(54) СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ЛЕНТОЧНЫХ МАГНИТОПРОВОДОВ
1
Изобретение относится к технологии изготовления ленточных магнитопроводов, широко применяемых в электротехнических и радиотехнических устройствах.
Известен способ изготовления сердечников гибкой, заключающийся в том, что подготовленная лента рубится на отрезки разной длины с определенным шагом отсечки. Комплект таких пластин на полусердечник собирается в трапециевидный пакет, который является заготовкой для последующей гибки. Гибка пакета производится на прессе с помощью пуансона и матрицы, при этом пакет приобретает необходмую форму 1.
Недостатками этого способа является сложность технологии, низкая производительность и существенное ухудшение магнитных свойств материала вследствие холодной деформации ленты при штамповке и гибке.
Известен также способ изготовления сердечников, включающий навивку ленты на первоначальную оправку, снятие навитой кольцевой заготовки с первоначальной оправки, укладку ее во вторую оправку, придание кольцевой заготовке окончательной
формы во второй оправке, фиксацию полученного сердечника и отжига 2.
Этот способ позволяет производить равномерную навивку сердечников и отличается более высокой производительностью.
Однако магнитные свойства материала здесь существенно ухудшаются холодной деформацией и недостаточно восстанавливаются при отжиге сердечника в зафиксированном состоянии вместе с оправкой. Наиболее близким к предлагаемому является способ намотки стального магнитного сердечника, согласно которому ленту из кремнистой электрической стали наматывают на кольцевую оправку, затем снимают с оправки и вводят внутрь кольцевой заготовки два формующих элемента, имеющих
форму прямоугольных параллелепипедов, у которых с внешней стороны, обращенной к внутренней поверхности сердечника, выполнены округленные радиусы малой величины. Формующие элементы раздвигаются
20 изнутри. Затем с внешних сторон сердечник сжимают двумя формующими элементами, в результате чего сердечник приобретает прямоугольную форму. Радиус кривизны каждого внутреннего угла сердечника делается меньшим, чем радиус скругления аналогичных углов внутренней оправки для отжига. Затем удаляют внутренние формующие элементы, вставляют под давлением оправку для отжига и производят отжиг 3.
Однако при холодной формовке заготовки магнитные свойства сердечника ухудшаются и не полностью восстанавливаются при отжиге, что влияет на качество изготавливаемых магнитопроводов. Кроме того, установка под давлением оправки для отжига снижает производительность известного способа.
Цель изобретения - повышение производительности и качества изготавливаемых магнитопроБодов.
Поставленная цель достигается тем, что перед формовкой заготовку нагревают до 900-950°С.
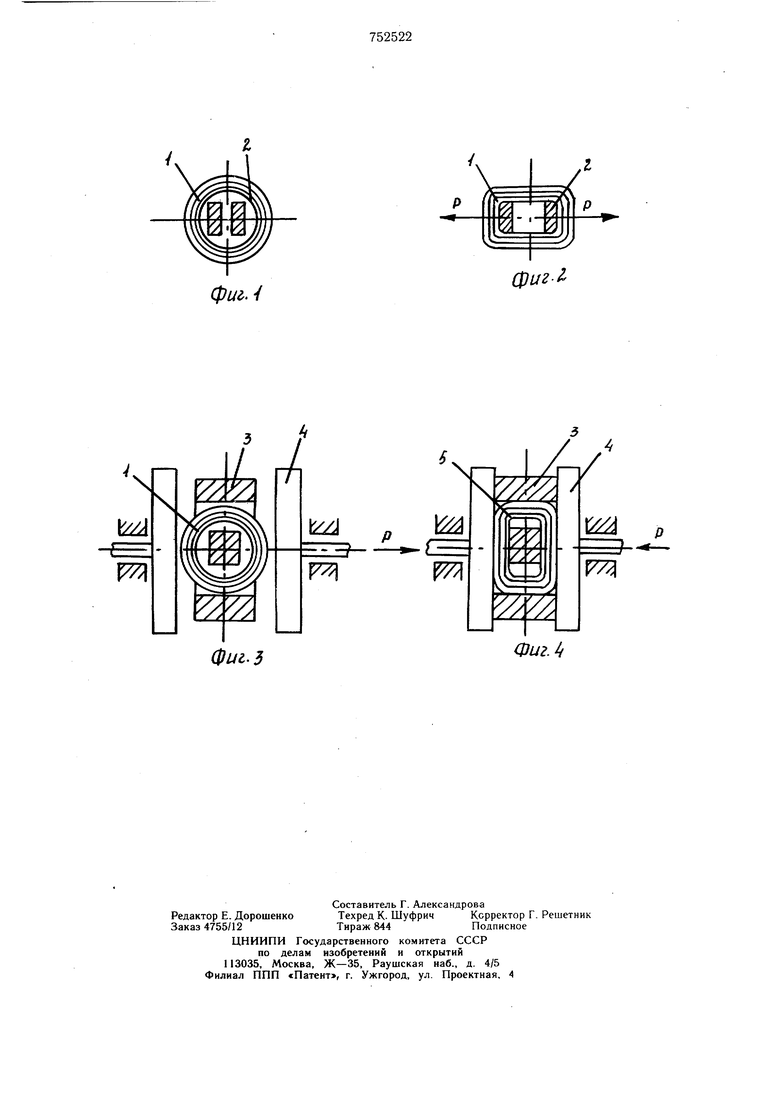
На фиг. 1 схематически изображена кольцевая заготовка в приспособлении для растяжения; на фиг. 2 - растяжение кольцевой заготовки; на фиг. 3 - кольцевая заготовка в приспособлении для сжатия; на фиг. 4 - сжатие кольцевой заготовки.
Ленту из электротехнической стали навивают на цилиндрическую оправку до получения заданного наружного диаметра кольцевой заготовки. Концы ленты на кольцевой заготовке закрепляют точечной контактной сваркой.
Далее снимают с оправки кольцевьге заготовки и поштучно помещают их в печь, разогретую до 900-950°С, и нагревают в течение 4-5 мин. Нагретые заготовки вынимают из печи и устанавливают в приспособление для изменения формы. Часть сердечников изготавливают путем растяжения кольцевых заготовок в различных тисках, другую часть - путем сжатия их на прессе.
При изготовлении сердечников путем растяжения нагретую кольцевую заготовку 1 (фиг. 1) укладывают на подвижные губки 2 разжимных тисков и усилием Р растягивают до получения прямоугольного сердечника (фиг. 2). При изготовлении сердечников путем сжатия нагретую кольцевую заготовку 1 (фиг. 3) надевают на внутренний стержень Ш-образной оправки 3, установленной на прессе с пуансонами 4. После приложения давления Р из кольцевой заготовки формуют
прямоугольный сердечник 5 (фиг. 4) с помощью ограничительных стенок оправки 3 и пуансонов 4.
Затем все полученные прямоугольные сердечники помещают в вакуумную печь
и отжигают без приспособления в одном садке при 880°С с выдержкой 2,5 ч. Охлаждение после отжига проводят со скоростью 50°С/ч до 600°С и далее вместе с печью. Технико-экономический эффект предлагаемого способа заключается в снижении
электромагнитных потерь в сердечниках, что приводит к уменьщению их габаритов, веса и к экономии материала. При одинаковых габаритах повышается качество сердечников.
Наряду с повыщением качества сердечНИКОВ использование предлагаемого способа приводит к существенному повышению производительности труда. Нагрев и растяжение (сжатие) кольцевых заготовок занимают 6-8 мин, поэтому производительность труда
в данном способе определяется в основном навивкой и отжигом.
Использование предлагаемого способа приводит также к упрощению технологической оснастки и увеличению срока ее службы, так как в этом способе она не подвергается
нагревам при высокой температуре.
Формула изобретения
Способ изготовления прямоугольных ленточных магнитопроводов, включающий намотку ленты на кольцевую оправку, фиксацию конца ленты, снятие с оправки, формовку кольцевой заготовки и отжиг, отличающийся тем, что, с целью повыщения производительности и качества изготавливаемых магнитопроводов, перед формовкой заготовку нагревают до 900-950°С.
Источники информации, принятые во внимание при экспертизе
1.Бальян Р. К. Трансформаторы для радиоэлектроники. Л., Судпромгиз, 1971, с. 88-103.
2.Патент США № 2.288,855, кл. 29-605, 1940.
3. Заявка Японии № 50-23724, кл. Н 01 F 3/04, 1975.
. /
фиг
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления витыхлЕНТОчНыХ МАгНиТОпРОВОдОВ | 1979 |
|
SU847383A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧЕГО КОЛЕСА-РОТОРА АКСИАЛЬНЫХ ЦЕНТРОБЕЖНЫХ ДВИГАТЕЛЕЙ-НАСОСОВ | 2014 |
|
RU2550087C1 |
| Способ изготовления витых ленточных магнитопроводов | 1980 |
|
SU982108A1 |
| Устройство для изготовления ленточных магнитопроводов | 1977 |
|
SU708427A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИТЫХ ЛЕНТОЧНЫХ МАГНИТОПРОВОДОВ | 2007 |
|
RU2348999C1 |
| МНОГОСТЕРЖНЕВОЙ СТЫКОВОЙ МАГНИТОПРОВОД | 1991 |
|
RU2012939C1 |
| Ленточный магнитопровод мощного трансформатора (варианты) | 2023 |
|
RU2831831C2 |
| Способ резки сердечника ленточного магнитопровода | 2019 |
|
RU2711459C1 |
| Способ изготовления витых ленточных магнитопроводов | 1982 |
|
SU1078481A1 |
| Броневой магнитопровод | 1991 |
|
SU1835091A3 |
1
Р Фи1.д Фиг.
