1
Изобретение относится к трубному производству и может использоваться в приводе рабочих валков пилигримового стана холодной прокатки труб.
Известен привод валков итана холодной прокатхи труб, в котором ведущие шестерни размещены на шейках рабочих валков и установлены в контакте с наклонными к оси прокатки зубчатыми рейками, при этом шестерни выполнены эксцентричными относительно оси валка 1 .
Однако это устройство позволяет вести процесс прокатки труб только лишь по определенному маршруту или по маршрутам, близким друг к другу, так как в противном случае возникает значительное несоответствие принудительного и естественного катаюших радиусов, что влечет за собой рост осевых усилий. Это приводит к необходимости создания значительного парка сменных шестерен.
Наиболее близким техническим решением к предложенному является привод валков стана холодной прокатки труб, содержащий наклонно установленные к оси прокатки параллельные зубчатые рейки и ведушис колеса, каждое из которых составлено из установленной на шейке валка эксцентричной ступицы и концентричного зубчатого венца 2 .
В противопоставленном устройстве, принятом за прототип, эксцентриситет зубчатого венца может быть изменен путем установки эксцентричной ступицы с другим эксцентриситетом, при этом возможна только ступенчатая регулировка эксцентриситета
Для максимально возможного снижения осевых усилий для каждого маршрута прокаки необходимо большое число сменных ступиц, а также зубчатых венцов для них. Следовательно, при переходе с одного размера прокатываемых труб на другой (учитывая широкий диапазон их на большинстве станов) необходима частая смена шестерен, что является весьма трудоемкой и длительной операцией.
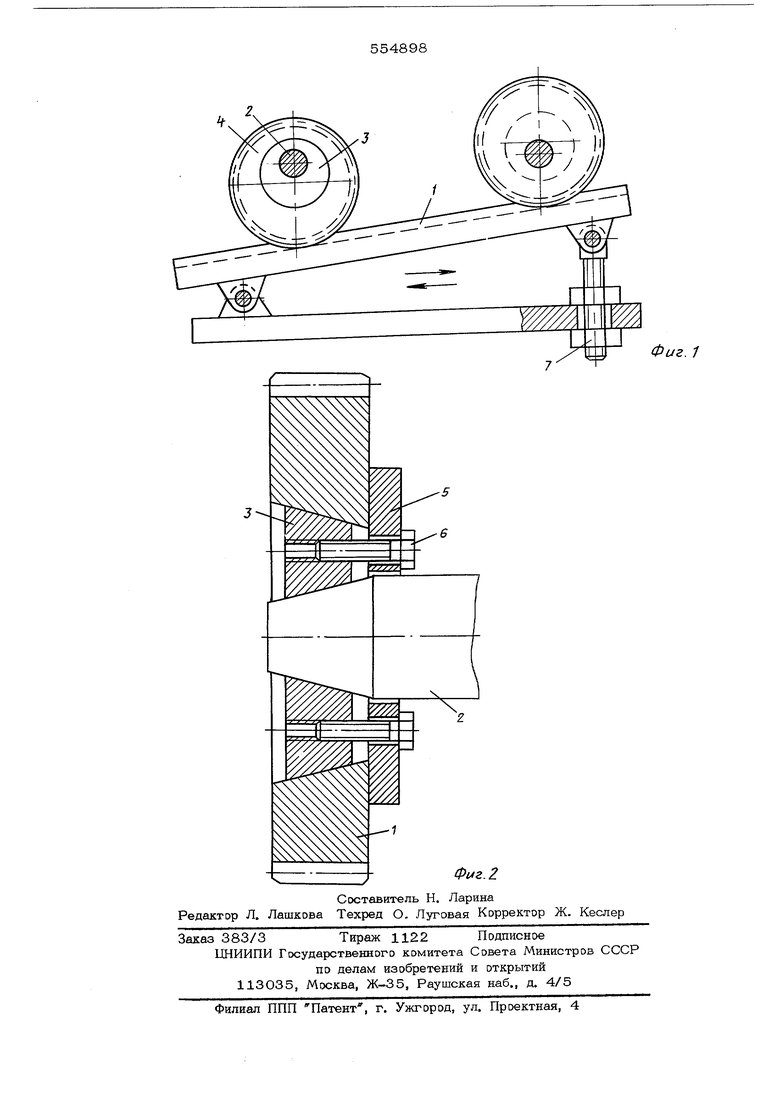
Цель изобретения - расширелие сортамента труб, прокатываемых на одном комплекте шестерен. Для этого в предлагаемом приводе валков, содержащем зубчатые рейки, наклонно установленные в параллельных вертикальных плоскостях, и ведущие колеса, каждое из которых составлено из размещенной на шейке валка эксцентричной ступицы и зубчатого венца, зубчатый венец выполнен эксцентричным относительно наружной пове ности ступицы, причем ступица и венец установлены с возможностью разворота. Выполнение зубчатого венца эксцентрич ным и возможность взаимного разворота ступиць и венца позволяет бесступенчато регулировать эксцентриситет шестерни, что способствует расширению сортамента прока тываемых труб на одном комплекте щесте- рен, сокращению их парка, а также упрощению обслуживания. На фиг. 1 представлена схема устройства в крайних положениях валков сбоку; на фиг. 2 - возможный вариант установки шестерни на шейке валка. Привод валков стана холодной прокатки труб содержит наклонно установленные в п раллельных вертикальных плоскостях зуб- чатые рейки 1 и установленные на шейках 2 валков ведущие колеса. Каждое колесо составлено из эксцентричной относительно оси валка ступицы 3 и насаженного на ее наружную поверхность зубчатого венца 4. Зубчатый венец установлен в конце с рейкой 1 и выполнен эксцентричным относительно наружной йоверхности ступицы. Фиксация зубчатого венца относительно ступицы и ступицы относительно шейки вал ка может осуществляться различными способами, например, шлицевым соединением, коническим, фрикционным и т.д. Ступица и зубчатый венец каждого колеса установлены с возможностью относи- тельного разворота, для чего на валке установлена упорная шайба 5, прижатая болт ми 6 и ввинченная в резьбовое отверстие ступицы ведущего колеса. Эксцентриситет ступицы колеса равен эксцентриситету зуб чатого венца и в определенном положении суммарный эксцентриситет равен нулю. Для регулировки угла наклона реек пре дусмотрено винтовое устройство 7. В процессе работы устройства ведущие зубчатые колеса, взаимодействуя с наклон ными рейками, перемещаются вдоль заготовки, осуществляя ручьевыми валками ее деформацию. При развороте зубчатого венца 4 и ступицы 3 относительно друг друга болты 6 отпускаются, венец и ступица устанавливаются в требуемое положение, например, развс рачиваются относительно друг друга в противоположном направлении на некоторый угол относительно щейки валка, изменяется эксцентриситет венца в соответствии с заданным маршрутом прокатки и катающим радиус ом. Угол наклона реек изменяется в соответствии с изменением эксцентриситета винтовым устройством 7, Предложенное устройство позволяет без демонтажа его деталей, т.е. непосредственно на стане, осуществить его переналадку, расширить диапазон размеров труб, прокатываемых на стане без замены шестерен, максимально снизить величину осевых усилий и улучшить качество прокатываемых труб за счет приведения в соответствие естественного и принудительного катающих радиус ов. Кроме того, устройство снижает нагрузки в зубчатом зацеплении, что уменьшает износ и удлиняет межремонтный период, это позволяет повысить производительность станов и снизить эксплуатационные расходы. Формула изобретения Привод валков стана холодной прокатки труб, содержащий зубчатые рейки, наклонно установленные в параллельных вертикальных плоскостях и ведущие колеса каждое из которых составлено из размещенной на шейке валка ступицы с эксцентричной наружной поверхностью и зубчатого венда, о т- личающийся тем, что, с целью расширения сортамента труб, прокатываемых на одном комплекте шестерен, зубчатый венец выполнен эксцентричным относительно наружной поверхности ступицы, причем ступица и венец установлены с возможностью разворота. Источники информации, принятые во внимание при экспертизе: 1.Авторское свидетельство СССР № 175912, М.Кл. В 21 В 35/10, 1964. 2.Авторское свидетельство СССР № 376137, М.Кл. В 21 В 35/10, 1971 (прототип).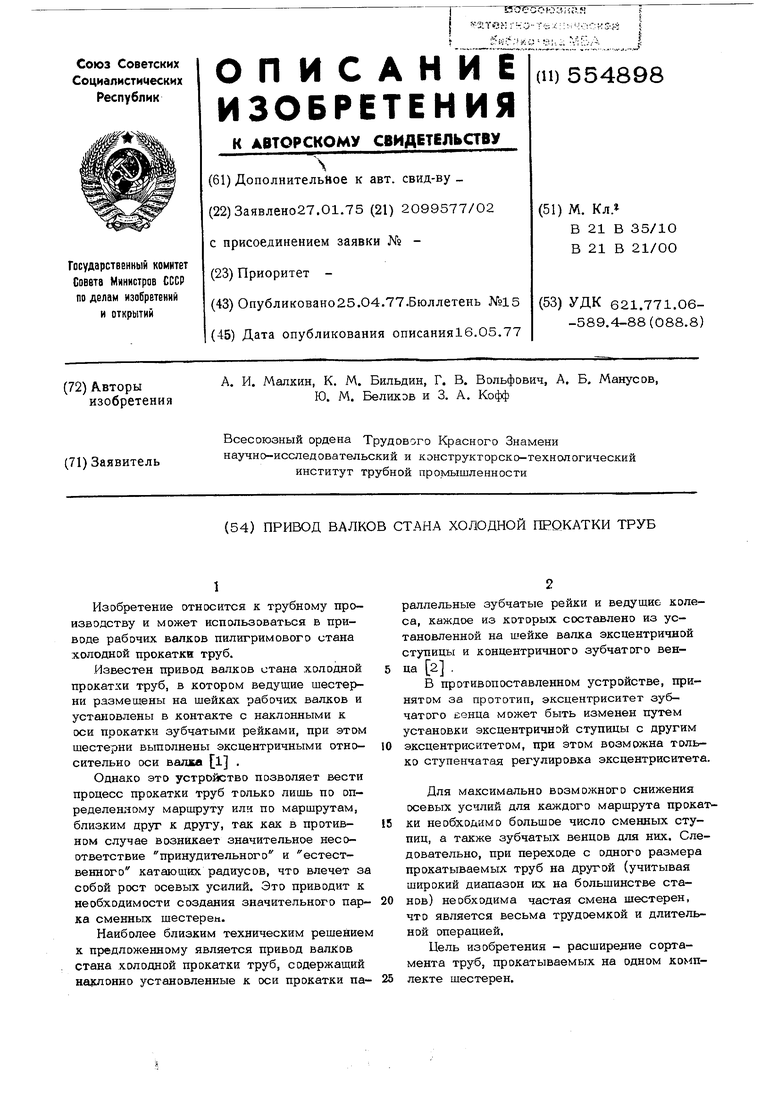
| название | год | авторы | номер документа |
|---|---|---|---|
| Привод валков стана холодной прокатки труб | 1978 |
|
SU759159A1 |
| ПРИВОД ВАЛКОВ ПИЛИГРИМОВОГО СТАНА ХОЛОДНОЙ | 1973 |
|
SU376137A1 |
| Рабочая клеть стана холодной прокатки труб | 1977 |
|
SU768494A1 |
| Рабочая клеть стана холодной прокатки труб | 1979 |
|
SU774627A1 |
| ЖЙТПО- |ftтг/П1чшай '"БИБЛМТСНА | 1970 |
|
SU281383A1 |
| ПРИВОД ВАЛКОВ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1972 |
|
SU423534A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ КОРЖОВА Н.Н. | 1992 |
|
RU2061564C1 |
| Стан холодной прокатки труб переменного сечения | 1987 |
|
SU1496849A1 |
| Привод для перемещения и поворота валков стана холодной прокатки труб | 1977 |
|
SU670351A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ТРУБ И СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2241557C1 |