Изобретение относится к области обработки металлов давлением и касается способов ковки поковок, которые могут быть использованы в кузнечно-прессовых цехах машиностроительных и металлургических заводов.
Известен способ получения сквозного отверстия в поковке, заключающийся во внедрении в поковку полого прошивня, одновременно с внедрением полого прошивня соссно с противоположной стороны покоакм в нее внедряют кольцо с наружным и внутренним диаметром, равными соответствующим диаметрам прошивня, и после этого производят окончательную прошивку на подкладном кольце.
Недостатком данного способа является то, что малейшее отклонение при центровке прошивня приводит к снижению качества изделия.
Наиболее близким к предлагаемому по технической сущности является способ изготовления полого изделия, включающий нагрев заготовки до ковочной температуры, установку ее на подкладную плиту и прошивку ее полым прошивнем с использованием последовательно устанавливаемых на
прошивень и одна на другую торцами надставок. При этом металл зоны удаляется в отход,
Однако при выходе прошивня из прошиваемой заготовки на торце заготовки образуется заусенец, что приводит к снижению качества поковки.
Целью изобретения является повышение качества поковок.
Поставленная цель достигается тем, что согласно способу изготовления полых поковок, включающему нагрев заготовки до ковочной температуры, установку ее на подкладную плиту и последующую прошивку ее прошивнем, перед прошивкой предварительно на подкладную плиту соосно заготовке устанавливают прокладку толщиной не менее 0,05 диаметра отверстия в поковке, выполненную из материала, предел текучести которого не менее предела текучести материала заготовки при ковочных температурах.
При выполнении прокладки из стали ее предварительно нагревают до температуры, равноЛ ее ковочной температуре.
(Л
С
х|
ел о о о
00
&
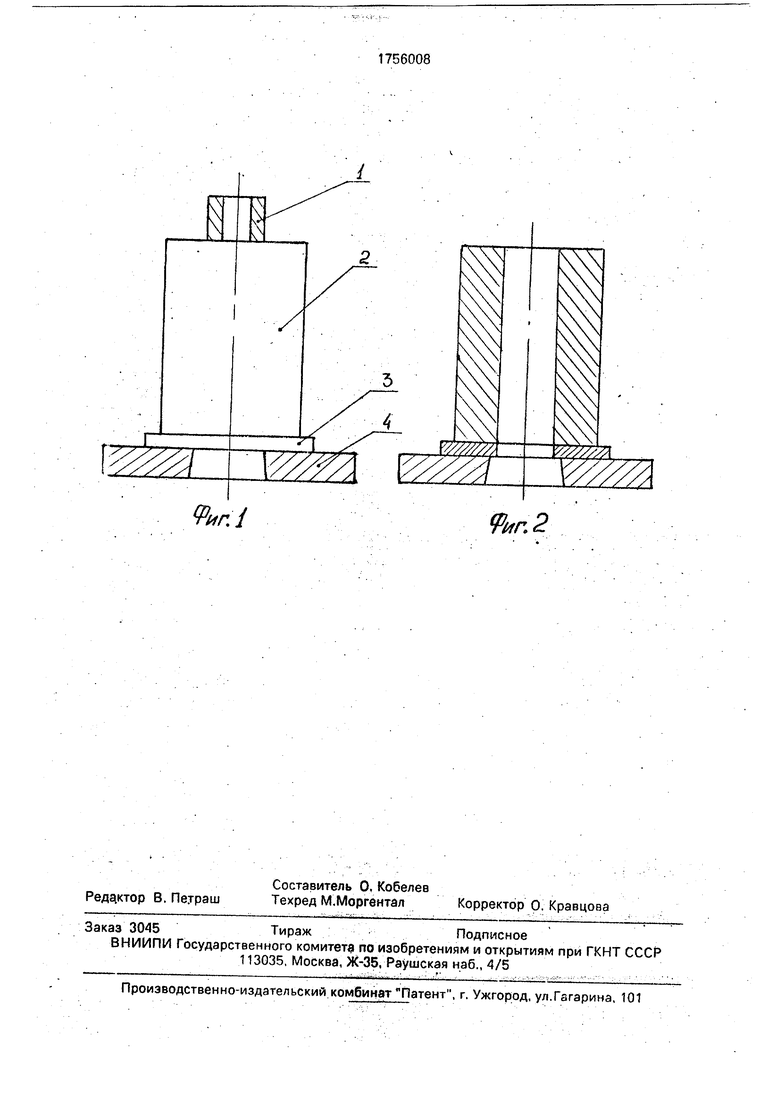
На фиг.1 показана схема установки заготовки для прошивки; на фиг.2 - прошитая заготовка.
Принятые обозначения: 1 -прошивень, 2 - прошиваемая заготовка, 3 - прокладка, 4 - подкладное кольцо.
Способ осуществляют следующим образом.
Заготовку 2 равномерно нагревают до ковочной температуры, затем устанавливают на подкладное кольцо 4 с отверстием для удаления выдры, предварительно положив на подкладное кол ьцо, соосно отверстию прокладку 3 толщиной не менее 0,05 диаметра отверстия поковки. Причем прокладка выполнена из материала, предел текучести которого не менее предела текучести материала прошиваемой заготовки при ковочных температурах. При выполнении прокладки из стали ее предварительно нагревают до температуры, равной ее ковочной температуре, При выполнении прокладки толщиной менее 0,05 диаметра поковки сопротивления металла прокладки недостаточно, чтобы препятствовать истечению горячего металла заготовки при выходе прошивня из заготовки, при использовании материалов, предел текучести которых меньше предела текучести Заготовки при ковочных температурах, процесс становится невозможным.
Пример. Изготовление полого изделия.
Для прошивки применяли заготовки из стали 45 размерами , Н 100 мм (3 шт.), Прошивку производили цилиндрическим полым прошивнем размерами DHap 80 мм, мм, Н 70 мм. В качестве прокладки использовали плиты диаметром 200 мм, толщиной 4,0 мм (0.05 DOTB) и 100 мм из стали 45. Прошивку производили на подкладном кольце с отверстием для удаления выдры (диаметр отверстия 100 мм). Перед прошивкой заготовки нагревали до 1200°С (crs 15МПа). Прокладки нагревали до 1200°С (0s - 15 МПа). Интервал ковочных температур для стали 45 составляет 700°-1200°С, соответственно CTSTOO 140 МПа, (J-snoo 15 МПа.
Прошивку производили на гидравлическом прессе усилием 1 МН. Получили следующие результаты. При прошивке заготовки на подкладном кольце без прокладки после прошивки на торце прошитой заготовки наблюдался заусенец по периметру ,03,5 мм. При прошивке заготовки на подкладном кольце с установкой прокладки толщиной 4,0 мм получили отверстие хорошего качества, торцовый заусенец отсутствует. При прошивке заготовки с
использованием прокладки толщиной 100 мм качество отверстия заготовки хорошее, торцовый заусенец отсутствует. В последнем случае прошитая прокладка может- использоваться по назначению прошитой
заготовки с соответствующим удалением торцового заусенца.
Предлагаемый способ позволит прошивать кузнечные заготовки без образования торцовых заусенцев, что значительно повысит качество прошиваемых заготовок, а следовательно, и Окончательного изделия,
Ф о р м у л а и з о б р е т е н и я
1.Способ изготовления полых поковок, включающий нагрев заготовки до ковочной
температуры, установку ее на подкладную плиту и последующую прошивку прошивнем, отличающийся тем, что, с целью повышения качества поковок за счет исключения образования заусенца на торце, перед прошивкой предварительно под заготовку соосно с ней устанавливают прокладку толщиной не менее 0,05 диаметра отверстия поковки, выполненную из мэтериала, предел текучести которого не менее предела текучести материала заготовки при ковочных температурах.
2,Способ по п. 1,отличающийся тем, что при выполнении прокладки из стали
ее подогревают до температуры, равной ее ковочной температуре.
Ibr.l
YW/////A
Ш77/Л
.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прошивки заготовок и устройство для его осуществления | 1989 |
|
SU1731387A1 |
| Способ изготовления полых заготовок | 1988 |
|
SU1731386A1 |
| Способ получения сквозного отверстия в поковке | 1979 |
|
SU871974A1 |
| Способ ковки полых поковок | 1986 |
|
SU1391791A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТУПЕНЧАТЫХ ПОЛЫХ ПОКОВОК | 2011 |
|
RU2475330C1 |
| Способ получения полых изделий | 1975 |
|
SU609586A1 |
| Способ ковки валов | 1990 |
|
SU1761365A1 |
| Способ изготовления полых поковок | 1989 |
|
SU1650314A1 |
| Способ изготовления полой цилиндрической заготовки | 2018 |
|
RU2699425C1 |
| Способ изготовления полых ступенчатых поковок | 1987 |
|
SU1505651A1 |
Использование: обработка металлов давлением, ковка поковок с прошивкой от- верстил. Сущность изобретения: перед прошивкой предварительно под заготовку соосно устанавливают прокладку толщиной не менее 0,05 диаметра отверстия поковки. Прокладку выполнякггиз материала, предел текучести которого не менее предела текучести прошиваемой заготовки при ковочных температурах. При выполнении прокладки из стали ее предва ритё льно нагр еваю т дй температуры, равной ее ковочной температуре. 1 з.п. ф-лы, 2 ил.
| Охрименко Я.М | |||
| Технология кузнечно- штамповочного производства | |||
| - М,: Машиностроение, 1976, с | |||
| Ускоритель для воздушных тормозов при экстренном торможении | 1921 |
|
SU190A1 |
| Облицовка комнатных печей | 1918 |
|
SU100A1 |
| , | |||
