(54) МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ БЕЗСШОЧНЫХ
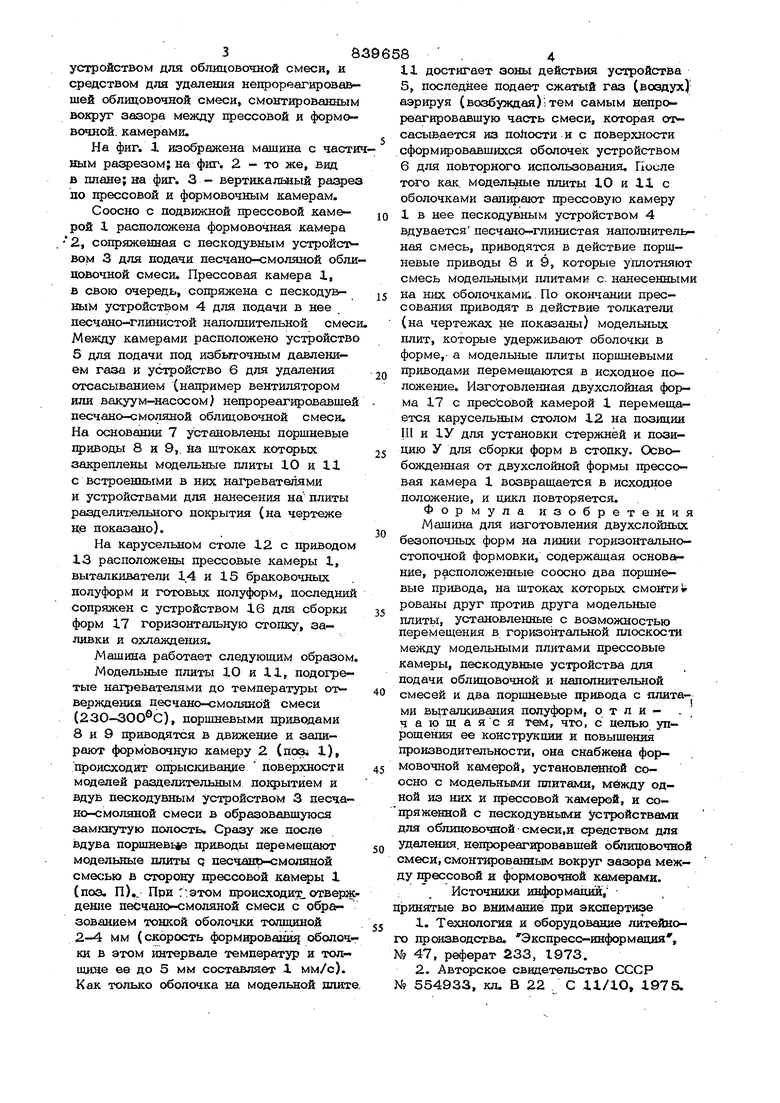
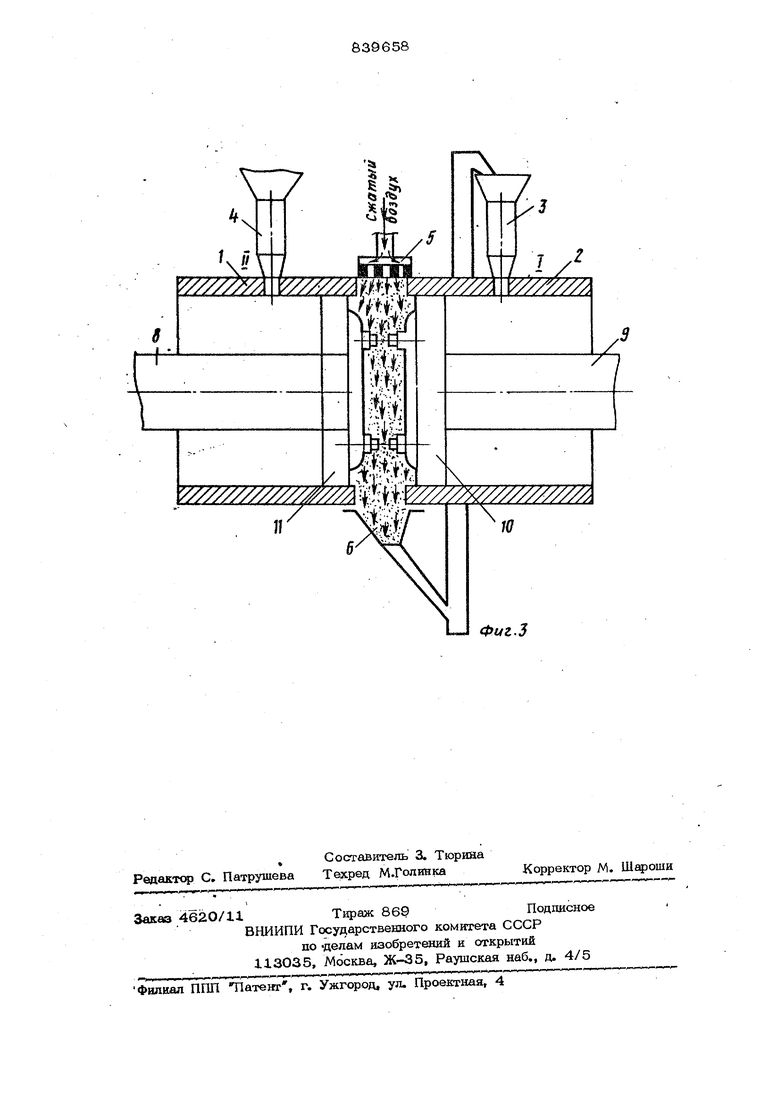
ФОРМ устройством для облицовочной смеси, и средством для удаления непрореагировав шей облицовочной смеси, смонтированны вокруг ааэора между прессовой и формовочной, камерами. На фиг. А изображена машина с част ным разрезом; на фиг, 2 - то же, вид в плане; на фиг. 3 - вертикальный рагзре по прессовой и формовочным камерам. Соосно с подвижной прессовой камерой 1 расположена формовочная камера 2, сопряженная с пескодувным устройст вом 3 для подачи песчано-смол5шой обл цовочной смеси. Прессовая камера 1, в свою очередь, сопряжена с пескодувным устройством 4 для подачи в нее п«;чано-глинистой наполнительной смес Между камерами расположено устройств 5 для подачи под избыточным давлением газа и устройство 6 для удаления отсасыванием (например вентилятором или вакуум-насосом} непрореагировавше песчано-смоляной облицовочной смеси. На основании 7 установлены поршневые хфиводы 8 и 9,. йа штоках которых закреплень модельные плиты 10 и li с встроенными в них нагревателями и устройствами для нанесения на плиты разделительного покрытия (на чертеже Hg показано). На карусельном столе 12 с приводом 13 расположены прессовые камеры 1, выталкиватели 14 и 15 браковочных полуформ и готовых полуформ, последни сопряжен с устройством 16 для сборки форм 17 горизонтальную стопку, заливки и охлаждения. Машина работает следующим образом Модельные плиты 1О и 11, подогретые нагревателями до температуры oi верждения песчано-смоляной смеси (23О-ЗОО®С), поршневыми приводами 8 и 9 Щ)иводятся в движение и запирают формовочную камеру 2 (noSi 1), происходит опрыскивание поверхности моделей разделительным покрытием и вдув пескодувным устройством 3 песчано-смоляной смеси в образовавшуюся замкнутую полость. Сразу же после вдува поршнев : приводы перемещают модельные шшты q песчанр-смоляной смес;ью в сторону прессовой 1 (поз. П), При гэтом происходит, отверж дение песчано-смоляной смеси с образованием тонкой оболочки толщиной 2-4 мм (скорость формщюванид оболоч ки в этом интервале температур и толщине ее до 5 мм составляет 1 мм/с). Как только оболочка на модельной шшт IIдостигает зоны действия устройства 5, последнее подает сжатый газ (воздух) аэрируя (возбуждая);тем самым непрореагировавшую часть смеси, которая отсасывается из погости и с поверхности сформировавшихся оболочек устройством 6 для повторного использования. После того как. модельные шшты 10 и 11 с оболочками запирают прессовую камеру 1 в нее пескодувным устройством 4 вдувается песчано-глинистая наполнительная смесь, приводятся в действие поршневые приводы 8 и 9, которые уплотняют смесь модельныци плитами с. нанесенными на них оболочками; По окончании прессования приводят в действие толкатели (на чертежах не показаны) модельных плит, которые удерживают оболочки в форме,- а модельные плиты поршневыми приводами перемещаются в исходное положение. Изготовленная двухслойная форма 17 с прессовой камерой 1 перемещается карусельным столом 12 на позиции IIIи 1У для установки стержней и позицию У для сборки форм в стопку. Освобожденная от двухслойной формы прессовая камера 1 возвращается в исходное положение, и цикл повторяется. Формула изобретения Машина для изготовления двухслойных безопочных форм на линии горизонтальностопочной формовки, содержащая основание, расположенные соосно два поршневые привода, на штоках которых смонти)г рованы друг ггротив друга модельные плиты, установленные с возможностью перемещения в горизонтальной плоскости между модельными плитами прессовые камеры, пескодувные устройства для подачи облицовочной и наполнительной смесей и два поршневые привода с плитами выталкивания полуформ, отличающаяся тем, что, с целью упрощения ее конструкции и повышения производительности, она снабжена формовочной камерой, установленной соосно с модельными плитами, мбжду одной из них и прессовой тсамерой, и сопряженной с пескодувными устройствами для облицовочной смеси.н средством для удаления, непрореагнровавшей облицовочной смеси, смонтированным вокруг зазора между прессовой и формовочной камчами. Источники информации, ринятые во внимание при экспертизе 1.Технология и оборудование литейноо производства. Экспресс-информация, 47, реферат 233, 1973. 2.Авторское свидетельство СССР 9 554933, кл. В 22 С 11/1О 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления двухслойных литейных форм и устройство для его реализации | 1979 |
|
SU910315A1 |
| Машина для изготовления безопочных форм | 1975 |
|
SU554933A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ЛИТЕЙНЫХФОРМ | 1976 |
|
SU825268A1 |
| Установка для горизонтально-стопочной безопочной формовки | 1978 |
|
SU738749A1 |
| Установка для изготовления парных безопочных форм | 1980 |
|
SU876266A1 |
| Формовочный автомат | 1989 |
|
SU1676744A1 |
| Формовочный автомат для безопочной горизонтально-стопочной формовки | 1987 |
|
SU1423260A1 |
| Пескодувно-прессовая формовочная машинадля изгОТОВлЕНия лиТЕйНыХ фОРМ | 1979 |
|
SU831356A1 |
| Устройство для безопочной формовки | 1977 |
|
SU682318A1 |
| Формовочная машина | 1986 |
|
SU1407658A1 |
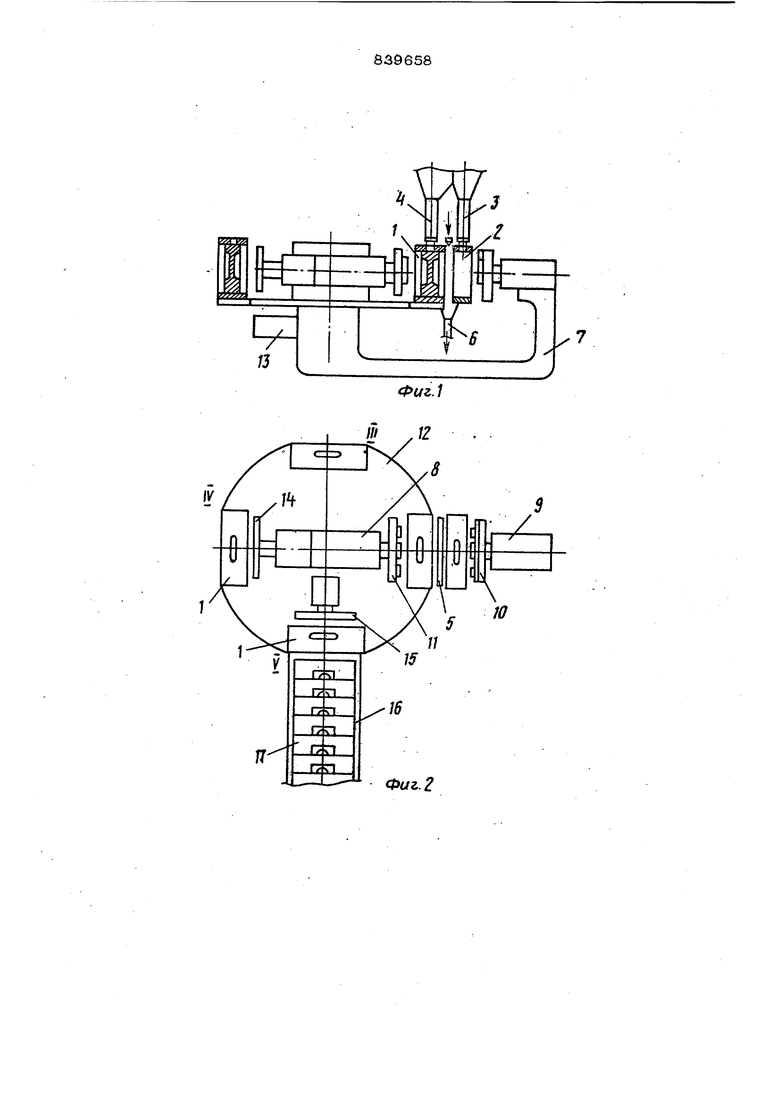
III . 12
Фиг. 2
Фиг.З
