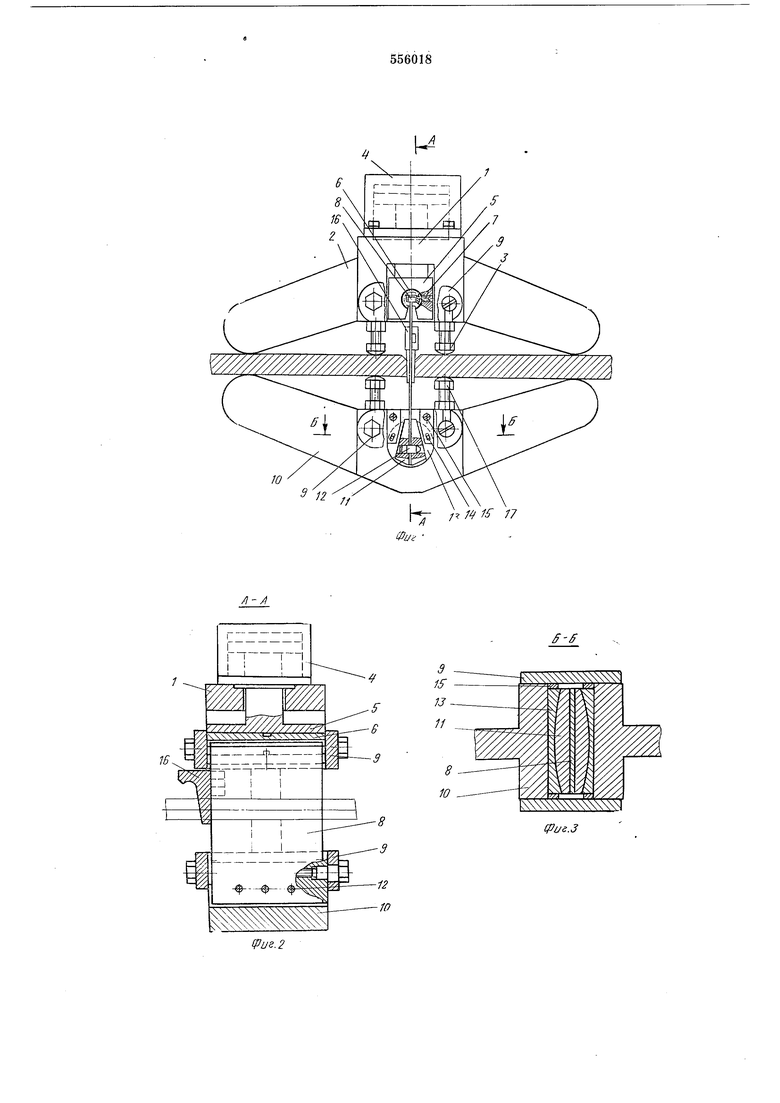
Корпус 1 размещается с одной стороны стыкуемой конструкции. Стяжная пластина 8 вставляется утолщенным концом в Т-образный паз самоустанавливающейся шарнирной втулки 6, фиксированной от поперечного смещения винтом 7, и закрывается планкой 9.
Через зазор стыкуемого соединения пропус.кают стяжную пластину 8 и устанавливают на ней клинья И, соединив их штифтами 12. Штифты запрессованы в один из клиньев 11, а в другой они входят по ходовой посадке. На это соединение самоустанавлнвающимися сегментными вкладышами 13 надевается рычаг 10 и ориентируется штифтами 14 в ограничительных планках 15, что обеспечивает самоустановку и равномерное зажатие конца стяжной пластины по всей поверхности. Планки 9 предохраняют стяжную пластину от выпадания в местах крепления. В зазор стыка вводится клинообразным вкладышем предохранительное устройство 16 и крепится пружинным зажимом на стяжную пластину 8 со стороны сварки. В случае заклинивания устройства его выводят из зазора стыка при помощи выступа на клинообразном вкладыше. Когда создается давление в полости силового цилиндра 4, поршень со штоком перемещается и увлекает за собой стяжную пластину, подтягивая двуплечий рычаг. Упоры и выступы создают две пары сил, противоположно направленных короткими плечами в сторону выравнивания кромок, вызывая максимальное усилие, вследствие чего происходит совмещение кромок.
Производится прихватка, затем снимается давление в рабочей полости силового цилиндра и устройство перемещают по стыку.
В предлагаемом устройстве наличие двух регулируемых упоров и выступов позволяет отрегулировать устройство на смещение кромок.
В процессе работ по совмещеиню кромок в устройстве создаются две неравноплечие пары сил, противоположно направленные короткими плечами в направлении смещения кромки, автоматически происходит переориентирование приспособления в нужном направлении независимо от величины н направления смещения кромок.
Отпадает необходимость все время контролировать величину и направление смещения
кромок и переориентировать приспособление, что повышает производительность.
Формула изобретения
Устройство для совмещения кромок собираемых под сварку деталей с обеспечением заданного зазора между стыкуемыми кромками, содержащее снабженный двумя упорами корпус, в котором смонтирован приводной шток, шарнирно соединенный со стяжной пластиной, в свою очередь шарнирно связанной с двуплечим рычагом, отличающееся тем, что, с целью повышения производительности при использовании устройства для сборки деталей с изменяющимся превышением стыкуемых кромок, двуплечий рычаг оснащен двумя выступами, расположенными симметрично оси шарнира, а корпус оснащен двумя дополнительными упорами, расположенными напротив указанных выступов двуплечего рычага, при этом основные упоры расположены напротив концов двуплечего рычага.
Ю
9 12
//
h /7
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для совмещения кромок собираемых под сварку деталей | 1978 |
|
SU730517A1 |
| Устройство для совмещения под сварку кромок листовых изделий | 1980 |
|
SU872150A1 |
| Устройство для многоэлектродной дуго-ВОй СВАРКи | 1979 |
|
SU804282A1 |
| Устройство для совмещения кромокдЕТАлЕй пОд СВАРКу | 1978 |
|
SU841878A1 |
| Установка для стыковой индукционной сварки трубчатых изделий | 1989 |
|
SU1673346A1 |
| Устройство для совмещения кромок стыкуемых элементов под сварку | 1980 |
|
SU935243A1 |
| Устройство для совмещения кромок обечаек под сварку | 1986 |
|
SU1324810A1 |
| Устройство для сварки термопластичных материалов инфракрасным излучением | 1979 |
|
SU872284A1 |
| Стенд для сборки и вращения в процессе сварки кольцевых стыков обечаек | 1977 |
|
SU732109A1 |
| УПЛОТНИТЕЛЬНО-ПОДБИВОЧНЫЙ БЛОК (ВАРИАНТЫ) | 2008 |
|
RU2381322C1 |