1
Изобретение относится, в частности, к резцам, процесс резки которыл5и заключается в предварительном нанесении надреза н последу разлалывании.
Известен инструмент для резки хрупких .материалов, содержащий режуций элемент, образованный линиями пересечення двух рав111)1х цилиндров, } которых оси не)есскаются нод нрямы.м углом. Одна,ко .этот pcacni; является малоэффективным нрн резке твердых II хрунких материалов.
Известен резец для хрупких материалов, соде))жан1ий державку и режунии элемент, выполненный из двух соединенных частей в виде тел вра1цения и нмеюгций притупленную режущую кромку. Этот резец состоит из державкн и вставки из сверхтвердого материала, об;)аботанной в форме двух paisHLix нет есека1О1ЦИХСЯ цилиндров, линия нерссечения которых образует криволинейный режущий элемент в фо)ме части эллннса. Та.кая форма )1ежун;ей части не обеспечивает постоянства угла при BepiHHiie, который изменяется от своего минимального значения при вертикальном положении резца до максимального при крайнем наклонном положепии, что приводит к трудностям уетанов ;и, низкоолу качеству реза н уменьшает стойкость резца. ВыиО.чненне ) кромки с ра м;усом :;акругления менее 5 мкм делает резец вообще не2
работоспособным и может привести к сколам режун1.ей кромки.
Ё целях улучшения качества реза и иовыншпня стойкости резца части режущего элемента предлагаемого резца вьшолиены в виде равных конусов и соединены друг е другом основа1ниямн. При таком выполнепни режущий элемепт представляет собой часть окружности, прн этом обеспечивается постоянство )абочего угла цезавнеимо от положения резца, устраняется трудность устаповки, повышается CToiiKoeTB н качество реза, а прнтунление режущей кромкц повышает падежпос1т резца и облегчает нроцеес резки.
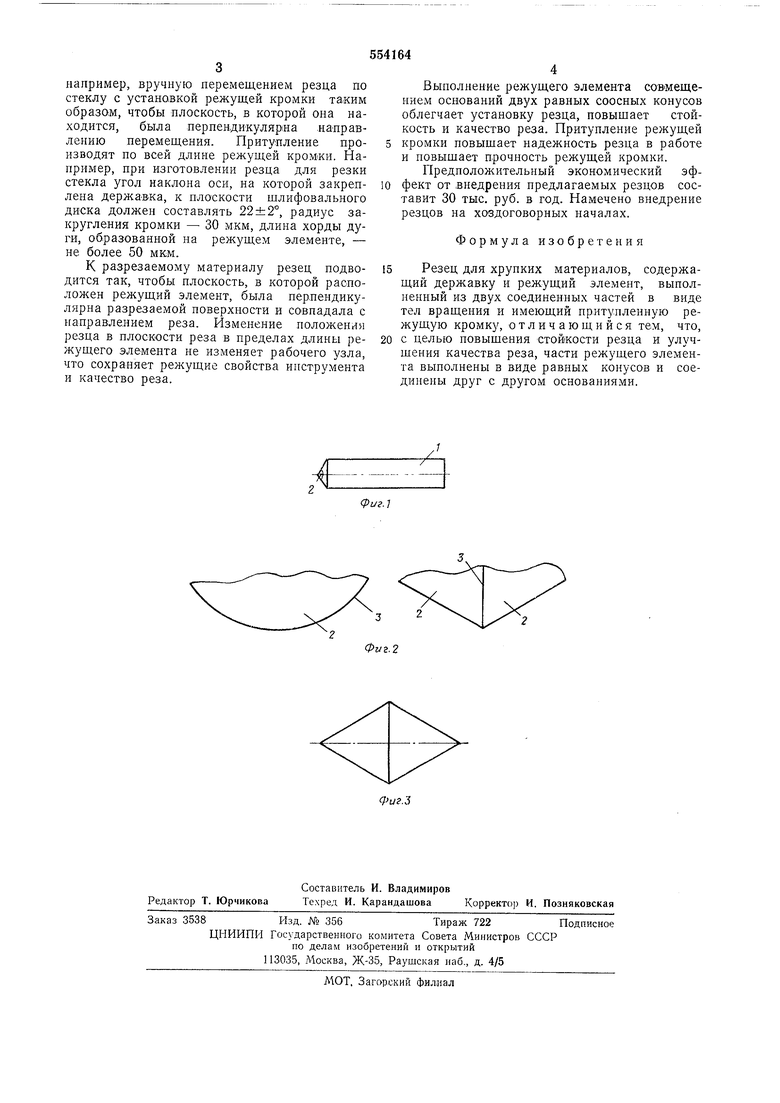
На фиг. 1 изображен предлагаемый резец, обищй вид; на фиг. 2 показана его режунхая часть; на фиг. 3 - схема образования режущего элемента.
Резец состоит из державки 1 и режунито эле:Лента 2, нмеюнгего режущую кромку 3 н вынолненного из двух совмещенных основаниями частей в виде плавных конусов. Такая форма режуп1его эле.мента может быть получена покачиванием державки со вставкой, которая находится в контакте со шлифовальным кругом и закреплена на оси, наклонной к плоскости шлифовального круга. Для шлифования второго конуса державку необходщю нове М1уть вокруг собственной оеи на 18П. Притунление режущей кромки производят. например, вручную неремещением резца по стеклу с установкой режущей кромки таким образам, чтобы нлоскость, в которой она находится, была пернендикуляриа направлению перемещения. Притупление производят по всей длине режущей кром-ки. Например, при изготовлении резца для резки стекла угол наклона оси, на которой закреплена державка, к плоскости шлифовального диска должен составлять 22±2°, радиус закругления кромки - 30 мкм, длина хорды дуги, образованной на режущем элементе, - не более 50 мкм. К разрезаемому материалу резец подводится так, чтобы плоскость, в которой расположен режущий элемент, была перпендикулярна разрезаемой поверхности и совпадала с направлением реза. Изменение положения резца в плоскости реза в пределах длины режущего элемента не изменяет рабочего узла, что сохраняет режущие свойства инструмента и качество реза. Выполнение режущего элемента совмещением оснований двух равных соосных конусов облегчает установку резца, повыщает стойкость и качество реза. Притупление режущей кромки повыщает надежность резца в работе и повышает прочность режущей кромки. Предположительный экономический эффект от внедрения нредлагаемых резцов составит 30 тыс. руб. в год. Намечено внедрение резцов на хоздоговорных началах. Формула изобретения Резец для хрупких материалов, содержащей державку и режущий элемент, выполненный из двух соединенных частей в виде тел вращения и имеющий пр-итупленную режущую кромку, отличающийся тем, что, с целью повышения стойкости резца и улучшения качества реза, части режущего элемента вьшолнены в виде равных конусов и соединены друг с другом основаниями.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЕЦ ДЛЯ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 1971 |
|
SU319485A1 |
| Резец для разрезки деталей, способ изготовления резца для разрезки деталей и устройство для изготовления резца для разрезки деталей (его варианты) | 1985 |
|
SU1377170A1 |
| Отрезной резец для термопластичных материалов | 1980 |
|
SU903148A1 |
| РОТАЦИОННЫЙ КОМБИНИРОВАННЫЙ РЕЗЕЦ | 2001 |
|
RU2207219C2 |
| СПОСОБ СОВМЕЩЕННОЙ ТОКАРНО-АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ | 2001 |
|
RU2210464C2 |
| РЕЗЕЦ ДЛЯ ГОРНЫХ МАШИН | 1994 |
|
RU2071562C1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| РЕЗЕЦ ДЛЯ ГОРНЫХ И ДОРОЖНЫХ МАШИН | 2018 |
|
RU2681743C1 |
| РЕЗЕЦ ДЛЯ ГОРНЫХ И ДОРОЖНЫХ МАШИН | 2017 |
|
RU2643386C1 |
| Способ окончательной заточки алмазных резцов с дугообразной режущей кромкой | 1987 |
|
SU1491666A1 |
