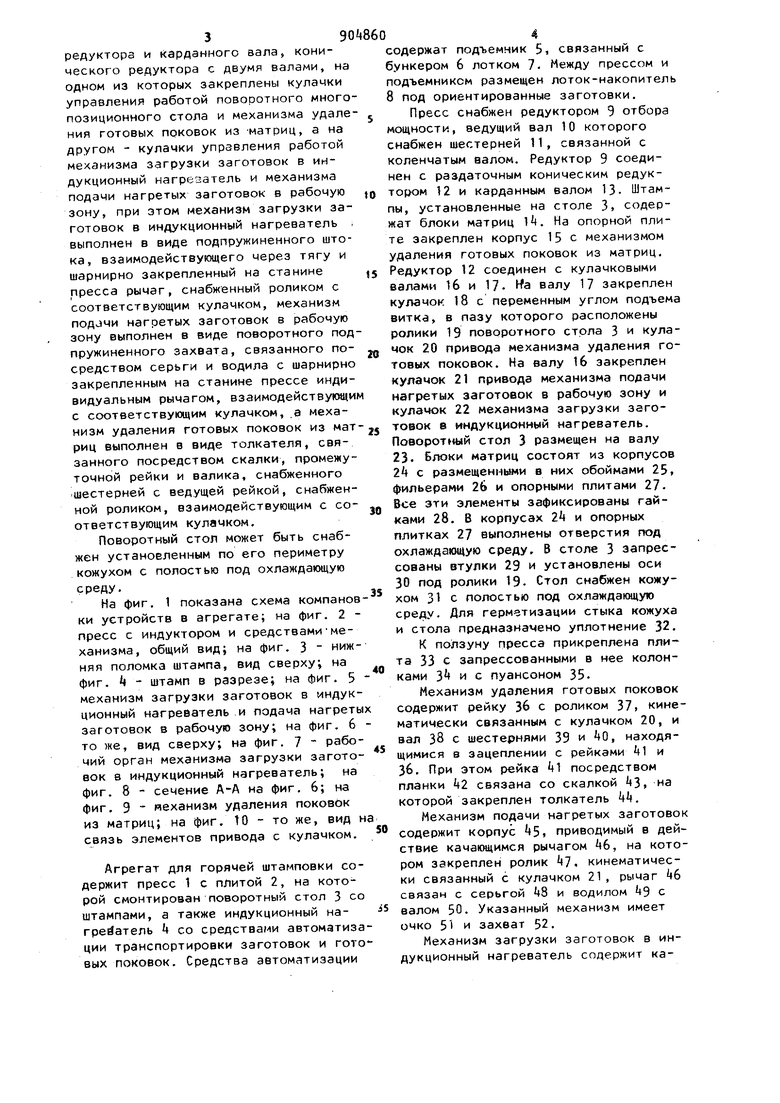
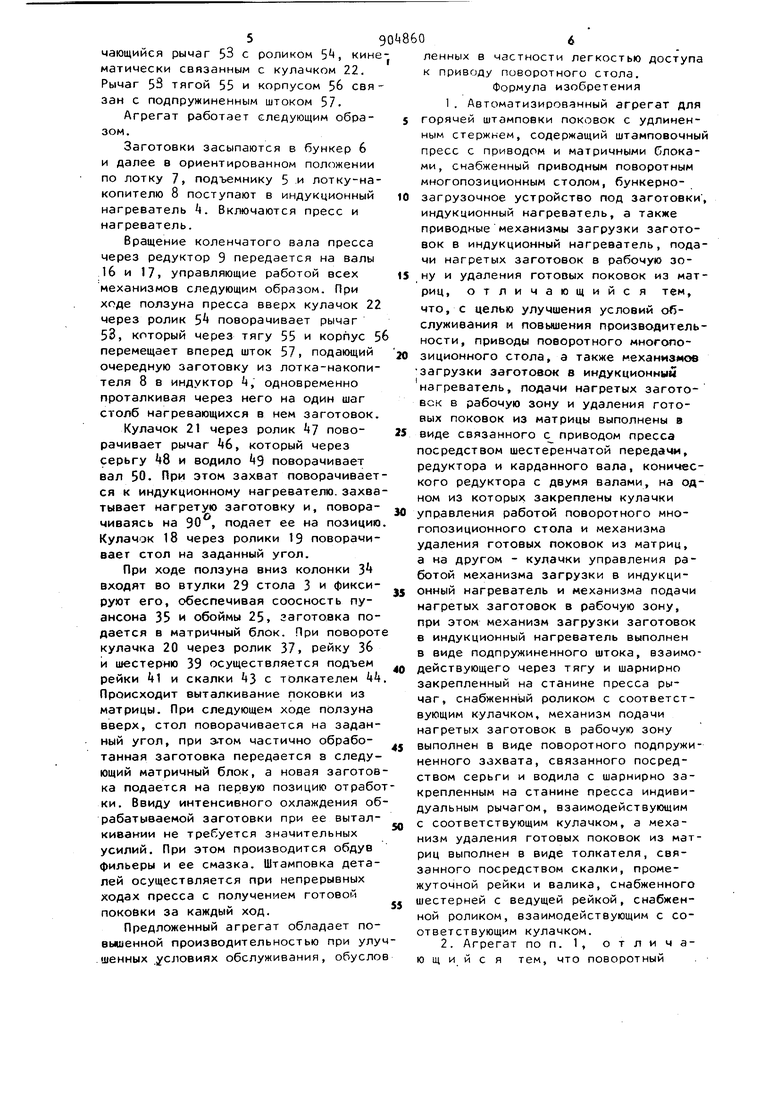
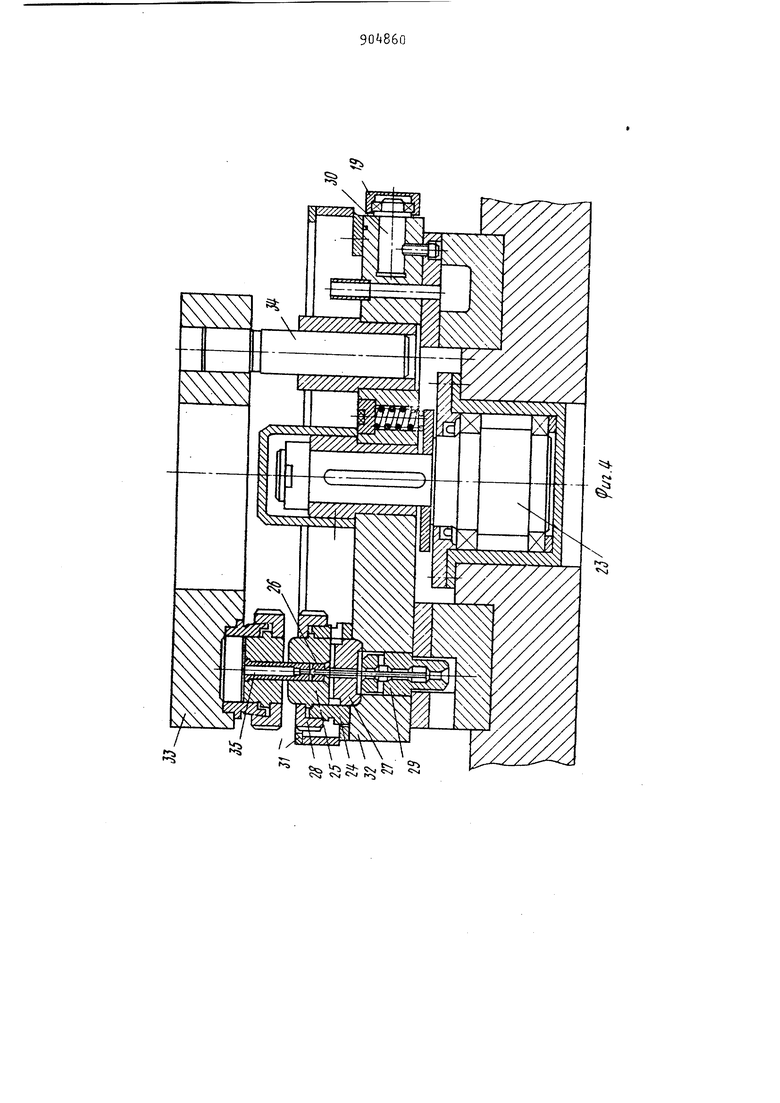
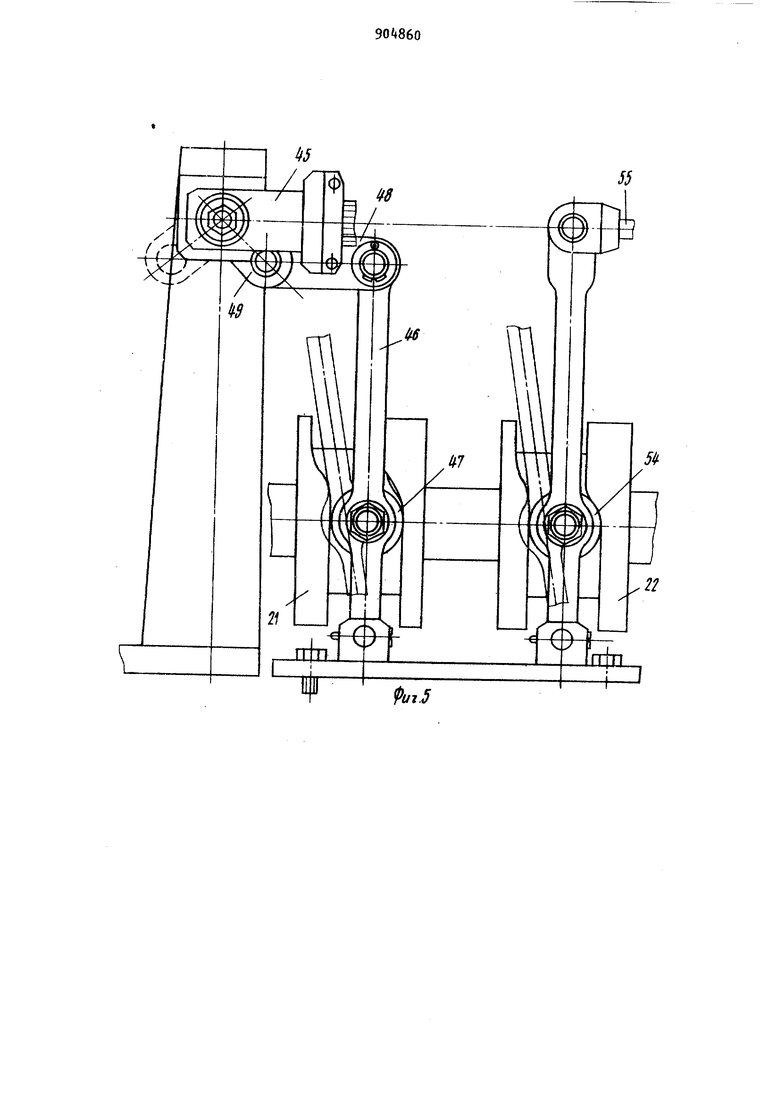
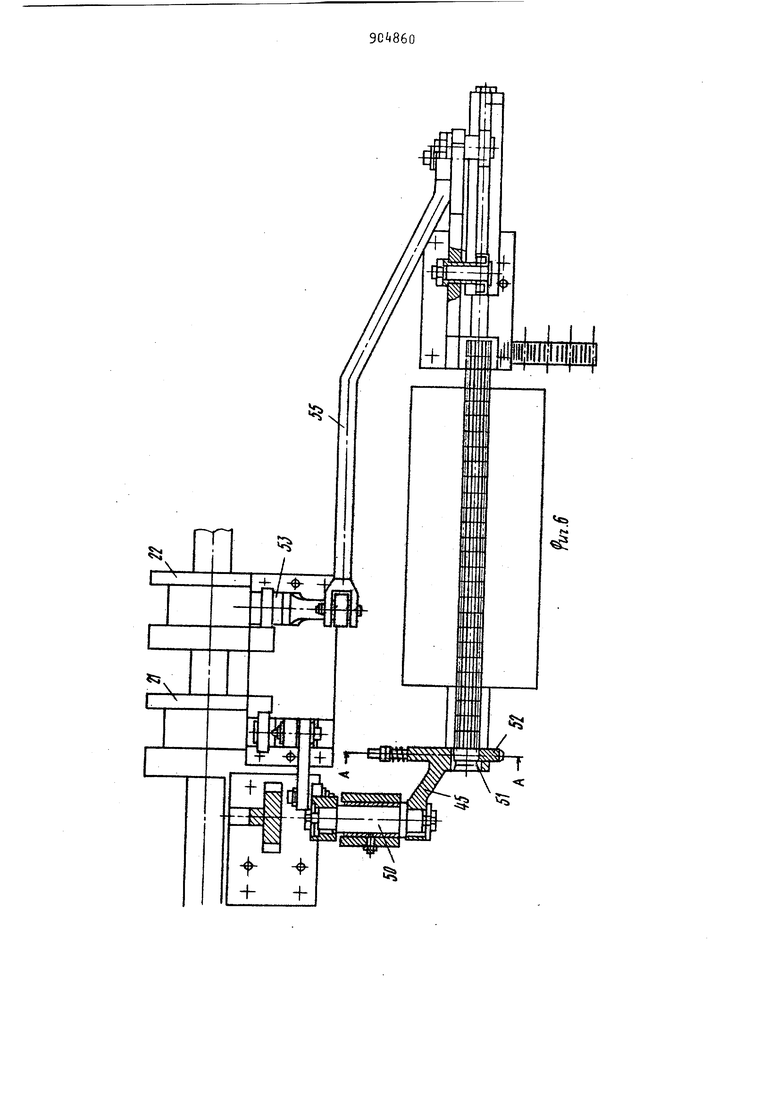
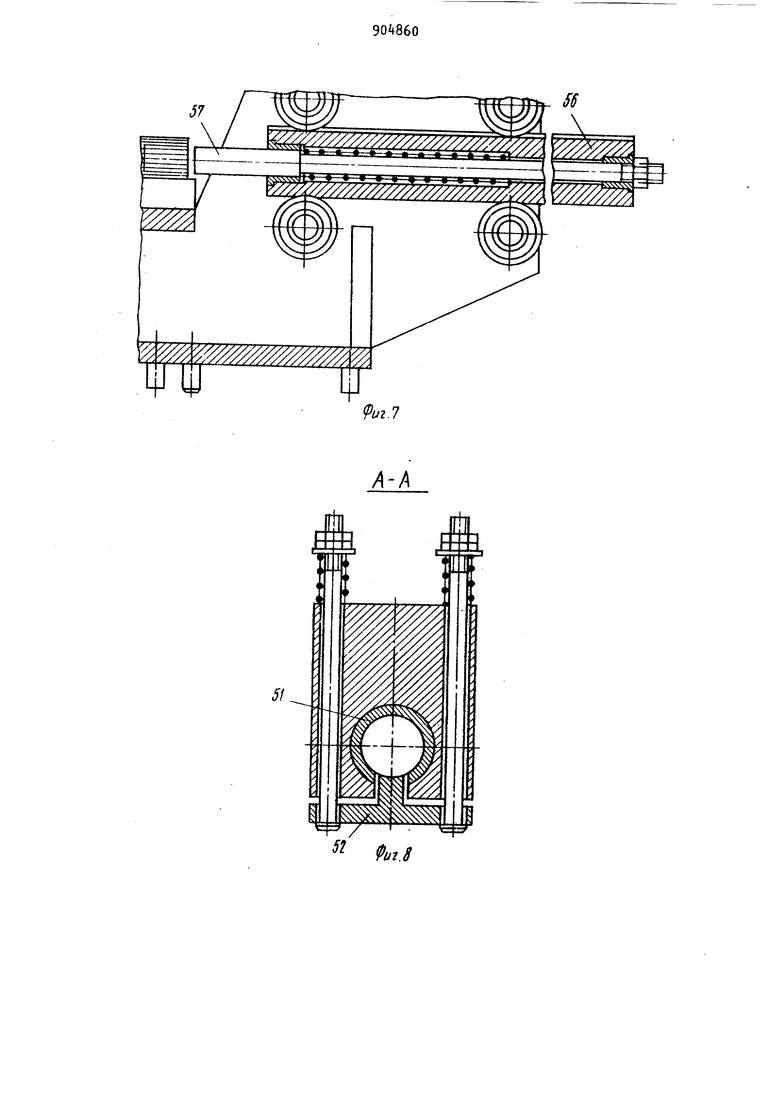
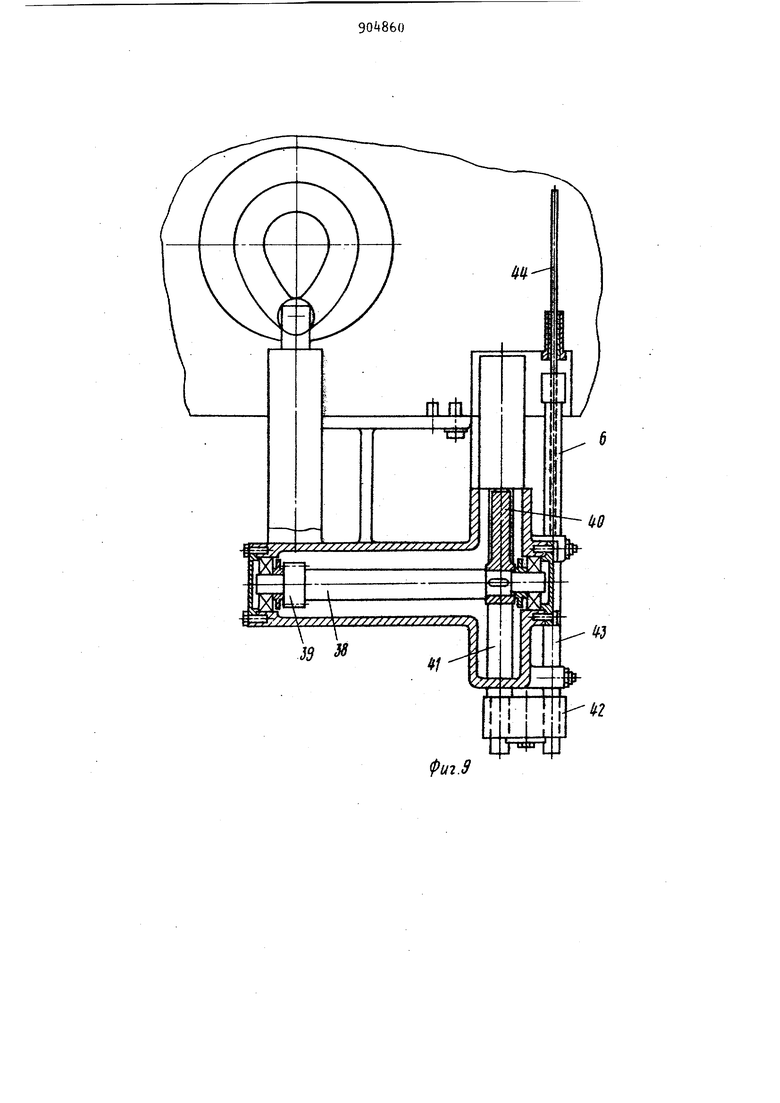
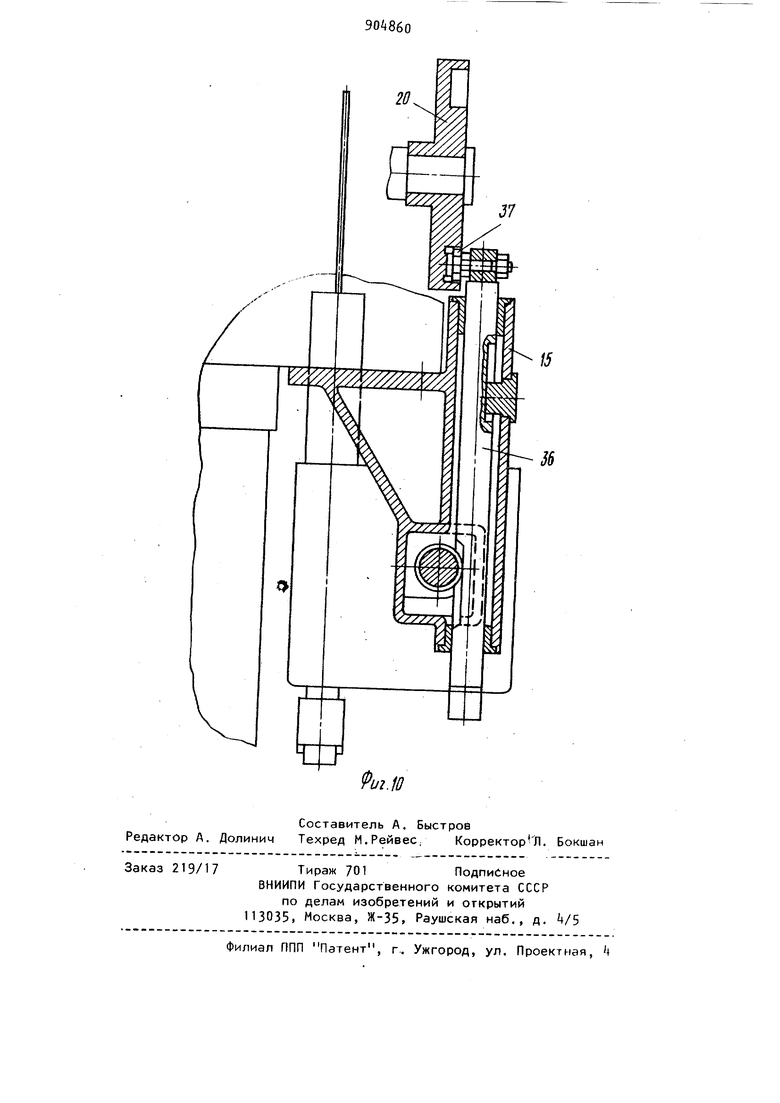
Изобретение относится к обработке металлов давлением, а именно к конст рукциям устройств для горячей штамповки поковок. Известен автоматизированный агрегат для горячей штамповки поковок с удлиненным стержнем, содержащий штам повочный пресс с приводом и матричными блоками, снабженный приводным поворотным многопозиционным столом, бункерно-загрузочное устройство под заготовки, индукционный нагреватель, а также приводные механизмы загрузки заготовок в индукционный нагреватель, подачи нагретых заготовок в рабочую зону и удаления готовых поко вок из матриц СП . Недостатки этого агрегата состоят в затрудненных условиях обслуживания и пониженной производительности, что обусловлено конструктивными его особенностями . Цель изобретения - улучшение условий обслуживания и повышение произ водительности, Поставленная цель достигается тем, что в автоматизированном агрегате для горячей штамповки поковок -с удлиненным стержнем, содержащем штамповочный пресс с приводом и матричными блоками, снабженный приводным поворотным многопозиционным столом, бункерно-загрузочное устройство под заготовки, индукционный нагреватель, а также приводные механизмы загрузки заготовок в индукционный нагреватель, подачи нагретых заготовок в рабочую зону и удаления готовых поковок из матриц, приводы поворотного многопозиционного стола, а также механизмов загрузки заготовок в индукционный нагреватель, подачи нагретых заготовок в рабочую зону и удаления готовых поковок из матрицы выполнены в виде связанного с приводом пресса посредством шестеренчатой передачи. редуктора и карданного вала, конического редуктора с двумя валами, на одном из которых закреплены кулачки управления работой поворотного много позиционного стола и механизма удале ния готовых поковок из Матриц, а на другом - кулачки управления работой механизма загрузки заготовок в индукционный нагреаатель и механизма подачи нагретых заготовок в рабочую зону, при этом механизм загрузки заготовок в индукционный нагреватель выполнен в виде подпружиненного штока, взаимодействующего через тягу и шарнирно закрепленный на станине пресса рычаг, снабженный роликом с соответствующим кулачком, механизм подачи нагретых заготовок в рабочую зону выполнен в виде поворотного под пружиненного захвата, связанного посредством серьги и водила с шарнирно закрепленным на станине прессе индивидуальным рычагом, взаимодействующи с соответствующим кулачком, .а механизм удаления готовых поковок из MaT риц выполнен в виде толкателя, связанного посредством скалки, промежуточной рейки и валика, снабженного Шестерней с ведущей рейкой, снабженной роликом, взаимодействующим с соответствующим кулачком. Поворотный стол может быть снабжен установленным по его периметру кожухом с полостью под охлаждающую среду. На фиг. 1 показана схема компанов ки устройств в агрегате; на фиг. 2 пресс с индуктором и средствамимеханизма, общий вид; на фиг. 3 ниж няя поломка штампа, вид сверху; на фиг. - штамп в разрезе; на фиг. 5 механизм загрузки заготовок в индук ционный нагреватель и подача нагреты заготовок в рабочую зону; на фиг. 6 то же, вид сверху; на фиг. 7 - рабо чий орган механизма загрузки загото вок в индукционный нагреватель; на фиг. 8 - сечение А-А на фиг. 6; на фиг. 9 яеханизм удаления поковок из матриц; на фиг. tO - то же, вид связь элементов привода с кулачком. Агрегат для горячей штамповки содержит пресс 1 с плитой 2, на которой смонтирован поворотный стол 3 со штампами, а также индукционный нагрейатель k со средствами автоматиза ции транспортировки заготовок и гото вых поковок. Средства автоматизации содержат подъемник 5, связанный с бункером 6 лотком 7. Между прессом и подъемником размещен лоток-накопитель 8 под ориентированные заготовки. Пресс снабжен редуктором 9 отбора мощности, ведущий вал 10 которого снабжен шестерней 11, связанной с коленчатым валом. Редуктор 9 соединен с раздаточным коническим редуктором 12 и карданным валом 13. Штампы, установленные на столе 3. содержат блоки матриц И. На опорной плите закреплен корпус 15 с механизмом удаления готовых поковок из матриц. Редуктор 12 соединен с кулачковыми валами 16 и 17. а валу 17 закреплен кулачок 18 с переменным углом подъема витка, в пазу которого расположены ролики 19 поворотного стола 3 и кулачок 20 привода механизма удаления готовых поковок. На валу 16 закреплен кулачок 21 привода механизма подачи нагретых заготовок в рабочую зону и кулачок 22 механизма загрузки заготовок в индукционный нагреватель. Поворотный стол 3 размещен на валу 23. Блоки матриц состоят из корпусов 2А с размещенными в них обоймами 23, фильерами 2б и опорными плитами 27. Все эти элементы зафиксированы гайками 28, 8 корпусах 2А и опорных плитках 27 выполнены отверстия под охлаждающую среду, В столе 3 запрессованы втулки 29 и установлены оси 30 под ролики 19. Стол снабжен кожухом 31 с полостью под охлаждающую среду. Для герметизации стыка кожуха и стола предназначено уплотнение 32. К ползуну пресса прикреплена плита 33 с запрессованными в нее колонками 3 и с пуансоном 35. Механизм удаления готовых поковок содержит рейку 36 с роликом 37 кинематически связанным с кулачком 20, и вал 38 с шестернями 39 и +0, находящимися в зацеплении с рейками k и Зб. При этом рейка tl посредством планки k2 связана со скалкой 43, на которой закреплен толкатель k. Механизм подачи нагретых заготовок содержит корпус kS, приводимый в действие качающимся рычагом k6, на котором закреплен ролик 47, кинематически связанный с кулачком 21 , рычаг () связан с серьгой 8 и водилом 49 с валом 50. Указанный механизм имеет очко 51 и захват 52. Механизм загрузки заготовок в индукционный нагреватель содержит ка59чающийся рычаг 53 с роликом уЦ, кине матически связанным с куламком 22. Рычаг 53 тягой 55 и корпусом 56 связан с подпружиненным штоком 57. Агрегат работает следующим образом. Заготовки засыпаются в бункер 6 и далее в ориентированном положении по лотку 7, подъемнику 5 и лотку-накопителю 8 поступают в индукционный нагреватель А. Включаются пресс и нагреватель. Вращение коленчатого вала пресса через редуктор 9 передается на валы 16 и 17, управляющие работой всех механизмов следующим образом. При ходе ползуна пресса вверх кулачок 22 через ролик 5 поворачивает рычаг 53, который через тягу 55 и корпус 5 перемещает вперед шток 57, подающий очередную заготовку из лотка-накопителя 8 в индуктор Ц, одновременно проталкивая через него на один шаг столб нагревающихся в нем заготовок. Кулачок 21 через ролик 7 поворачивает рычаг , который через серьгу «В и водило 49 поворачивает вал 50. При этом захват поворачивает ся к индукционному нагревателю, захва и, поворатывает нагретую заготовку чиваясь на 90 , подает ее на позицию Кулачок 18 через ролики 19 поворачивает стол на заданный угол. При ходе ползуна вниз колонки 3 входят во втулки 29 стола 3 и фиксируют его, обеспечивая соосность пуансона 35 и обоймы 25, заготовка подается в матричный блок. При поворот кулачка 20 через ролик 37, рейку 36 и шестерню 39 осуществляется подъем рейки tl и скалки с толкателем kk Происходит выталкивание поковки из матрицы. При следующем ходе ползуна вверх, стол поворачивается на заданный угол, при З.ТОМ частично обработанная заготовка передается в следующий матричный блок, а новая заготов ка подается на первую позицию отрабо ки. Ввиду интенсивного охлаждения об рабатываемой заготовки при ее выталкивании не требуется значительных усилий. При этом производится обдув фильеры и ее смазка. Штамповка деталей осуществляется при непрерывных ходах пресса с получением готовой поковки за каждый ход. Предложенный агрегат обладает повышенной производительностью при улу .шенных .условиях обслуживания, обусло 0 ленных в частности легкостью доступа к приводу поворотного стола. Формула изобретения 1 . Автоматизированный агрегат для горячей штамповки поковок с удлиненным стержнем, содержащий штамповочный пресс с приводом и матричными блоками, снабженный приводным поворотным многопозиционным столом, бункернозагрузочное устройство под заготовки , индукционный нагреватель, а также приводныемеханизмы загрузки заготовок в индукционный нагреватель, подачи нагретых заготовок в рабочую зону и удаления готовых поковок из матриц, отличающийся тем, что, с целью улучшения условий обслуживания и повышения производительности, приводы поворотного многопозиционного стола, а также механизмов загрузки заготовок в индукционным нагреватель, подачи нагретых заготовок в рабочую зону и удаления готовых поковок из матрицы выполнены в виде связанного с приводом пресса посредством шестеренчатой передачи, редуктора и карданного вала, конического редуктора с двумя валами, на одном из которых закреплены кулачки управления работой поворотного многопозиционного стола и механизма удаления готовых поковок из матриц, а на другом - кулачки управления работой механизма загрузки в индукционный нагреватель и механизма подачи нагретых заготовок в рабочую зону, при этом механизм загрузки заготовок в индукционный нагреватель выполнен в виде подпружиненного штока, взаимодействующего через тягу и шарнирно закрепленный на станине пресса рычаг, снабженный роликом с соответствующим кулачком, механизм подачи нагретых заготовок в рабочую зону выполнен в виде поворотного подпружиненного захвата, связанного посредством серьги и водила с шарнирно закрепленным на станине пресса индивидуальным рычагом, взаимодействующим с соответствующим кулачком, а механизм удаления готовых поковок из матриц выполнен в виде толкателя, связанного посредством скалки, промежуточной рейки и валика, снабженного шестерней с ведущей рейкой, снабженной роликом, взаимодействующим с соответствующим кулачком. 2. Агрегат по п. 1, отличающийся тем, что поворотный
стол снабжен установленным по его. периметру кожухом с полостью под охлаждающую среду.
Источники информации,
принятые во внимание при экспертизе
90 8608
1. Вильчинский Ю. с. и др. Автоматизация процесса горячей объемной штамповки вентилей пневматических шин. - Технология автомобилестроеМ.. 1979. « 3, с. 16.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ПРЕИМУЩЕСТВЕННО ЗВЕНЬЕВ ГУСЕНИЧНОЙ ЦЕПИ | 1992 |
|
RU2035254C1 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| Автоматическая линия безоблойной штамповки | 1980 |
|
SU889482A1 |
| Автоматическая линия штамповки поворотных кулаков | 1987 |
|
SU1466868A1 |
| Автоматизированный пресс для объемной горячей штамповки заготовок | 1989 |
|
SU1804943A1 |
| Автоматическая линия для произведения заготовок колец крупногабаритных подшипников | 1971 |
|
SU374912A1 |
| Устройство для подачи заготовок и удаления поковок | 1981 |
|
SU984587A1 |
| Автоматическая линия для изготовления изделий с резким переходом по диаметру в поперечном сечении | 1972 |
|
SU519262A1 |
| АВТОМАТ ИЗГОТОВЛЕНИЯ ИЗ ПРУТКА, ПОСРЕДСТВОМ ДВУСТОРОННЕЙ ГИБКИ, ДЕТАЛЕЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ ТИПА КЛЕММ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2009 |
|
RU2412772C2 |
| Автоматический комплекс для горячей объемной штамповки | 1987 |
|
SU1493373A1 |

57
m 2/ //////// //////
ш
ss
УМ
(Ziyz.7
