1
Изобретение относится к производству торцовых сердечников с пазами, выполняемых из ленточной ферромагнитной стали, между слоями которой имеется изоляция. Такие сердечники применяются, в частност цля электрических машин торцового типа, например для якорей синхронных машин торцового типа или якорей и роторов асинхронных торцовых двигателей.
Известны способы изготовления торцового сердечника с пазами различной формы путем навивки сердечника из ленточной ферромагнитной стали и последующей прорезки пазов Cll.
Такие сердечники используются, в частности , для магнитопроводов в производстве электрических машин.
Особенностью предлагаемого способа является навивка ленты с промежуточным сыпучим наполнителем, который после прорезки пазов при использовании электрофизических и электрохимических методов обработки удаляют вместе с электролитом, после чего наносят межвитковую изоляи,ию.
Предлагаемый способ позволяет улучшит качество изготовления сердечника за счет удаления электролита из зоны обработки.
Торцовые тороидальные) сердечники с пазами изготовляют предлагаемым способом путем навивки ферромагнитной стальной ленты требуемого размера таким образом, чтобы между витками ленты равномерно разместился промежуточный сыпучий наполнитель, например тальк необходимой фракции. После закрепления концов ленты любым из известных способов прорезают пазы сердечника с помощью электрофизических и электрохимических методов обработки, Для этого используют электрод-инструмент, повторяющий форму пазов сердечника: для прямоугольных открытых пазовабразивный электропроводный круг, например круг КЭ, ЭХ, на связках, например М 5-5, имеющих высокую электропроводность и низкую эрозию при обработке.
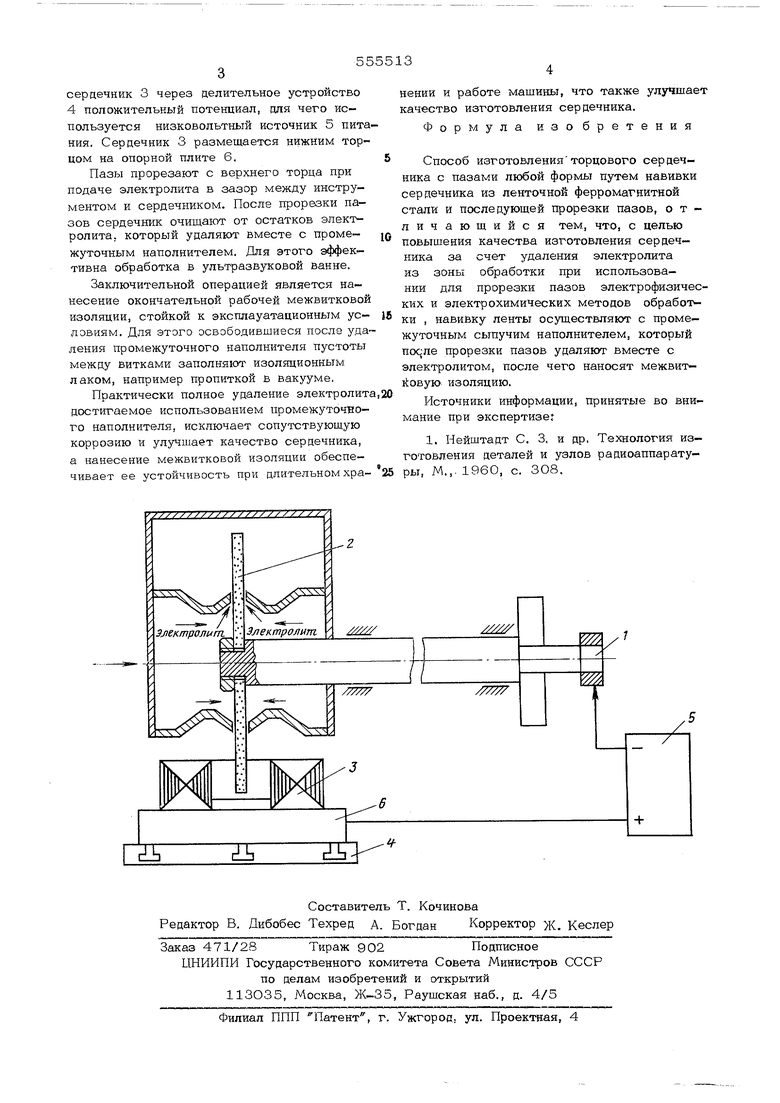
На чертеже изображено устройство для осуществления предлагаемого способа.
Через шпиндель 1 на абразивный круг 2 подается отрицательный потенциал, а на сердечник 3 через целительное устройство 4 положительный потенциал, для чего используется низковольтный источник 5 пит ния. Сердечник 3 размещается нижним торцом на опорной плите 6. Пазы прорезают с верхнего торца при подаче электролита в зазор между инструментом и сердечником. После прорезки пазов сердечник очищают от остатков электролита, который удаляют вместе с проме «суточным наполнителем. Для этого эффективна обработка в ультразвуковой ванне. Заключительной операцией является нанесение окончательной рабочей межвитковой изоляции, стойкой к эксплауатационным услэвиям. Для этого освободившиеся после уда ления промежуточного наполнителя пустоты межцу витками заполняют изоляционным лаком, например пропиткой в вакууме. Практически полное удаление электролит достигаемое использованием промежуточного наполнителя, исключает сопутствующую коррозию и улучшает качество сердечника, а нанесение межвитковой изоляции обеспечивает ее устойчивость при длительном хранении и работе машины, что также улучшает качество изготовления сердечника. Формула изобретения Способ изготовленияторцового сердечника с пазами любой формы путем навивки сердечника из ленточной ферромагнитной стали и последующей прорезки пазов, отличающийся тем, что, с целью повышения качества изготовления сердечника за счет удаления электролита из зоны обработки при использовании для прорезки пазов электрофизических и электрохимических методов обработ ки , навивку ленты осуществляют с промежуточным сыпучим наполнителем, который пос;ле прорезки пазов удаляют вместе с электролитом, после чего наносят межвитйовую изоляцию. Источники информации, принятые во внимание при экспертизе: 1. Нейштадт С. 3. и др, Технология изготовления деталей и узлов радиоаппарату- ры, М.,- 1960, с. 308.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТУШЕК С ТОРЦЕВЫМ ОХЛАЖДЕНИЕМ ДЛЯ ЭЛЕКТРОФИЗИЧЕСКИХ УСТАНОВОК | 1991 |
|
RU2037897C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ НЕПРОФИЛИРОВАННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2647413C2 |
| Способ резки сердечника ленточного магнитопровода | 2019 |
|
RU2711459C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОТЕХНИЧЕСКОЙ КАТУШКИ | 2013 |
|
RU2551136C1 |
| Способ изготовления многодорожечных магнитных головок | 1977 |
|
SU669391A1 |
| Способ нанесения жаропрочных изоляционных покрытий на ленточные магнитопроводы | 1959 |
|
SU123003A1 |
| СПОСОБ ОБРАБОТКИ ГРАФИТА И РЕАКТОР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2291837C2 |
| Способ изготовления магнитопровода электрической машины | 1984 |
|
SU1451812A1 |
| Способ изготовления прямоугольных ленточных магнитопроводов | 1978 |
|
SU752522A1 |
| Способ изготовления витых ленточных магнитопроводов | 1980 |
|
SU930403A1 |
