1
Изобретение относится к трубопрокатному производству, в частности к приводам рабочих валков пилигримового стана холодной прокатки труб.
Известен привод валков пилигримового стана холодной прокатки труб, включающий установленные на шейках валков ведомые шестерни, эксцентричные ведущие шестерни и взаимодействующие с ними рейки.
Однако в таком приводе ири прокатке труб, выходящих за пределы сортамента, которому соответствует размер ведущей шестерни, возникает значительное осевое усилие, препятствующее нормальному течению процесса, для снижения которого необходимо заменить ведущую шестерню. Замена же ведущей шестерни, насаженной на валок прессовой посадкой, ведет к значительным простоям стана.
Целью изобретения является сокращение времени перевалки при переходе на другой сортамент.
Для этого каждая ведущая шестерня предлагаемого привода выполнена сборной из кольцевого зубчатого венца, свободно установленного на эксцентричной относительно оси валка ступице, закрепленной па шейке вадка.
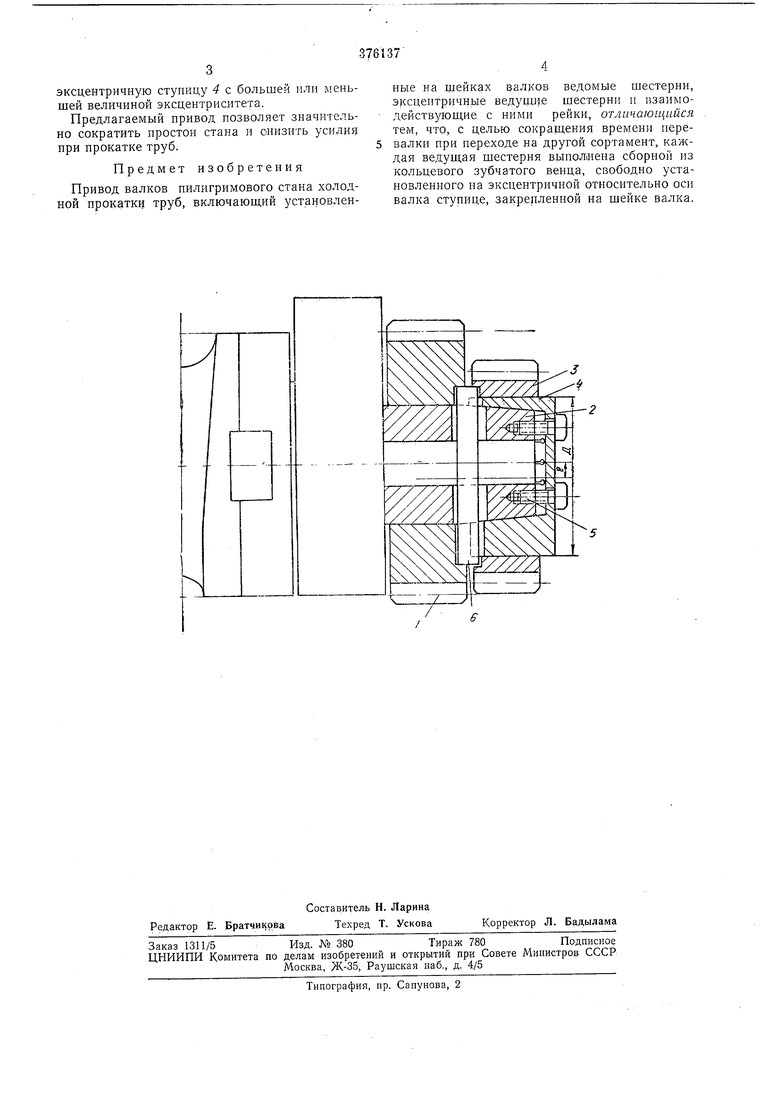
На чертеже изображен описываемый привод валков в разре.
Привод валков пилигримового стана холодной прокатки труб включает ведомые шестерни 1, установленные на шейках валков 2, эксцентричные ведущие шестерни, взаимодействующие с рейками (на чертеже не показаны).
Каждая ведущая шестерня выполнена сборной и состоит из кольцевого зубчатого венца 3, свободно установленного на эксцентричной относительно оси валка 2 ступице 4 цангового типа, фиксируемой болтами 5. Между кольцевым зубчатым венцом 5 и ведомой шестерней / установлена шпонка 6. Посадочное место валка 2 выполнено конусным и соответствует конусности внутреннего отверстия ступицы 4. Внутреннее коническое отверстие ступицы 4
выполнено с эксцентриситетом е относительно оси валка 2.
В процессе работы ведущая шестерня, кольцевой зубчатый венец 3 которой имеет посадочную поверхность в виде цилиндрического
отверстия диаметром Д, фиксируется в осевом и радиальном направлениях эксцентричной ступицей 4, а в тангенциальном-шпонкой 6. Благодаря эксцентриситету ступицы 4, катающий радиус изменяется по длине хода
клети.
Ведущая шестерня заменяется непосредственно в стане после извлечения эксцентричной ступицы 4. В ряде случаев для снижения осевого усилия достаточно, не снимая кольцевого зубчатого венца 3, заменить установленную
эксцентричную ступицу 4 с большей или меньшей величиной эксцентриситета.
Предлагаемый привод позволяет значительно сократить простои стана и снизить усилия при прокатке труб.
Предмет изобретения
Привод валков пилигримового стана холодной прокатки труб, включающий установленные на щейках валков ведомые шестерни, эксцентричные ведущие шестерни и взаимодействующие с ними рейки, отличающийся тем, что, с целью сокращения времени перевалки при переходе на другой сортамент, каждая ведущая шестерня вынолиена сборной из кольцевого зубчатого венца, свободно установленного на эксцентричной относительно оси валка ступице, закрепленной на шейке валка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Привод валков стана холодной прокатки труб | 1978 |
|
SU759159A1 |
| Привод валков стана холодной прокатки труб | 1975 |
|
SU554898A1 |
| Валок для пильгерной прокатки труб | 1974 |
|
SU505454A1 |
| Рабочая клеть стана холодной прокатки труб | 1977 |
|
SU768494A1 |
| Привод стана холодной прокатки труб | 1989 |
|
SU1708456A1 |
| Устройство для перемещения оправочного стержня | 1980 |
|
SU863028A1 |
| ПРИВОД ВАЛКОВ ПИЛИГРИМОВОГО СТАНА | 1971 |
|
SU317442A1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2014 |
|
RU2578883C1 |
| ПРОКАТНЫЙ СТАН | 1973 |
|
SU407596A1 |
| Валок для пилигримовой прокаткиТРуб | 1979 |
|
SU820937A1 |
