1
Изобретение относится к обработки металлов давлением, преимущественно для прошивки заготовок.
Известен полый кузнечный прошивень для прошивки тяжелых заготовок 1J.
Недостатком такого прошивия является то, что при прошивке заготовки значительная часть металла идет в отход.
Наиболее близким решением из известных является сплошной кузнечный прошивень, выполненный в виде усеченного конуса с закругленными кромками 2.
Недостатком этого прошивня является то, что в конце прошивки тяжелых заготовок без кантовки он не обеспечивает отрыва выдры по всему периметру отверстия. Для устранения этого недостатка применяют дополнительный технологический ирием - кантовку заготовки и ее повторную прошивку, что усложняет технологический цикл.
Целью изобретения является упрощение операции прошивки преимущественно тяжелых заготовок за счет исключения операции кантовки.
Указанная цель достигается тем, что в основании прошивня выполнено цилиндрическое углубление, диаметр которого равен 0,2-0,6 диаметра основания, а глубина - 0,25-0,5 диаметра углубления. При этом для облегче2
ния удаления выдры в прошивне выполнен сквозной осевой канал.
Такое выполнение прошивня обеспечивает значительное упрощение операции прошивки тяжелых заготовок.
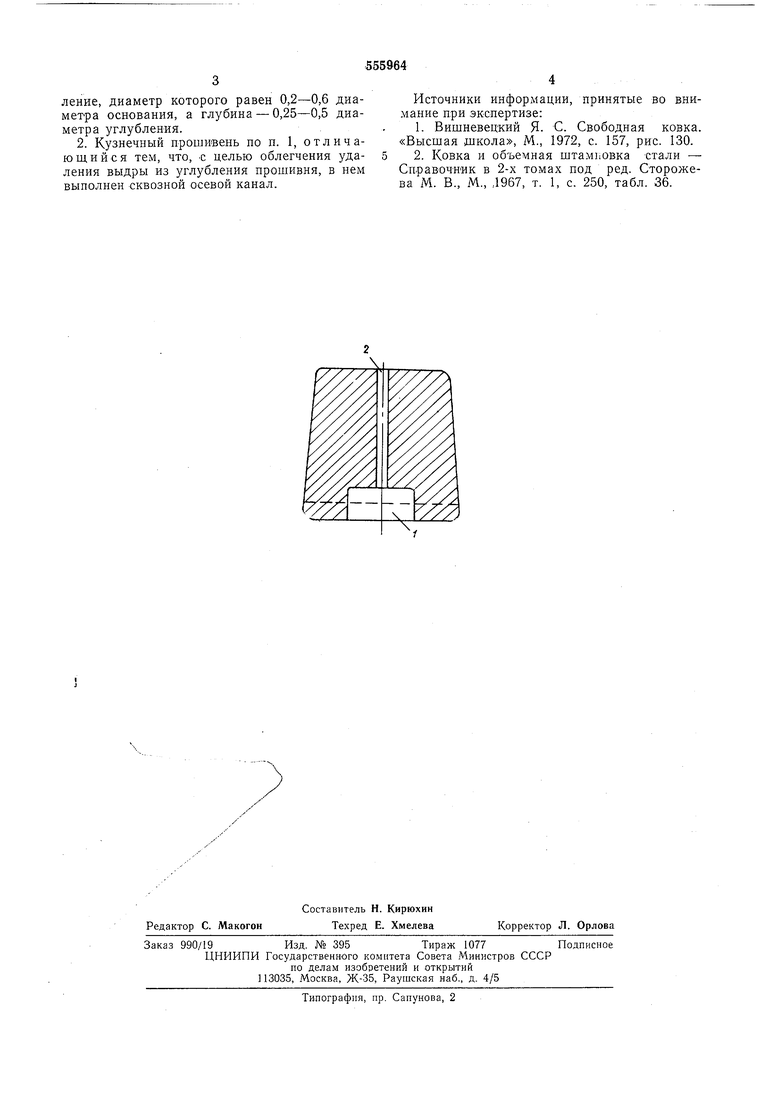
На чертеже изображен нрощивень в продольном разрезе.
Кузнечный прошивень выполнен в виде усеченного конуса € закругленными кромками. В основании прошивня выполнено цилиндрическое углубление 1, а по его оси выполнен канал 2.
Прошивень устанавливается на заготовку основанием, после чего вдавливается в нее, при этом часть металла заготовки затекает в углубление 1 и остается там до конца прошивки, препятствуя повороту прошивня при прошивке. Затем прошивень извлекают из заготовки, а металл из углубления 1 выбивается через канал 2.
Формула изобретения
1. Кузнечный прошивень, выполненный в виде усеченного конуса с закругленными кромками, отличающийся тем, что, с целью упрощения операци-и прошивки преимущественно тяжелых заготовок за счет онерации кантовки заготовки, в основании прошивня выполнено цилиндрическое углуб
ление, диаметр которого равен 0,2-0,6 диаметра основания, а глубина - 0,25-0,5 диаметра углубления.
2. Кузнечный прошивень но н. 1, отличающийся тем, что, € целью облегчения удаления выдры из углубления прошивня, в нем выполнен сквозной осевой канал.
Источники информации, принятые во внимание при экспертизе:
1.Вишневецкнй Я. С. Свободная ковка. «Высшая Д1кола, М., 1972, с. 157, рис. 130.
2.Ковка и объемная шгам 1овка стали - Сп.равочник в 2-х томах под ред. Сторожева М. В., М., ,1967, т. 1, с. 250, табл. 36.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прошивень | 1981 |
|
SU1002078A1 |
| ПУАНСОН ДЛЯ ПРОШИВКИ НА ПРЕССЕ | 2014 |
|
RU2549787C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТУПЕНЧАТЫХ ПОЛЫХ ДЕТАЛЕЙ | 2011 |
|
RU2486986C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ПОКОВОК ДЛЯ ПОДШИПНИКОВ МЕТОДАМИ СВОБОДНОЙ КОВКИ | 2003 |
|
RU2247622C2 |
| Способ прошивки заготовок и устройство для его осуществления | 1989 |
|
SU1731387A1 |
| Способ изготовления полой цилиндрической заготовки | 2018 |
|
RU2699425C1 |
| Инструмент для прошивки заготовок | 1989 |
|
SU1690936A1 |
| Инструмент сквозной прошивки заготовок | 1978 |
|
SU733836A1 |
| Способ изготовления составного прошивня | 1982 |
|
SU1016026A1 |
| Способ изготовления полых поковок | 1990 |
|
SU1756008A1 |
