Изобретение откосится к питейному производсгву., в частности к оборудованию для получения безопочных форм, собираемых Б горизонтальную стопку. Известна машинга с выдачей двухсторо иих безопочных форм нз песчано-глинис- той смеси., в которые перед сборкой в горизонтальную стопку вкладывают склеенные оболочковые формы Ij. Недостатком известной машиж. являет ся то, что песчаносмопяные оболочки изготавливают на отдельном агрегате, не входящим в состав линии безопочной формовки. Такое устройство не позволяет из- готавливать двухспойные формы, поскольку отдельно изготовленные тонкослойные оболочки коробятся и разрушаются при транспортировке и установке в находящиес на заливочном транспортере песчано-глинистые формы. Известна также машина для изготовпе ния безопочных форм на линии горизонтально-стопочной формовки, содержащая прессовые камеры, закрепленные на верти кальрю-заг-лх кутом конвейере, два поршневых привода, на штоках которых смонтировакь модельные плиты, и устройство для пода-хи смеси в прессовые камеры 2}. Иозесаная машина также не позволяет И31от«алят двухслойные безопочные форм. Цель изобретения - обеспечить возможность изготовления на машине двухслойных безопочных форм. Это достигается тем, что предлагаемая машина снабжена выполненными с возможностью вертикального перемещения двумя пескодувными устройствами, размещенными с двух сторон относительно устройства для подачи смеси, и установленными с возможностью вертикального перемещения двумя контурными плитами, каждая по соответствующим пескодувным устройством и соосно с ним, a каждая подмодельная плита смонтирована на штоке помощи шарнира, ось которого перпендикулярна в горизонтальной плоскости направлению перемещения штока и снабжена приводом для ее вращения относительно упомянутой оси.
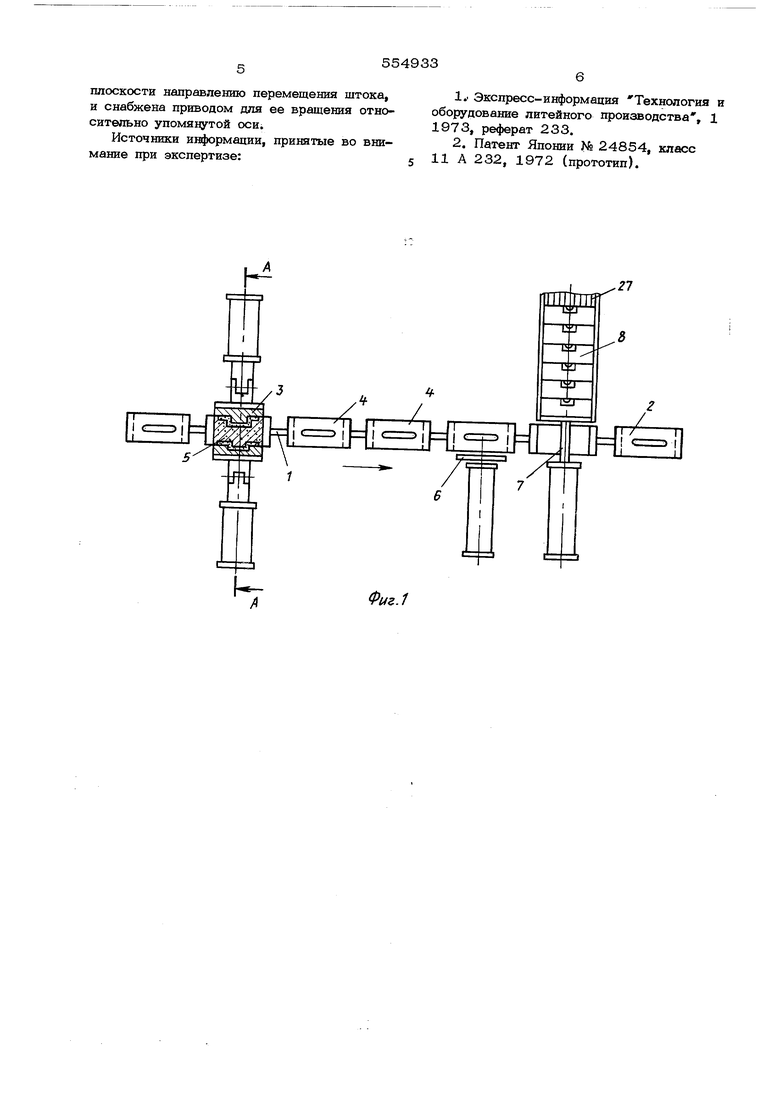
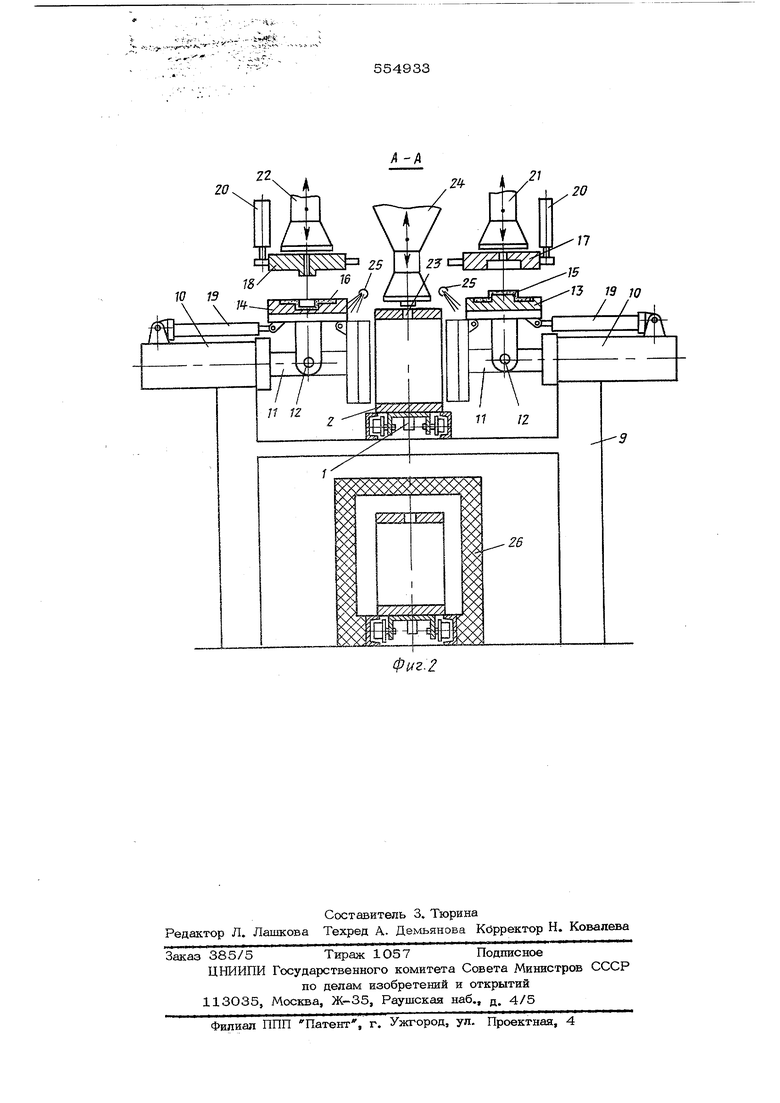
На фиг. 1 изображена линия безопочной формовки, вид в плане; на фиг, 2 - разрез А-А на фиг. 1
На вертикально-замкнутом конвейере 1 (см. фиг. 1) установлен ряд нрессовых камер 2. Нанравление движения верхней ветви конвейера 1 указано стрелкой. В начале конвейера расположена машина 3 для изготовления безоопочных форм. Рядом с машиной в направлении движения конвейера 1 предусмотрены позиции 4 для простановки стержней (на чертежах не показаны) и контроля качества форм 5. Для сбрасывания с конвейера 1 бракованных форм установлен толкатель б. Толкатель 7 выталкивает готовые формы 5 из формовочных камер и собирает их в стопку 8.
На станине 9 установлены поршневые приводы 10,на штоках 11 которых при помош.и шарниров 12 закреплены модельные плиты 13 и 14 с отвержденными на них оболочками 15 и 16. Над модельными плитами 13 и 14 установлены контурные плиты 17 и 18 для получения нерабочего контура оболочек 15 и 16. Для поворота модельных плит имеются поршневые приводы 19, а для их прижима-поршневые приводы 2О.
Над контурными плитами расположены пескодувные устройства 21 и 22. Над прессовой камерой 2 с окном 23 расположено устройство 24 для подачи дополнительной смеси. На пути перемеш.ения модельных плит 13 и 14 установлены устройства 25 для нанесения разделительного покрытия на модельные плиты и на нерабочие поверхности отвержденных оболочек 15 и 16 и у нижней ветви конвейера 1 - проходная печь 26 для нагрева прессовых камер 2, что обеспечивает за счет их тепла дополнительное упрочнение наполнителького слоя безопочных форм 5.
Машина работает след юшим образом. Модельные плиты 13 и 14 приводятся поршневыми приводами 19 в горизонтальное положение. В этом положении на модел ные и контурные плиты наносится раздельное покрытие. Затем поршневые приводы 20 опускают на модельные плиты 13 и 14 контурные плиты 17 и 18, подводятся пескодувные устройства 2i и 22 и смесь вдувается в полости межщ модельными и контурными плитами. После вдува смеси пескодувные устройства 21 и 22 возврашаются в крайнее верхнее положение, а полученные оболочки 15 и 16 отверждаются меисду наг реваемыми модельными и контурными плитами. После этого контурные плиты 17 и 18 поднимаются в крайнее верхнее положение поршневыми приводами 2О, а оболочки 15 и 16 остаются на модельных плитах 13 и
14. Далее поршневые приводы 19 приводят модельные плиты 13 и 14 в вертикальное положение. При повороте модельных плит на нерабочую поверхность оболочек 15 и 16 наносят с помощью устройств 25 клей. Затем поршневые приводы 10 вводят моделные плиты 13 и 14 на некоторую глубину в прессовую камеру 2 для получения замкнутого объема. На прессовую камеру 2 опускают устройство 24 и через окно 23 полость прессовой камеры 2 заполняется наполнительной смесью, после чего устройство 24 перемешается в крайнее верхнее положение и приводятся в действие поршневые приводы 10, которые уплотншот наполнительную смесь модельными плитами 13 и 14 с отвержденными на них оболочками 15 и 16. По окончании прессования приводят в действие толкатели (на чертежах не показаны) модельных плит, которые удерживают оболочки 15 и 16 в форме 5 и, одновременно модельные плиты 13 и 14 перемешаются в исходное положение.
Изготовленная форма вместе с прессовой камерой 2 перемещается конвейером 1 на позиции 4 простановки стержней. Обнаруженные бракованные формы 5 удаляются с конвейера толкателем 6. Годные формы 5 толкателем 7 собирают в стопку 8 на заливочном транспорте 27, Освобожденная от кома смеси прессовая камера 2 поступает на нижнюю ветвь конвейера 1 для подогрева в проходной печи 26 и цикл повторяется.
Формула изобретения
Машина для изготовления безопочных форм на линии горизонтально-стопочной формовки, содержащая прессовые камеры, закрепленные на вертикально-замкнутом конвейере, два поршневых привода, на штоках которых смонтированы модельные штаты, и устройство для подачи смеси в прессовые камеры, отличающаяся тем, что, с целью изготовления двухслойных безопочных форм, она снабжена выполненными с возможностью вертикального перемещения двумя пескодувными устройствами, размещенными с двух сторон относительно устройства для подачи смеси, и установленными с возможностью вертикального перемещения двумя контурными плитами, каждая из которых расположена под соответствующим пескодувным устройством и соосно с ним, а каждая подмодельная плита смонтирована на штоке при помощи шарнира, ось которого перпевдикутшрна в горизонтальной
плоскости направлению перемещения штока, и снабжена приводом для ее вращения относительно упомянутой OCHi
Источники информации, принятые во внимание при экспертизе:
. Экспресс-информация Технология и оборудование литейного производства , 1 1973, реферат 233.
2. Патент Японии Ns 24854, класс 11 А 232, 1972 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для горизонтально-стопочной безопочной формовки | 1978 |
|
SU738749A1 |
| Установка для изготовления безопочных литейных форм | 1983 |
|
SU1109240A1 |
| Способ безопочной формовки и сборки | 1981 |
|
SU1061911A1 |
| Установка для изготовления парных безопочных форм | 1980 |
|
SU876266A1 |
| Автомат безопочной формовки | 1985 |
|
SU1242297A1 |
| Машина для изготовления безопочных литейных форм | 1982 |
|
SU1060297A1 |
| Формовочная машина | 1986 |
|
SU1407658A1 |
| Автомат безопочной стопочной формовки | 1980 |
|
SU944749A1 |
| Машина для изготовления двухслойныхбЕзОпОчНыХ фОРМ | 1978 |
|
SU839658A1 |
| Установка для горизонтально-стопочной безопочной формовки | 1975 |
|
SU561606A1 |
Фиг.1
554933
Фиг:2
