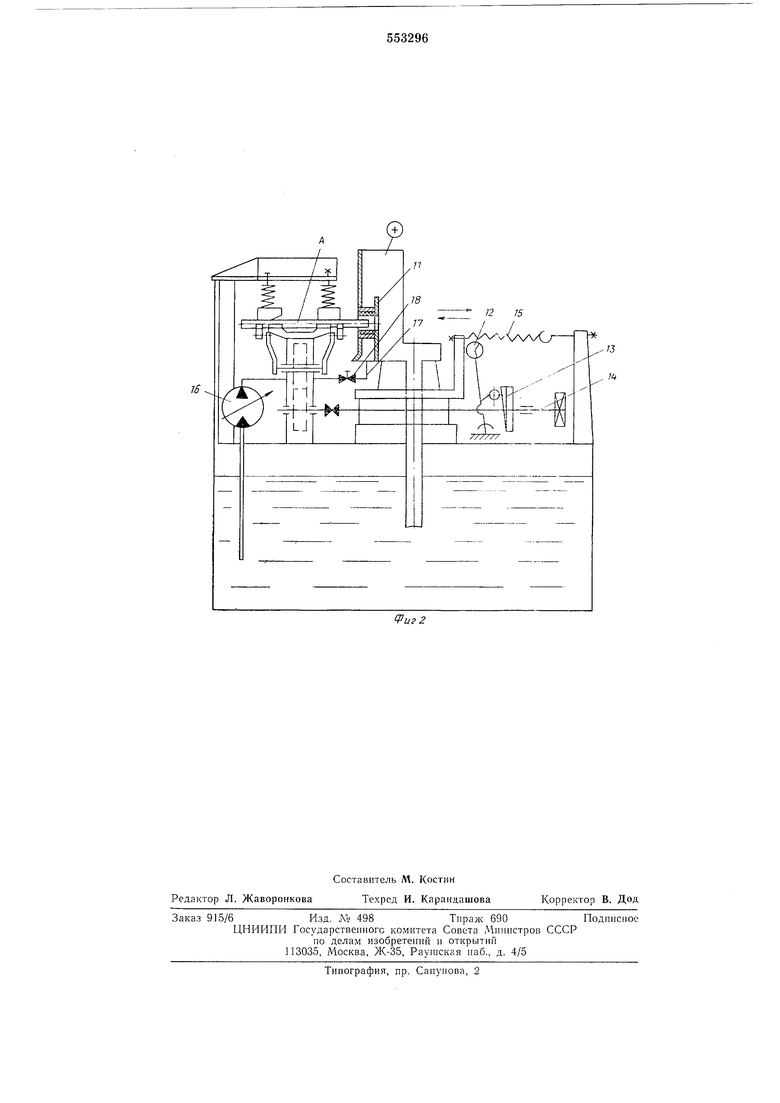
На фиг. 1 и 2 показана схема установки для местного нагрева концов заготовок, две нроекции.
2
Установка состоит из бака 1, шестеренного устройства 2, подвижной 3, неподвижной 4 реек, при этом в последней установлены контакты 5, шины 6 с пружинами 7; рычагов 8,
загрузочного 9, разгрузочного 10 лотков, электролитных нагревателей 11 с приводом, включающим толкатель 12, кулачок 13, вал 14 кулачка, возвратную пружину 15; насоса 16, трубопроводов 17 п веитпля 18.
Установка работает следующим образом.
Подвижные рейки 3 захватывают с 3aipyзочного лотка 9 заготовку А, которая отжимает 6 и, перекатываясь, попадает в контакт 5. Контакты выполнены из хорошо
проводящего ток материала. К контактам подключен отрицательный иолюс генератора. По окончании укладывания заготовок в контакты 5 кулачок 13 через толкатель 12 надвигает электролитные нагреватели 11 на концы
стержней. Происходит нагрев концов стержней, выдержка которого создается кулачком 13, а интенсивность нагрева на каждой позиции зависит от напора электролита в межэлектродиом зазоре электролитного пагревателя, которые регулируются вентилем 18. Кулачок 13 получает вращение через вал 14 от шестеренного устройства 2. По окончании нагрева толкатели 12 вместе с электролитными нагревателями 11, пружиной 15 возвраи1аются
в исходное положение, а иодвижные рейки 3
захватывают с загрузочного лотка очередной стержень. Насос 16 через трубопроводы 17 создает необходимый напор в электролитных нагревателях и циркуляцию электролита.
Таким образом, стержни периодически проходят через все позиции нагрева, получают необходим ю температуру нагрева и глубину нагрева и с разгрузочного лотка 10 скатываются для дальнейшей обработки, накатки, ковки, штамповки и т. д.
Формула изобретения
Установка для местного нагрева концов заготовок в электролите, содерл ашая емкость, электролитные нагреватели, механизмы загрузки и и механизм перемещения издеьТий, отличающаяся тем, что, с целью
осуществления скоростного равномерного глубинного нагрева заготовок за счет осуществления индивидуального регулирования режима нагрева на каждой позиции, она снабжена
подпружиненной по вертикали шиной, укрепленной на емкости, а механизм перемещения заготовок выполнен в виде приводных и стационарных реек, причем стационарная рейка имеет гнезда с размещенными в них контактами, а нагреватель состоит из секций с приводом их одновременного перемещения.
Источник информации, принятый во внимание при экспертизе:
1. А. Л. Вищницкий и др. «Электролитичеекая обработка металлов. Выпуск 3, Изд. «Машиностроения, Л, 1971 г., стр. 150-151, рис. 21.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ПОЛЫХ ХЛЕБОБУЛОЧНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2018228C1 |
| Устройство для закалки деталей | 1979 |
|
SU876741A1 |
| Установка для ионообменной обработки стеклоизделий | 1986 |
|
SU1379260A1 |
| Радиационная нагревательная установка | 1976 |
|
SU750231A1 |
| Автоматизированный агрегат для горячей штамповки | 1978 |
|
SU904860A1 |
| Ротор к устройствам для упаковки стержнеобразных изделий | 1980 |
|
SU960079A1 |
| Линия индукционного нагрева заготовок прямоугольного сечения | 1989 |
|
SU1746177A1 |
| Загрузочное устройство к резьбонакатному станку | 1987 |
|
SU1669624A1 |
| Автомат для контроля деталей цилиндрической формы | 1986 |
|
SU1466815A1 |
| Установка индукционного нагрева перемещаемых деталей | 1991 |
|
SU1786688A1 |
9 л
3
