одним из штоков с электродом и подпружинен от корпуса пружиной этого штока, выполненной регулируемой.
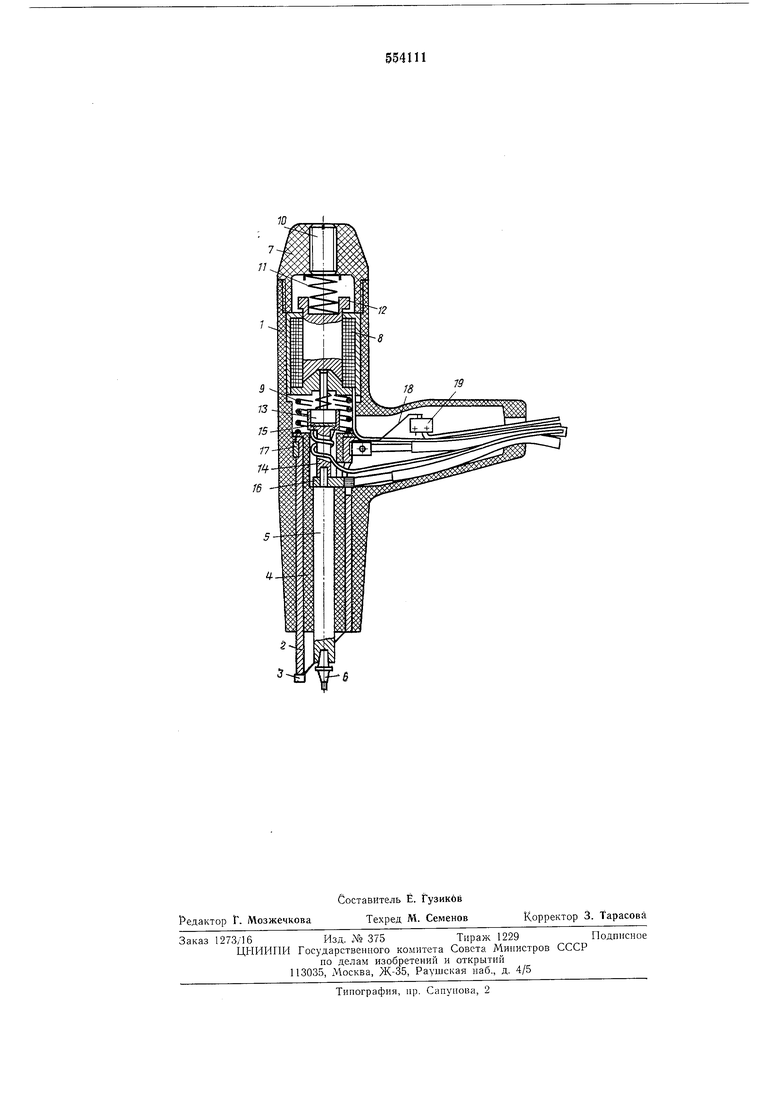
На чертеже показан предлагаемый пистолет в разрезе.
В корпусе 1 по ходовой посадке установлен шток 2 в виде втулки с электродом 3. В штоке 2 запрессована изолируюш,ая втулка 4, в которой по ходовой посадке установлен шток 5 с электродом 6.
Шток-втулка 2 с втулкой 4 прижаты своим буртом к корпусу 1 посредством крышки 7 и установленных в корпусе электромагнита 8 и пружины 9.
В крышке 7 расположен регулируюш ий винт 10, который с помош.ью рабочей пружины 11 прижимает сердечник 12 к корпусу электромагнита 8.
В отверстие электромагнита установлен по ходовой посадке подпружиненный шток 13, который одним концом упирается в сердечник 12, а другим (с увеличенным диаметром) вставлен в стакан штока 14. Между штоками 13 и 14 установлен пьезодатчик 15, от которого отведены провода на схему управления (на чертеже не показаны).
Шток 14 Л1естко закреплен на штоке 5, на котором также закреплена клемма 16 с токоподводяшим кабелем, идуш,им к источнику питания (на чертеже не показан).
На штоке-втулке 2 зажата клемма 17 с другим гибким токоподводяш,им кабелем, также идуш,им к источнику питания.
На клемме 17 закреплен рычаг 18, который воздействует на кнопку переключателя 19, закрепленного в корпусе 1. . Перед выполнением сварки предварительно сжимают винтом 10 до требуемой величины нружину И, чем устанавливают заданное статическое усилие сжатия.
При нажатии электродами 6 и 3 на свариваемое изделие штоки 5 и 2 независимо друг от друга перемеш,аются по отношению к корпусу 1. Вместе со штоком 5 перемеш;аются штоки
14 и 13 с пьезодатчиком 15, толкая при этом сердечник 12, который образует зазор с электромагнитом, сжимая пружину И. Перемешаясь, шток 2 сжимает пружину 9, закрепленным на нем рычагом 18 отпускает кнопку переключателя 19. Включается электромагнит 8, сердечник 12 резко притягивается, стараясь ликвидировать вышеуказанный зазор. В результате этого импульсное усилие через
штоки 13, 14 и пьезодатчик 15 передается на электрод 6. В это время пьезодатчик подает сигнал на схему управления, включается сварочный ток и происходит точечная контактная сварка деталей.
Таким образом, пистолетом можно производить качественную точечную контактную сварку в монтажных условиях изделий, прочность, твердость и толш,ины которых выше обычно принятых при сравнительно небольшом первоначальном прижатии электродов пистолета к свариваемому изделию.
Формула изобретения
Пистолет для односторонней контактной точечной сварки, содержаш,ий размеш,енные в корпусе два изолированных друг от друга и подпружиненных штока с электродами и рычаг, воздействуюш ий на переключатель тока, отличаюшийся тем, что, с целью улучшения качества сварного соединения и повышения производительности, пистолет снабжен установленными в корпусе пьезодатчиком и электромагнитом, сердечник которого жестко соединен через пьезодатчик с одним из штоков с электродом и подпружинен от корпуса пружиной этого штока, выполненной регулируемой.
Источники информации, принятые во внима-, ние при экспертизе.
1. Патент США № 2812418, кл. 219/86, 1957.
2.Авторское свидетельство СССР № 195566, М. Кл.В 23К 11/10, 1966.
3.Авторское свидетельство СССР № 62746, М. Кл.2 В 23К 11/28, 1940 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для точечной сварки неплавящимся электродом в защитных газах | 1980 |
|
SU956193A1 |
| Пистолет для контактной точечной сварки | 1982 |
|
SU1085723A1 |
| Пистолет для приварки шпилек | 1980 |
|
SU912436A2 |
| МЕХАНИЗМ СЖАТИЯ МАШИНЫ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1971 |
|
SU305971A1 |
| СВАРОЧНЫЙ ЭЛЕКТРОМОНТАЖНЫЙ ПИСТОЛЕТ | 1968 |
|
SU219040A1 |
| Механизм сжатия машин для контактной точечной сварки | 1981 |
|
SU975281A1 |
| Пистолет для контактной точечной сварки | 1976 |
|
SU654367A1 |
| ПИСТОЛЕТ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1968 |
|
SU210965A1 |
| Машина для контактной точечной сварки | 1975 |
|
SU640826A1 |
| Устройство для электроконтактной точечной сварки | 1975 |
|
SU539710A1 |