i5k} ОТРЕЗНОЙ РЕЗЕЦ ДЛЯ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ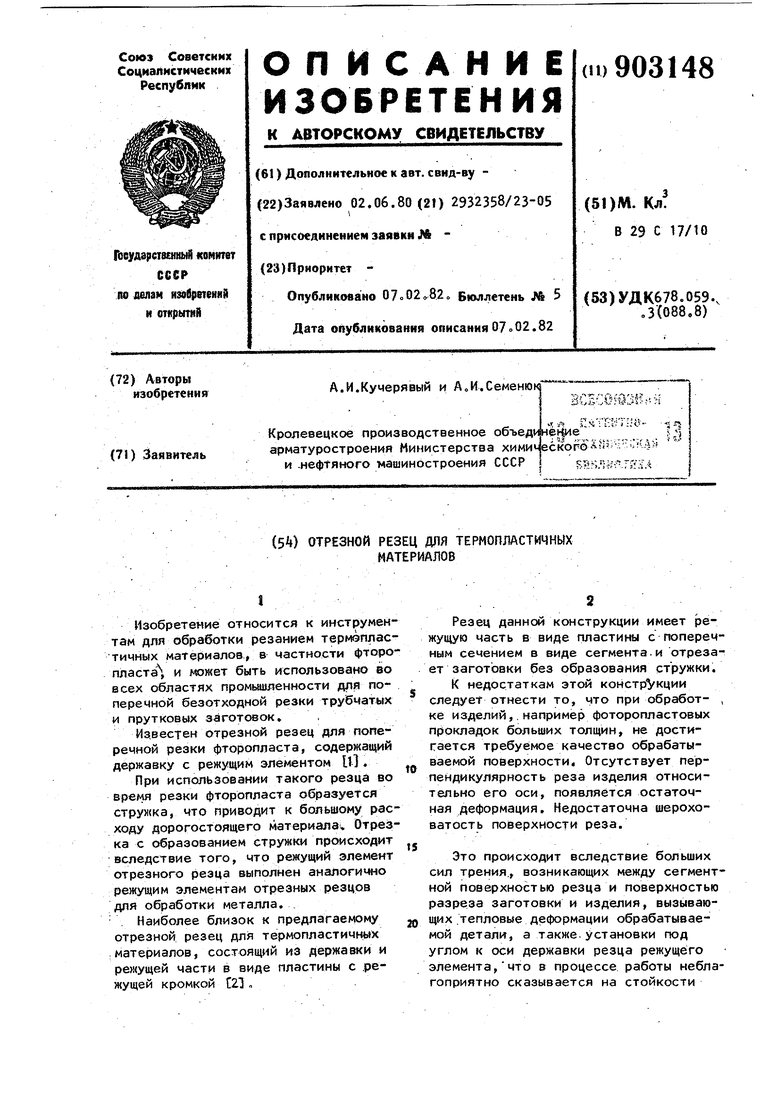

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| Способ изготовления длинномерных изделий | 1983 |
|
SU1337273A1 |
| СБОРНЫЙ ОТРЕЗНОЙ РЕЗЕЦ И РЕЖУЩИЕ ПЛАСТИНЫ К НЕМУ | 2007 |
|
RU2366542C2 |
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |
| Устройство "нева" для отрезки детали на токарном станке | 1982 |
|
SU1074660A1 |
| СПОСОБ ОТРЕЗКИ КОЛЕЦ ОТ ТРУБНОЙ ЗАГОТОВКИ | 1992 |
|
RU2049595C1 |
| Отрезной резец | 1984 |
|
SU1192906A1 |
| РЕЗЕЦ ДЛЯ КОНТРОЛЯ ИЗНОСА РЕЖУЩЕЙ КРОМКИ В ПРОЦЕССЕ РЕЗАНИЯ | 1998 |
|
RU2136447C1 |
| Резец для обработки полимерных материалов | 1985 |
|
SU1351803A1 |
| Вибрационный резец для обработки железнодорожных колесных пар и режущая пластина | 2018 |
|
RU2715923C1 |
Изобретение относится к инструментам для обработки резанием термэпластичных материалов, в частности фторопласта и может быть использовано во всех областях промышленности для поперечной безотходной резки трубчатых и прутковых заготовок , Из.вестен отрезной резец для поперечной резки фторопласта, содержащий державку с режущим элементом U1. При использовании такого резца во время резки фторопласта образуется стру« ка, что приводит к большому расходу дорогостоящего материала. Отрезка с образованием стружки происходит вследствие того, что режущий элемент отрезного резца выполнен аналогично режущим элементам отрезных резцов для обработки металла. Наиболее близок к предлагаемому отрезной резец для термопластичных :материалов, состоящий из державки и режущей части в виде пластины с .режущей кромкой 21 „ Резец данной конструкции имеет режущую часть в виде пластины с поперечным сечением в виде сегмента.и отрезает заготовки без образования стружки. К недостаткам этой конструкции следует отнести то, что при обработ- , ке изделий,.например фоторопластовых прокладок больших толщин, не достигается требуемое качество обрабатываемой поверхности. Отсутствует перпендикулярность реза изделия относительно его оси, появляется остаточная деформация. Недостаточна шероховатость поверхности реза. Это происходит вследствие больших сил трения., возникающих между сегментной поверхностью резца и поверхностью разреза заготовки и изделия, вызывающих .тепловые деформации обрабатываемой детали, а также, установки под углом к оси державки резца режущего элемента,что в процессе работы неблагоприятно сказывается на стойкости
режущей части; при этом силы резания направлены в тело заготовки
Цель изобретения - повышение качества реза.
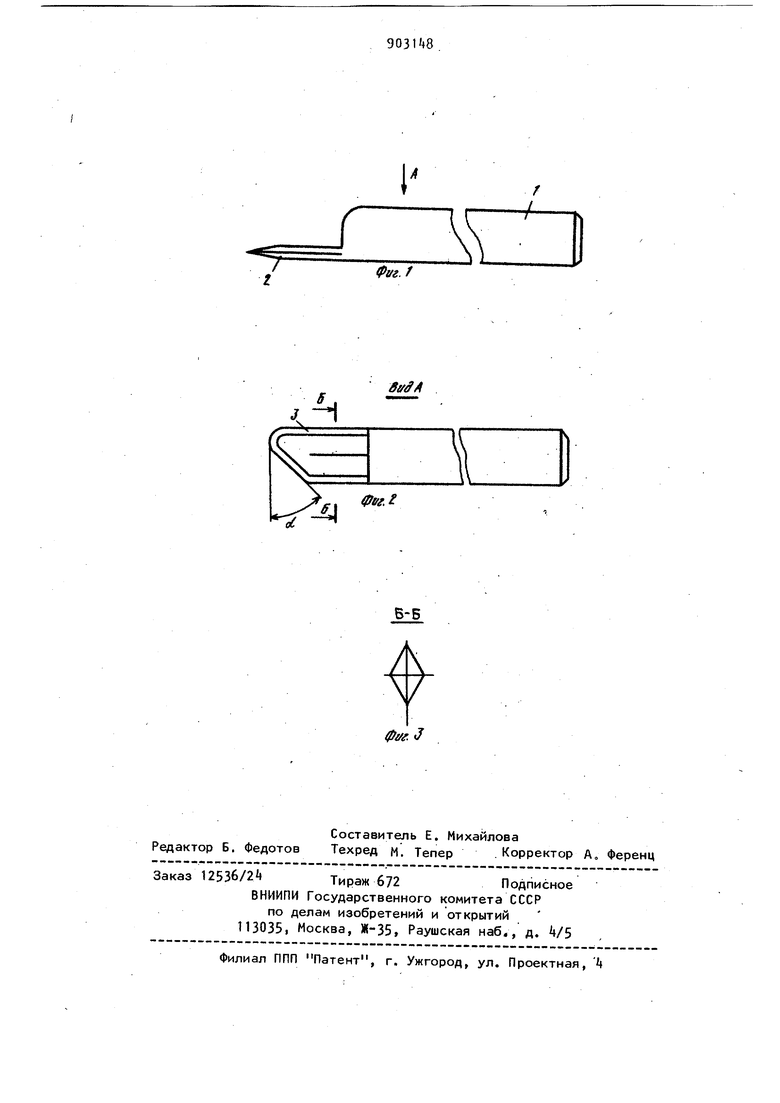
Это достигается тем, что в отрезном резце для термопластичных.материалов, состоящем из державки и режущей части в виде пластины с режущей кромкой, согласно изобретению пластина выполнена в поперечном сечении ромбовидной.
Для повышения стойкости резца его режущая кромка выполнена радиусной
На фиг. 1 изображен общий вид резца; на фиг 2 - вид А фиг.1; на фиг, 3 сечение по Б-Б фиг.2.
f
Отрезной резец состоит из державки 1 и режущей части 2 в виде пластины с режущей кромкой 3, причем пластина 2 выполнена в поперечном сечении ромбовидной.
Режущая кромка 3 выполнена по радиусу, а задний угол находится в пределах о Выбранные пределы угла объясняются тем, что при выполнении угла меньше 25° увеличивается поверхность трения резца о заготовку, а при выполнении угла больше 35 уменьшается жесткость резца, так как ромбическая часть режущего элемента подлежит частичному срезу.
Отрезной резец для термопластич- :ных материалов работает следующим образом, С помощыб державки 1 отрезной резец закрепляют в резцедержателе токарного станка и посредством поперечной подачи суппорта станка подводят режущей частью 2 к обрабатываемой цилиндрической заготовке. При резании лезвие режущего элемента прорезает оболочку заготовки. В образовавшийся надрез начинает входить пластина режущего элемента. .
Выполнение пластины ромбовидной в Поперечном сечении позволяет увеличить жесткость режущего элемента и значительно снизить силы трения, возкикающие в процессе резания, благода- „ ря значительному уменьшению поверхнести соприкосновения режущей части с разрезаемой заготовкой. При этом режущйя часть легко отрезает изделие любой толщины, не деформируя его.
Возникшие при этом силы трения действуют только по ребрам ромба, касающимся поверхностей разрезаемой заготовки и детали. Тем самым полностью обеспечивается параллельность среза отрезаемого изделия и исключается его деформация Кроме того, трение способствует локальному нагреву заготовки и отрезаемой детали до температуры, достаточной для сглаживания образующихся микронеровностей ребрами входящей в разрез ромбовидной пластины режущего элемента. В результате шероховатость поверхности изделия уменьшается до величины Ra 0,63, которая является достаточной для создания качественного уплотнения получаемых изделий прокладок.
Выполнение режущей кромки лезвия по радиусу позволяет при скоростном резании равномерно распределить нагрузку на режущий элемент, что способствует повышению стойкости резца и увеличению срока его службы
формула изобретения
с режущей кромкой, отличающийся тем, что, с целью повышения качества реза, пластина выполнена в поперечном сечении ромбовидной.
Источники информации, принятые во внимание при экспертизе
..
