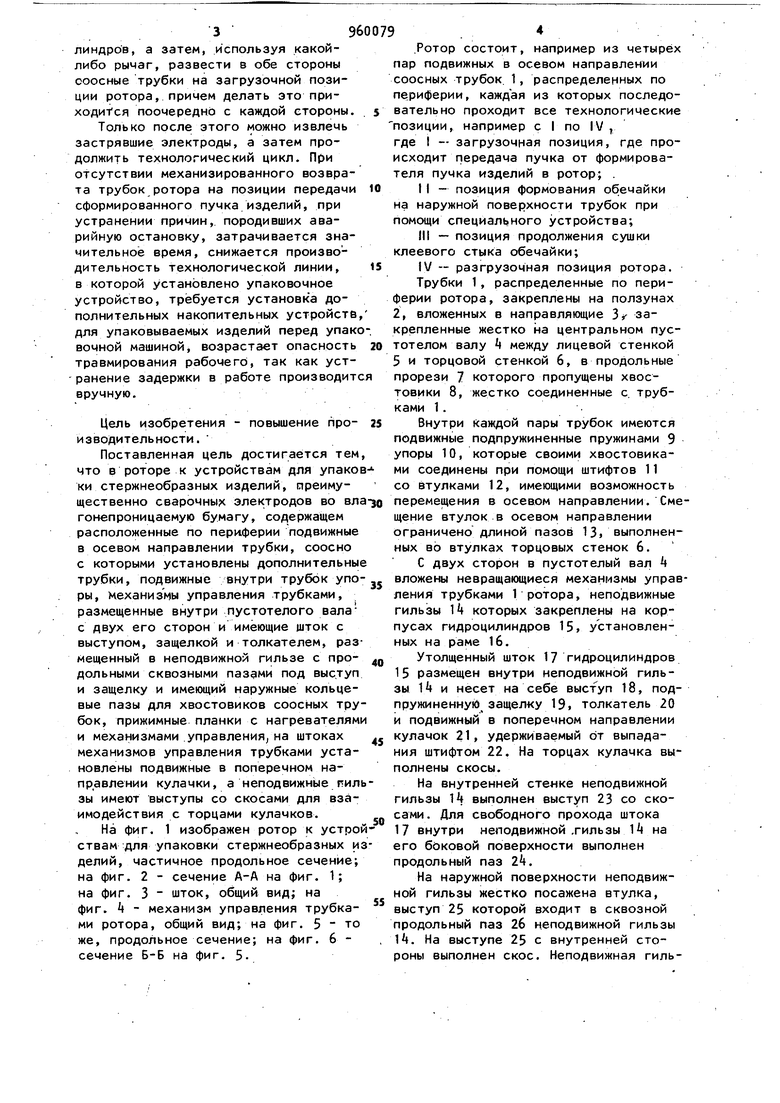
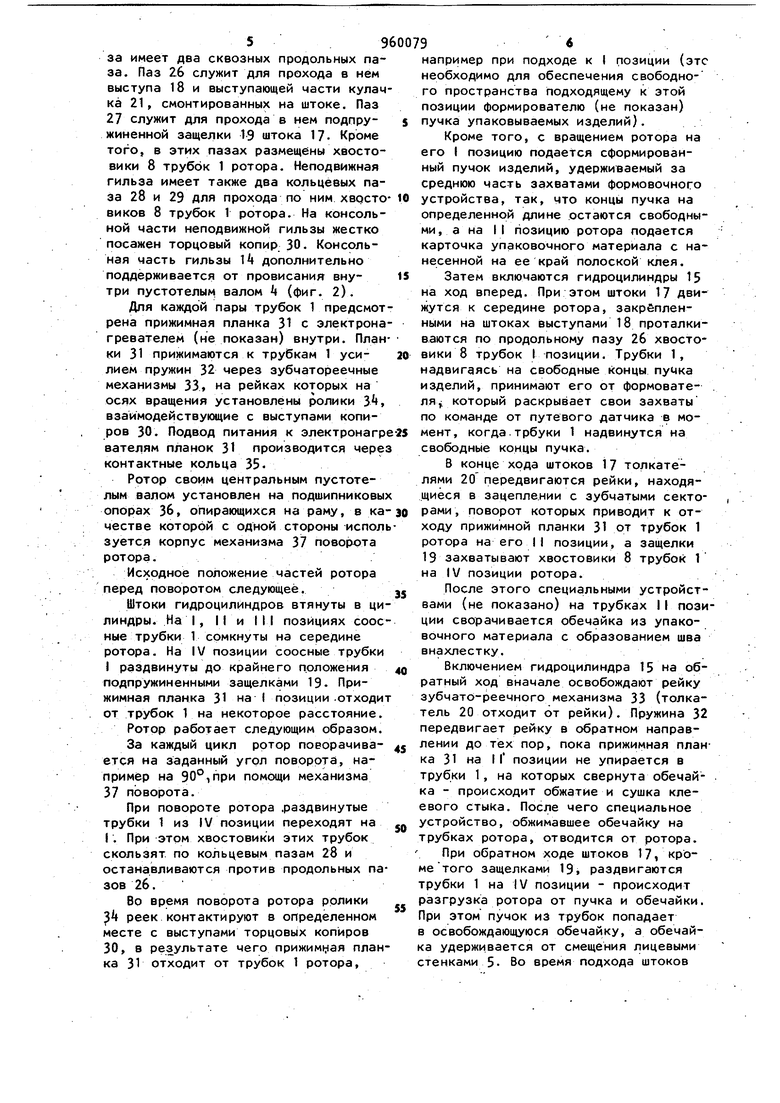
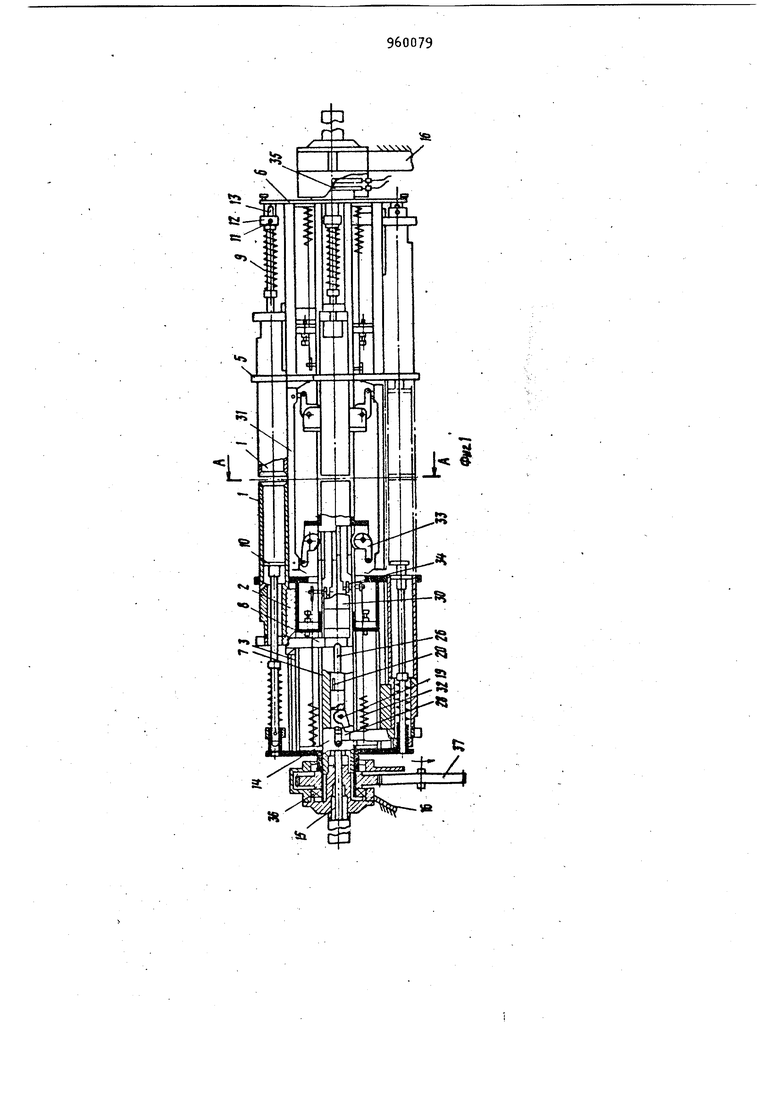
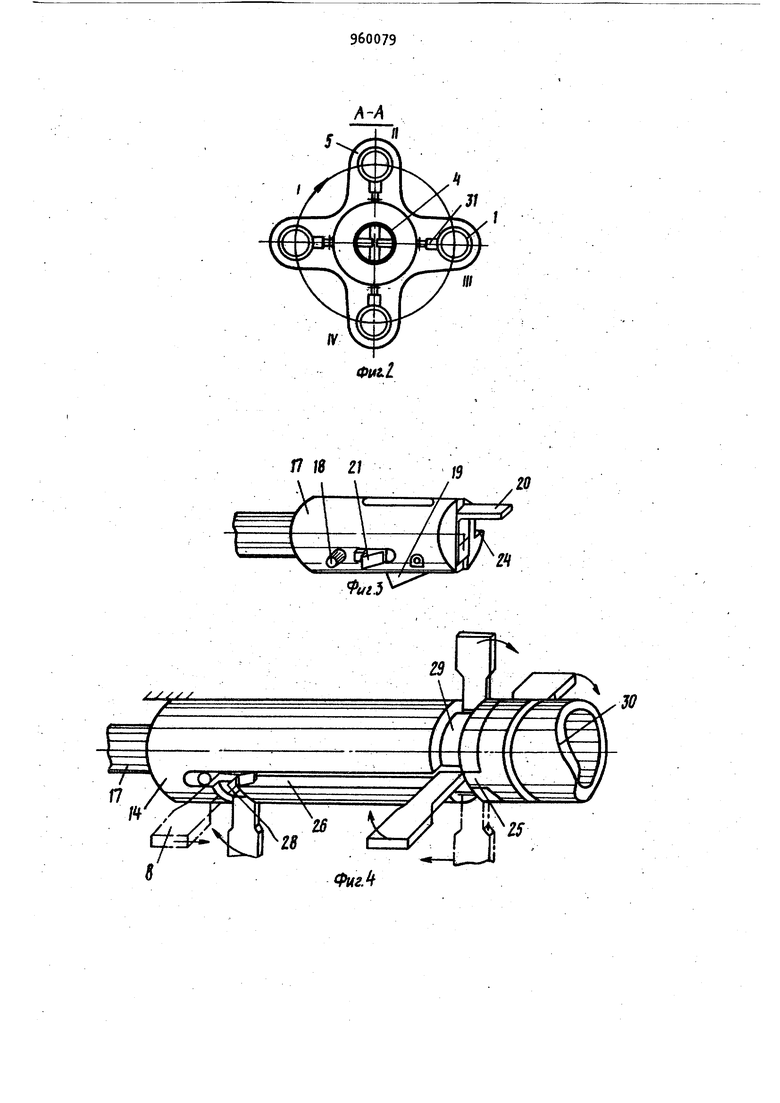
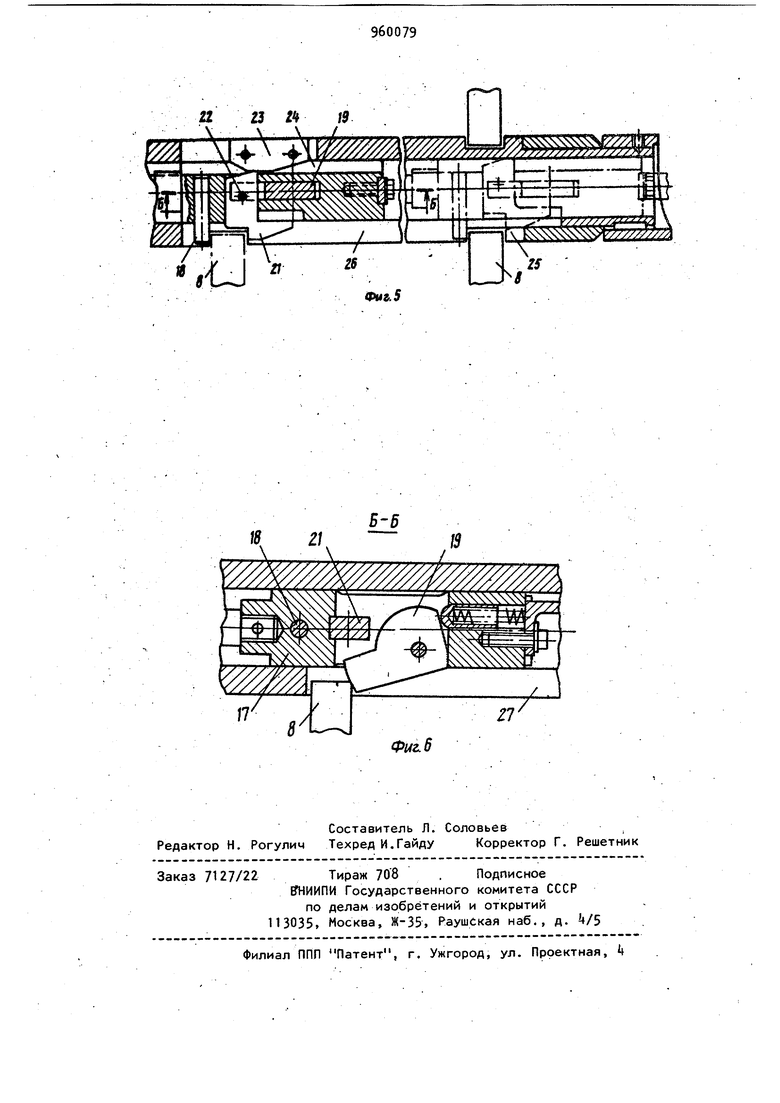
Изобретение относится к упаковоч но-фасовочной технике. Известен ротор к устройствам для упаковки стержнеобразных изделий, нэ пример сварочных электродов во влагонепроницаемую бумагу, содержащий расположенные .по периферии подвижные в осевом направлении трубки, соосно с которыми установлены дополнительные трубки, подвижные упоры внутри трубок, механизмы управления трубками, размещенные внутри пустотелого вала с двух его сторон и имеющие што с выступом, защелкой и толкателем, размещенный в неподвижной гиЛьзе с продольными сквозными пазами под выступ, и защелку штока, а также наруж ные кольцевые пазы для хвостовиков подвижных осевых трубок, прижимные планки с нагревателями и механизмами управления tl 1. Однако известный ротор имеет недостатки, которые особенно сказывают ся при аварийном режиме, например когда часть электродов сформированного пучка по каким-либо-причинам (например, при нечеткой работе дозирующего устройства) не попадает свр ими краями в надвигающиеся на него с двух сторон соосные трубки, т. е. происходит застревание пучка в трубках. В этом случае продолжать процесс невозможно, тай как трубки не доходят до своего крайнего положения (шток также не доходит до крайнего положения, вследствие чего защелка не захватывает хвостовик очередной трубки на позиции разгрузки ротора). Для устранения возникшей аварии необходимо возвратить в исходное положение трубки, частично надвинувшиеся на пучок, извлечь вручную застрявшие электроды и продолжить цикл. Механизированный же возврат трубок на этой позиции конструкцией ротора . не предусмотрен. В известном устройстве необходимо вначале возвратить в исходное положение штоки гидроци396линдров, а затем, используя какойлибо рычаг, развести в обе стороны соосные трубки на загрузочной позиции ротора, причем делать это приходится поочередно с каждой стороны. Только после этого можно извлечь застрявшие электроды, а затем продолжить технологический цикл. При отсутствии механизированного возврата трубок ротора на позиции передачи сформированного пучка изделий, при устранении причин, породивших аварийную остановку, затрачивается значительное время, снижается производительность технологической линии, в которой установлено упаковочное устройство, требуется установка дополнительных накопительных устройств для упаковываемых изделий перед упако вочной машиной, возрастает опасность травмирования рабочего, так как устранение задержки в работе производит вручную. Цель изобретения - повышение производительности. Поставленная цель достигается тем что в роторе к устройствам для упако ки стержнеобразных изделий, преимущественно сварочных электродов во вл гонепроницаемую бумагу, содержащем расположенные по периферии подвижные в осевом направлении трубки, соосно с которыми установлены дополнительны трубки, подвижные внутри трубок упо ры, Механизмы управления трубками, размещенные внутри пустотелого вала с двух его сторон и имеющие шток с выступом, защелкой и толкателем, раз мещенный в неподвижной гильзе с продольными сквозными пазами под выступ и защелку и имеющий наружные кольцевые пазы для хвостовиков соосных тру бок, прижимные планки с нагревателям и механизмами yпpaвлeния на штоках механизмов управления трубками установлены подвижные в поперечном направлении кулачки, а неподвижные гил зы имеют выступы со скосами для взаимодействия с торцами кулачков. На фиг, 1 изображен ротор к устро ствам для упаковки стержнеобразных и делий, частичное продольное сечение; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 шток, общий вид; на фиг. - механизм управления трубками ротора, общий вид; на фиг. 5 то же, продольное сечение; на фиг. 6 сечение Б-Б на фиг. 5. .Ротор состоит, например из четырёх пар подвижных в осевом направлении соосных трубок 1, распределенных по периферии, каждая из которых последовательно проходит все технологические позиции, например с I по IV , где I - загрузочная позиция, где происходит передача пучка от формирователя пучка изделий в ротор; . II- позиция формования обечайки на наружной поверхности трубок при помощи специал1 ного устройства; III- позиция продолжения сушки клеевого стыка обечайки; IV- разгрузочная позиция ротора. Трубки 1, распределенные по периферии ротора, закреплены на ползунах 2, вложенных в направляющие 3/ закрепленные жестко на центральном пустотелом валу между лицевой стенкой 5 и торцовой стенкой 6, в продольные прорези 7 которого пропущены хвостовики 8, жестко соединенные с. трубками 1. Внутри Каждой пары трубок имеются подвижные подпружиненные пружинами 9 упоры 10, которые своими хвостовиками соединены при помощи штифтов 11 со втулками 12, имеющими возможность перемещения в осевом направлении. Смещение втулок в осевом направлении ограничено длиной пазов 13 выполненных во втулках торцовых стенок 6. С двух сторон в пустотелый вал Ц вложены невращающиеся механизмы управления трубками 1 ротора, неподвижные гильзы It которых закреплены на корпусах гидроцилиндров 15 установленных на раме 16. Утолщенный шток 17 гидроцилиндров 15 размещен внутри неподвижной гильзы Н и несет на себе выступ 18, подпружиненнуй защелку 19. толкатель 20 и подвижный в поперечном направлении кулачок 21, удерживаемый or выпадания штифтом 22. На торцах кулачка выполнены скосы. На внутренней стенке неподвижной гильзы 14 выполнен выступ 23 со скосами . Для свободного прохода штока 17 внутри неподвижной .гильзы 14 на его боковой поверхности выполнен продольный паз 24. На наружной поверхности неподвижной гильзы жестко посажена втулка, выступ 25 которой входит в сквозной продольный паз 2б неподвижной гильзы 14. На выступе 25 с внутренней стороны выполнен скос. Неподвижная гильза имеет два сквозных продольных паза. Паз 26 служит для прохода в нем выступа 18 и выступающей части кулачка 21, смонтированных на штоке. Паз 27 служит для прохода в нем подпружиненной защелки 19 штока 17. Кроме того, в этих пазах размещены хвостовики 8 трубок 1 ротора. Неподвижная гильза имеет также два кольцевых паза 28 и 29 для прохода по ним хврстовиков 8 трубок 1 ротора. На консольной части неподвижной гильзы жестко посажен торцовый копир 30. Консольная часть гильзы 14 дополнительно поддерживается от провисания внутри пустотелым валом k (фиг. 2).
Для каждой пары трубок 1 предсмотрена прижимная планка 31 с электронагревателем (не показан) внутри. Планки 31 прижимаются к трубкам 1 усилием пружин 32 через зубчатореечные механизмы 33, на рейках которых на осях вращения установлены ролики 3, взаимодействующие с выступами копиров 30. Подвод питания к электронагре вателям планок 31 производится через контактные кольца 35Ротор своим центральным пустотелым валом установлен на подшипниковых опорах 36, опирающихся на раму, в качестве которой с одной стороны используется корпус механизма 37 поворота ротора.
Исходное положение частей ротора перед поворотом следующее.
Штоки гидроцилиндроа втянуты в цилиндры. На I, II и III позициях соосные трубки 1 сомкнуты на середине ротора. На IV позиции соосные трубки I раздвинуты до крайнего положения подпружиненными защелками 19- Прижимная планка 31 на I позиции .отходит от трубок 1 на некоторое расстояние.
Ротор работает следующим образом.
За каждый цикл ротор поворачивается на заданный угол поворота, например на 90°,при помощи механизма 37 поворота.
При повороте ротора .раздвинутые трубки 1 из IV позиции переходят на Г. При этом хвостовики этих трубок скользят по кольцевым пазам 28 и останавливаются против продольных пазов 26.
Во время поворота ротора ролики 4 реек контактируют в определенном месте с выступами торцовых копиров 30, в результате чего прижим(;1ая планка 31 отходит от трубок 1 ротора.
например при подходе к I позиции (это необходимо для обеспечения свободного пространства подходящему к этой позиции формирователю (не показан) пучка упаковываемых изделий).
Кроме того, с вращением ротора на его I позицию пoдaetcя сформированный пучок изделий, удерживаемый за среднюю часть захватами формовочного устройства, так, что концы пучка на определенной длине остаются свободными , а на II позицию ротора подается карточка упаковочного материала с нанесенной на ее край полоской клея.
Затем включаются гидроцилиндры 15 на ход вперед. При этом штоки 17 движутся к середине ротора, закрепленными на штоках Выступами 18 проталкиваются по продольному пазу 2б хвостовики 8 трубок I позиции. Трубки 1, надвигаясь на свободные концы пучка изделий, принимают его от формоватепя который раскрывает свои захваты по команде от путевого датчика в момент, когда.трбуки 1 надвинутся на свободные концы пучка.
В конце хода штоков 17 толкателями 20 передвигаются рейки, находящиеся в зацеплении с зубчатыми секторами, поворот которых приводит к отходу прижимной планки 31 от трубок 1 ротора на его И позиции, а защелки 19 захватывают хвостовики 8 трубок 1 на IV позиции ротора.
После этого специальными устройствами (не показано) на трубках II позиции сворачивается обечайка из упаковочного материала с образованием шва внахлестку.
Включением гидроцилиндра 15 на обратный ход вначале освобождают рейку зубчато-реечного механизма 33 (толкатель 20 отходит от рейки). Пружина 32 передвигает рейку в обратном направлении до тех пор, пока прижимная планка 31 на 1Г позиции не упирается в трубки 1, на которых свернута обечайка - происходит обжатие и сушка клеевого стыка. После чего специальное устройство, обжимавшее обечайку на трубках ротора, отводится от ротора.
При обратном ходе штоков 17, кроме того защелками 19, раздвигаются трубки 1 на IV позиции - происходит разгрузка ротора от пучка и обечайки. При этом пучок из трубок попадает в освобождающуюся обечайку, а обечайка удерживается от смещения лицевыми стенками 5. Во время подхода штоков 17 к крайним исходным положениям выступы 23 со скосами возвращают кулачки 21 штоков 17 в исходное положение, подготавливая их для работы в последующем цикле, Таким образом, совершив поворот и ход штоков 17 в прямом и обратном на правлении, ротор готов к очередному повороту, т. е. цикл повторяется. Если работа ротора протекает нормально, то штоки 17 при прямом ходе доходят до своих крайних положений. При этом при подходе к крайним положе ниям выступами 25 со скосами кулачки 21 передвигаются в поперечном направлении (выключаются) и при реверсе хода штоков кулачки свободно пройдут под хвостовиками 8 трубок I позиции ротора, оставляя их в сдвинутом к середине ротора положении. При аварийном режиме, когда надвигающиеся на свободные концы пучка трубки 1 не обхватывают весь пучок, и часть электродов по каким-либо причинам оказывается не внутри трубок, штоки не могут дойти до своих крайних положений, поэтому кулачки 21 не выключаются, В этом случае необходимо отключить автоматический режим работы и, нажатием определенной кнопки на пульте управления, среверсировать гидроцилиндры на обратный ход (на раздвижку трубок | позиции). При этом выступом кулачка 21 хвостовики 8 трубок I позиции возвращаются в крайнее исходное положение, и пучок застрявших упаковываемых изделий освобождается. После устранения причины задержки систему управления включают на прод олжение технологического цикла. В конце возврата штоков 17 в исходное положение выступы 23 своими скосами возвращают кулачки 21 в исходное положение. Для свободного прохода штоков 17 внутри неподвижных гильз Т на штоках выполнены продольные пазы 2, в которых проходят выступы 23. Введение в конструкцию ротора элементов, обеспечивающих механизирован ный возврат в исходное положение трубок I позиции ротора при возникновении аварийных ситуаций в работе по сравнению с возвратом этих трубок вручную, позволяет снизить продолжительность задержек, увеличить производительность упаковочного устройства, улучшить условия и безопасность труда. В технологической линии изготовления упаковываемых изделий перед упаковочным устройством с ротором, не оборудованным механизированным возвратом трубок на I его позиции, потребуется дополнительная емкость для накопления изделий во время аварийной задержки в работе по сравнению с ротором, оборудованным механизированным возвратом трубок. Формула изобретения Ротор к устройствам для упаковки стержнеобразных изделий, преимущественно сварочных электродов,во влагонепроницаемую бумагу, содержащий расположенные по периферии подвижные в осевом направлении трубки, соосно с которыми установлены дополнительные трубки, подвижные внутри трубок упоры, механизмы управления трубками, размещенные внутри пустотелого вала с двух его сторон и имеющие шток с выступом, защелкой и толкателем, размещенный в неподвижной гильзе с продольными сквозными пазами под выступ и защелку и имеющий наружные кольцевые пазы для хвостовиков соосных трубок, прижимные планки с нагревателями и механизмы управления, отличающийся тем, что, с целью повышения производительности, на штоках механизмов управления трубками установлены подвижные в поперечном направлении кулачки, а неподвижны.е гильзы имеют выступы со скосами для взаимодействия с торцами кулачков. Источники информации, принятые во внимание при экспертизе 1, Авторское свидетельство СССР Н 524737, кл, В 65 В 19/3+, 197.
S:
to S
Ли
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для упаковки стержнеобразных изделий | 1974 |
|
SU524737A1 |
| УСТРОЙСТВО ДЛЯ УКЛАДКИ В ТАРУ ШТУЧНЫХ ИЗДЕЛИЙ | 1996 |
|
RU2125954C1 |
| Транспортно-технологический ротор | 1988 |
|
SU1586795A1 |
| СПОСОБ МАГАЗИННОГО ПЕРЕЗАРЯЖАНИЯ ОРУЖИЯ РЕВОЛЬВЕРНОГО ТИПА И РЕВОЛЬВЕР-АВТОМАТ С МАГАЗИННЫМ ПИТАНИЕМ | 1997 |
|
RU2130157C1 |
| АВТОМАТ ДЛЯ ЗАВЕРТЫВАНИЯ КОНФЕТ «ВПЕРЕКРУТКУ» | 1973 |
|
SU379462A1 |
| Ротационно-обжимное устройство | 1977 |
|
SU742024A1 |
| Устройство для упаковки стержнеобразных изделий | 1982 |
|
SU1130505A1 |
| Механизм обрезки нитей на швейной машине | 1980 |
|
SU962368A1 |
| СТРЕЛКОВОЕ МНОГОЗАРЯДНОЕ ОРУЖИЕ | 1993 |
|
RU2086887C1 |
| Литьевая многопозиционная машина для переработки термопластичных материалов | 1989 |
|
SU1680539A1 |
Л 18 2/
/
22 23 tH 19 Л У /
i8
2/
17
5-5
/5
Г
27
Фиг. 6 тт
