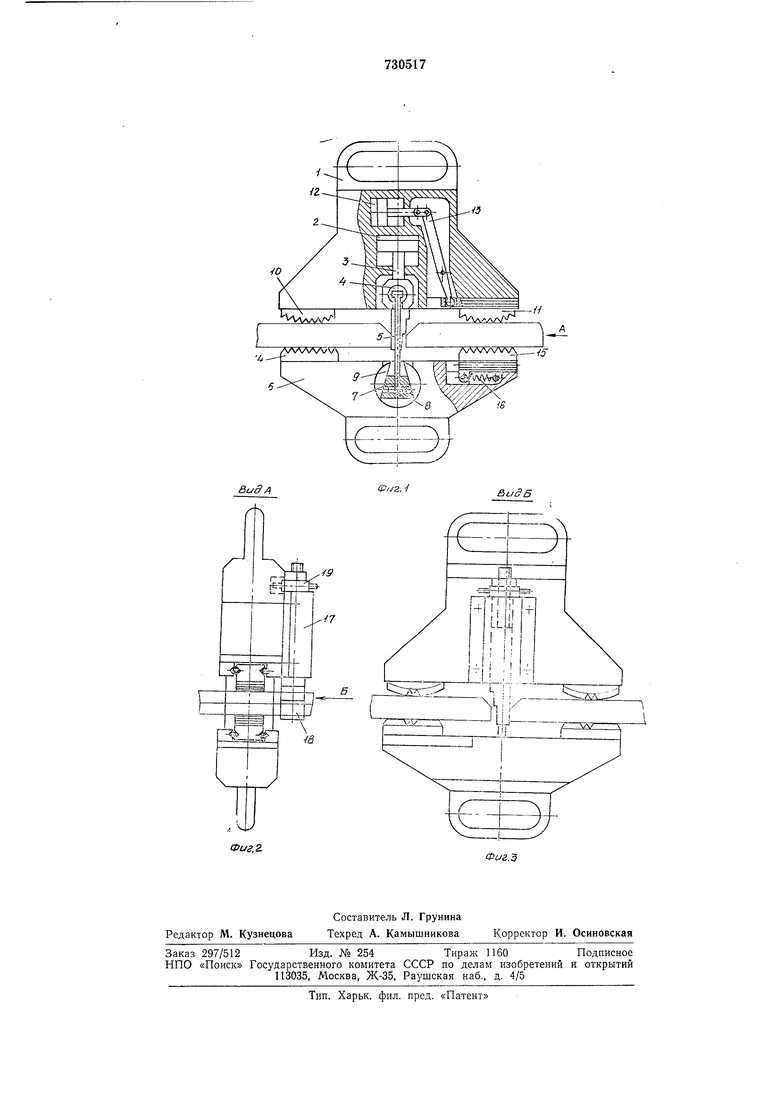
стяжной пластины 5, проходящей в зазоре между стыкуемыми деталями. Другой конец стяжной нластины крепится в корпусе двуплечего рычага 6 посредством клиньев 7 со штифтом 8, пом;ещенных между самоустанавливающимися сегментными вкладышами 9. Корпус оснащен неподвижным упором 10 и подвижным в направлении стягивания деталей упором //. Подвижный упор имеет возможность перемещаться от привода силового цилиндра 12 через шарнирно установленный в корпусе двуплечий рычаг 13, один конец которого входит в иаз подвижного унора, а соединен со штоком цилиндра.
На одном конце двуплечего рычага установлен неподвижный упор 14, а на другом конце - нодвижный упор 15, отжимаемый в направлении от стяжной пластины пружиной 16. Упоры двуплечего рычага пасположеиы напротив соответствующих упопоз корпуса.
На корпусе в направляющих планки 17 установлен ступенчатый вкладыш 18, обеснечнвающнл заданный зазор между стыкуемыми деталями и исключающий заклиниванне етяжной нластины, вводимый и гзыводимый из зазора посредством гайки J9.
Устройство собирается и работает еле- дующим образом.
Корпус / размещается с одной стороны стыкуемых деталей. Стяжная нластина 5 вставляется утолщенным концом в Т-образный паз самоустанавливающейся шарнирной втулки 4. Через зазор етыкуемых деталей пропускают стяжную пластину 5 и устанавливают на ней клйнья 7, соединив их штифтом 8, который в один из клиньев запрессован, а в другой входит но ходовой посадке. На это соединение иадевается двуплечий рычаг 6 с самоустанавливающимися сегментными вкладышами 9. В зазор стыка вводится ступенчатый вкладыш 18 путем перемещения в направляющих планки 17 с помощью гайки 19.
В момент создания давления в полости силового цилиндра 2 норшень со штоком J перемещается и увлекает за собой стяжную пластину 5, которая, самоустанавлипаясь с помощью шарнирной втулки 4 и вкладышей 9, иодтяпивает двуилечий рычаг 6. Стыкуемые детали зажимаются между упорами, происходит выравнивание кромок но плоскости упоров 14 и 15.
Затем создается давление в полости привода силового цилиндра 12, а рычаг 13 перемещает подвижный упор // в направлен|ИН к стяжной пластине. В связи с тем,
что упоры 11 и 15 нрижаты к стыкуемой детали, происходит и ее перемещение до соприкосновения стыкуемой детали с вкладышем 18.
Производится прихватка, затем снимается давление в рабочей полости сначала силового цилиндра 2, а нотом цилиндра 12, при этом подвижный упор 15 отжимаетея пружиной 16. После этого устройство перемещают но етыку.
Наличие двух подвижных упоров и привода передвижеиия для одного из них в предлагаемом устройстве позволяет стягивать собираемые под сварку детали после совмещения кромок. Отпадает необходимость иримеиять дополнительные устройства для стягивания деталей при совмещении кромок, что новышает производительность.
Формула изобретеиия
Устройство для совмещения кромок собираемых иод сварку деталей, содержащее смоитированную на кориусе стяжиую пластину, шарнирно связанн -Ю с двуплечим |)ычагом, и упоры, расположенные на коргп/се и двунлечем рычаге но обе стороны от стяжной пластины, отличающееся тем, что, с целью иовыщения производительности путем механизации етягивания кромок собираемых под сварку деталей до заданного зазора, з-поры на корпусе и двуплечем рычаге, расположенные один против другого по одну сторону от стяжной
пластины, установлены с возможностью перемеитения в направлении стягивания деталей, а одии из этих уиоров, расположеннын на кориусе, снабжен приводом его псоедвнжения.
Источники информации, принятые во внимание при экспертизе:
1.Глизманеико Д. Л. Сварка и резка металлов. М., Трудрезервиздат, 1959, с. 69,
рпе. 22, 23.
2.Авторское свидетельство СССР № , кл. В 23 К 37/04, 1969.
3.Авторское свидетельство СССР Дэ 556018, кл. В 23 К 37/04, 1975 (протоTim).
ВидА Л
,-/9
Фиг. /
ВиЗБ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для совмещения кромок собираемых под сварку деталей | 1975 |
|
SU556018A1 |
| Устройство для совмещения кромокдЕТАлЕй пОд СВАРКу | 1978 |
|
SU841878A1 |
| Устройство для совмещения под сварку кромок листовых изделий | 1980 |
|
SU872150A1 |
| Устройство для сборки под сварку кольцевых стыков обечаек | 1986 |
|
SU1366341A1 |
| Устройство для фиксации и прижима свариваемых деталей | 1977 |
|
SU707741A1 |
| Устройство для совмещения кромок обечаек под сварку | 1984 |
|
SU1234141A1 |
| Внутренний центратор для сборки труб и деталей трубопроводов под сварку | 1975 |
|
SU616097A1 |
| Устройство для совмещения кромок обечаек под сварку | 1986 |
|
SU1324810A1 |
| Стенд для сборки и вращения в процессе сварки кольцевых стыков обечаек | 1977 |
|
SU732109A1 |
| Устройство для захвата и подачи в зону обработки объемного изделия | 1982 |
|
SU1094606A1 |