(54) ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ЛИСТОВОГО
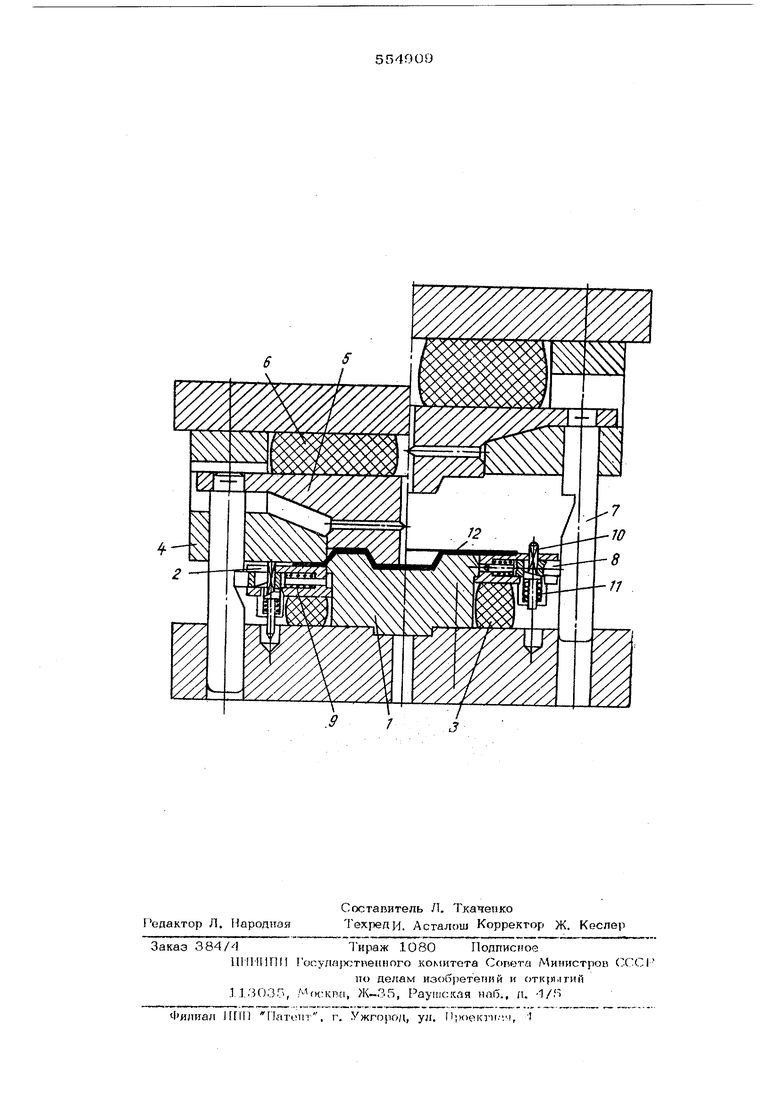
МАТЕРИАЛА оси симметрии : и в конце вытяжки ( с левой сторотд от оси симметрии), обишй Штамп содержит закрепленные не нижне плите пуансон 1 н прижим 2, установленны не амортизаторе 3, закрепленные на верхней плите матрицу 4 и выталкиватель 5, расположенный на амортизаторе 6; и узел связи прижима и вы галкивателя, содержа ший колонки 7, закрепленные в выталкивателе 5 и направляемые с помошыо отверстий в нижней плите; упоры 8, установлен иыв в горизонтальных отверстиях прижима 2 на пружинах 9, и фиксаторы 10, установ ленные в поперечных пазах упоров 8 на пружинах i 1. Колонки 7 в их средних частях снабжены впадинами с наклонными и горизонтальными участками. Штамп работает следуюишм образом. При ходе ползуна пресса вниз выталкиватель 5 прижимает среднюю уже отформованную часть заготовки 12 к пуансону 1; , а матрица 4 производит а 1тяжку детали по пуансону. Одновременно матрица 4, нажимая на фиксаторы Ю, освобождает упоры 8, которые к концу вытяжки западают во вйадины на1 колонке 7 и тем самым фи сирукг положение прижима 2. При ходе по/ зуна пресса вверх матрица 4, поднимаясь. оставляет деталь закрепленной между пуан
соном 1 и выталкивателем 5.
Съем детали с пуансона 1 прижимом 2 начнется только после тпго, как колонки 7 начнут перемешаться вверх вместе с выталкивателем 5, освобождая упоры 8. При выходе I упоров из штадины колонок фиксаторы 1О получат возможность вернуться в исходное состояние и тем самым закрепить упоры.
Готовая деталь снимается и цикл повто ряе1ч:я.
Наготовленные на предлагаемом mTaN«ie детали сложной формы не требуют дополни-
ней плите отверстго, а по средней части колонки выполнена впадина, с которой взаимодействует соответствующий упор.
Источники информации, принятые во внимание при экспертизе:
1.Нефедов А. П. Конструированне и изготовление штампов, М., 1973 г. стр. 79-8О,, рис. 59, 60.
2.Скворцов Г. Д. Основы конструирования штампов для холодной листовой штамповки М., 1972 г., стр. 296, фиг. 268 (прототип). тельной опе1:)аииИ.кааибровки, которой подвергаются дета;ш, изготавливаемые на вестных штампах, что позволит повысить производительность труда до 30%, Формула изобретения Штамп для изготовления деталей из листового материала, содержащий пуансон с прижимом, закреп лен m-ie на нижней плите штампа, матрицу с вьткалкивателем, закрепленные на верхней плите штампа, и узел связи прржнма и выталкивателя, отличающийся тем, что, с целью обеспечения возможности качественного изготовления вытяжкой с глубоким рельефом дна деталей за счет согласования движения выталкивателя и прижима, узел связи прижима и выталкивателя выполнен в виде по меньшей мере двух упоров, размещенных с возможностью перемещения в горизонталь ной плоскости в дополнительно выполненных в прижиме горизонтальных пазах и снабженных фиксаторами, расположенттымя в сквозных поперечных отверстиях упоров и подпружиненными относительно прижима, и двух колонок, один конец каждой из которых закреплен в выталкивателе другой размещен в дополнительно выполтшнном в ниж
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вытяжки цилиндрических оболочек из листовых металлов с плоскостной анизотропией механических свойств | 2018 |
|
RU2691016C1 |
| Штамп для вытяжки | 1989 |
|
SU1773532A1 |
| Штамп для листовой штамповки | 1976 |
|
SU586951A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Устройство для вытяжки цилиндрических оболочек из листовых металлов с плоскостной анизотропией механических свойств | 2019 |
|
RU2727404C1 |
| СПОСОБ ВЫТЯЖКИ И ШТАМП ДЛЯ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ (ВАРИАНТЫ) | 2009 |
|
RU2423199C2 |
| Штамп для вытяжки листового материала | 1982 |
|
SU1082521A1 |
| УНИВЕРСАЛЬНЫЙ КОМБИНИРОВАННЫЙ ШТАМП ДЛЯ ВЫРУБКИ ЗАГОТОВКИ И ВЫТЯЖКИ ИЗДЕЛИЙ | 2009 |
|
RU2436648C2 |
| Штамп для двухпереходной вытяжки | 1982 |
|
SU1031574A2 |
| СПОСОБ ВЫТЯЖКИ И ШТАМП ДЛЯ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 2008 |
|
RU2401173C2 |