Изобретение относится к трубопро катному оборудованию и касается усовершенствования рабочей клети ст на холодной прокатки труб. Известна рабочая клеть стана холодной прокатки труб, снабженная парой валков р полудисковыми калибрами, профилированными ручьем переменного сечения, приводимые во вра-. щение зубчато-реечным приводом I. Недостатком такой конструкции является невозможность получения больших обжатий по диаметру заготовки из-за значительных осевых усилий действующих на трубу в процессе прокатки и обусловленных постоянным рад усом шестерни привода рабочих валков Уменьшение осевого усилия может быть достигнуто путем использования некруглых зубчатых колее. Нап1римвр, эксцентричной установкой ведущих шес терен полукалибра или выполнением зубчатого венца ведущей шестерни винтового калибра в виде коническоЯ спирали ЗД. Однако некруглые зубчатые шестерни сложнее изготовить, чем обычные круглые. Кроме того, зависимость работоспособности таких шестерен от неточности изготовления и сборки сильнее, чем у обычных круглых. Общим недостатком известных устройств является малая- длина хода клети и, как следствие, низкая производительность процесса прокатки. Известна рабочая клеть стана холодной прокатки труб, принятая за прототип и содержащая станину с направлякяцими, установленную на них кассету, ее привод перемещения, рабочие валки, установленные симметрично относительно оси прокатки и имеющие на цилиндрических бочках ручьи, выполненные по винтовой линии, опорные валки с осями, параллельными осям рабочих валков и расположенными с ними в одной плоскости, рельсы под опорные валки и зубчато-реечный привод валков Эта конструкция позволяет увеличить производительность станов холодной прокатки труб вследствие большой длины ее хода при малом весе подвижных частей, а следовательно, меньшем времени цикла. Однако известная конструкция не может использовать всех Ьреимуществ большой длины хода клеги из-за появления недопустимых осевых усилий, возникающих при больших обжатиях заготовки по диаметру. Малы обжатия трубы за один передел на станах холодной прокатки труб неизбежно влекут за собой повышение цикличност производства,использование дополнительных станов, обжиговых печей и производственных площадей, что в конечном счете повышает себестоимость готовой продукции; Причиной появления осевых усилий является несоответствие катающего диаметра и диаметра делительной окружности приводной шестерни.
Целью изобретения является снижение осевых сил, действующих на заготовку.
Указанная цель достигается тем, что в рабочей клети стана холодной прокатки труб, содержащей станину с направляющими, установленную на них подвижную от привода кассету, сш«1метрично расположенные в ней относительно оси прокатки рабоче валки, имеющие цилиндрические бочки с ручьями, выполненными по винтовой линии, опорные валки, оси которых параллельны осям рабочих и расположены с ними в одной плоскости, стационарные рельсы под опорные валки и зубчато-реечный привод вращения валков, согласно изобретению, оси валков наклонены к оси прокатки и составляют между собой угол, равный удвоенному углу подъема винтовой линии ручья.
При таком расположении рабочих и опорных валков диаметры делительных окружностей приводных шестерен совпадают с диаметром катающего цилиндра который остается постоянным по всей длине хода клети. Следовательно, осевые усилия будут иметь минимальную величину.
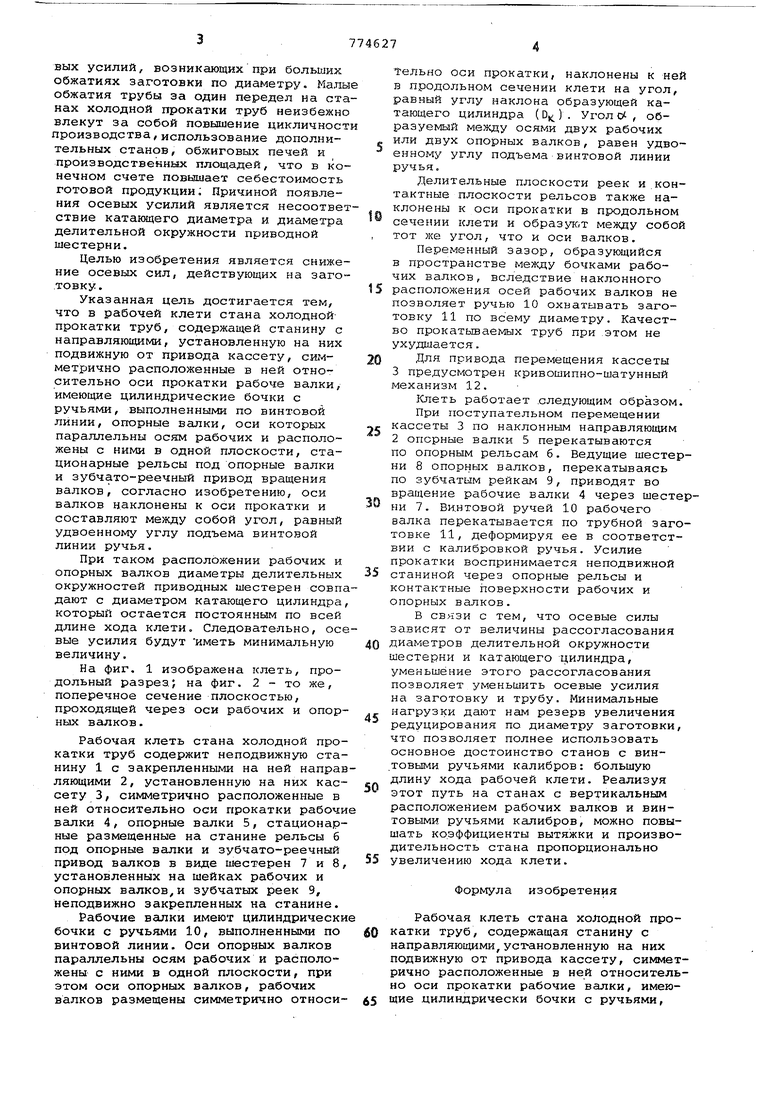
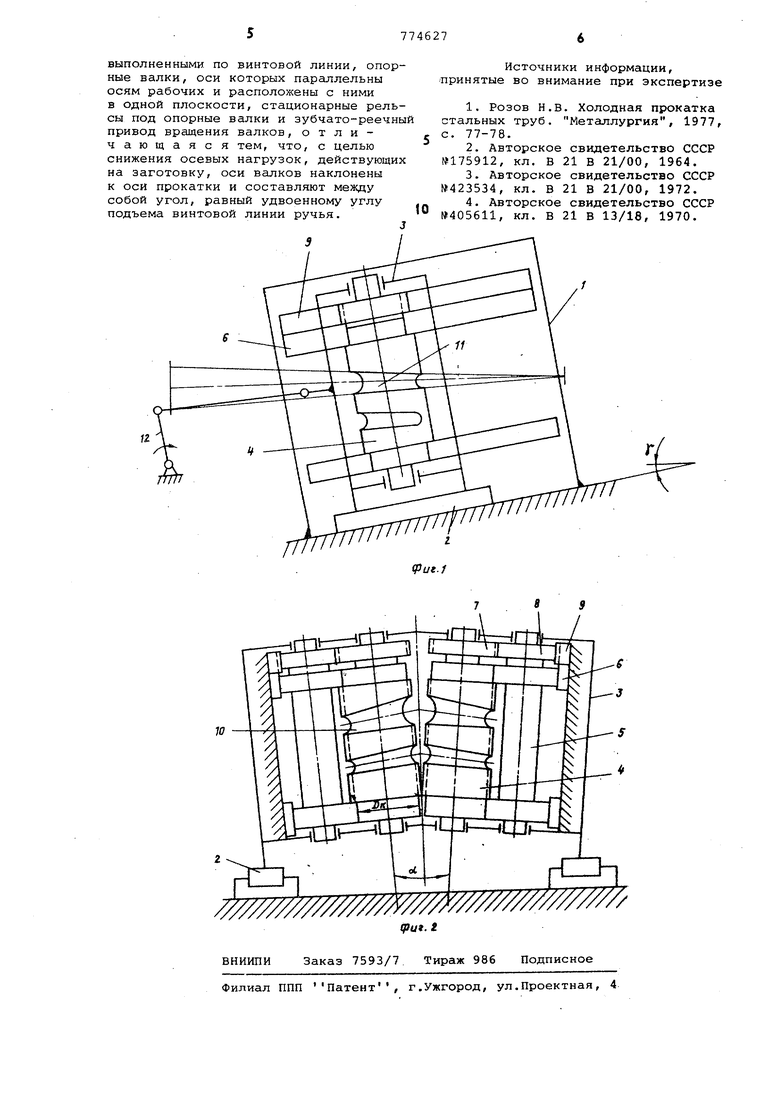
На фиг. 1 изображена клеть, продольный разрез; на фиг. 2 - то же, поперечное сечение плоскостью, проходящей через оси рабочих и опорных валков.
Рабочая клеть стана холодной прокатки труб содержит неподвижную станину 1 с закрепленными на ней направляющими 2, установленную на них кассету 3, симметрично расположенные в ней относительно оси прокатки рабочи валки 4, опорные валки 5, стационарные размещенные на станине рельсы б под опорные валки и зубчато-реечный привод валков в виде шестерен 7 и 8 установленных на шейках рабочих и опорных валков,и зубчатых реек 9, неподвижно закрепленных на станине.
Рабочие валки имеют цилиндрически бочки с ручьями 10, выполненными по винтовой линии. Оси опорных валков параллельны осям рабочих и расположены с ними в одной плоскости, при этом оси опорных валков, рабочих валков размещены симметрично относиТельно оси прокатки, наклонены к не в продольном сечении клети на угол, равный углу наклона образующей катающего цилиндра ( D ) . Угол о , образуемый между осями двух рабочих или двух опорных валков, равен удвоенному углу подъема винтовой линии руч ь я.
Делительные плоскости реек и .контактные плоскости рельсов также наклонены к оси прокатки в продольном сечении клети и образук.т между собо тот же угол, что и оси валков.
Переменный зазор, образукщийся 3 пространстве между бочками рабочих валков, вследствие наклонного расположения осей рабочих валков не позволяет ручью 10 охватывать заготовку 11 по всему диаметру. Качество прокатываемых труб при .этом не ухудшается.
Для привода перемещения кассеты 3 предусмотрен кривошипно-шатунный механизм 12.
Клеть работает следующим образом
При поступательном перемещении кассеты 3 по наклонным направляющим 2 оперные валки 5 перекатываются по опорным рельсам 6. Ведущие шестени 8 опорных валков, перекатываясь по зубчатым рейкам 9, приводят во вращение рабочие валки 4 через шестни 7. Винтовой ручей 10 рабочего валка перекатывается по трубной загтовке 11, деформируя ее в соответствии с калибровкой ручья. Усилие прокатки воспринимается неподвижной станиной через опорные рельсы и контактные поверхности рабочих и опорных валков.
В связи с тем, что осевые силы зависят от величины рассогласования диаметров делительной окружности шестерни и катающего цилиндра, уменьшение этого рассогласования позволяет уменьшить осевые усилия на заготовку и трубу. Минимальные нагрузки дают нам резерв увеличения редуцирования по диаметру заготовки что позволяет полнее использовать основное достоинство станов с винтовыми ручьями калибров: большую длину хода рабочей клети. Реализуя этот путь на станах с вертикальным расположением рабочих валков и винтовыми ручьями калибров, можно повышать коэффициенты вытяжки и производительность стана пропорционально увеличению хода клети.
Формула изобретения
Рабочая клеть стана холодной прокатки труб, содержащая станину с направляющими, уст-ановленную на них подвижную от привода кассету, симмерично расположенные в ней относително оси прокатки рабочие валки, имеющие цилиндрически бочки с ручьями.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2397033C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ПЕРИОДИЧЕСКОЙ ПРОКАТКИ | 1973 |
|
SU405611A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2384376C1 |
| Рабочая клеть стана холодной прокатки труб | 1977 |
|
SU682292A1 |
| Рабочий валок для холодной прокатки труб | 1976 |
|
SU715155A1 |
| Трехвалковая клеть стана холодной прокатки труб | 2018 |
|
RU2694440C1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2414975C1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ. | 2013 |
|
RU2532214C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1997 |
|
RU2141388C1 |
| Рабочая клеть стана холодной прокатки труб | 1977 |
|
SU727244A1 |
