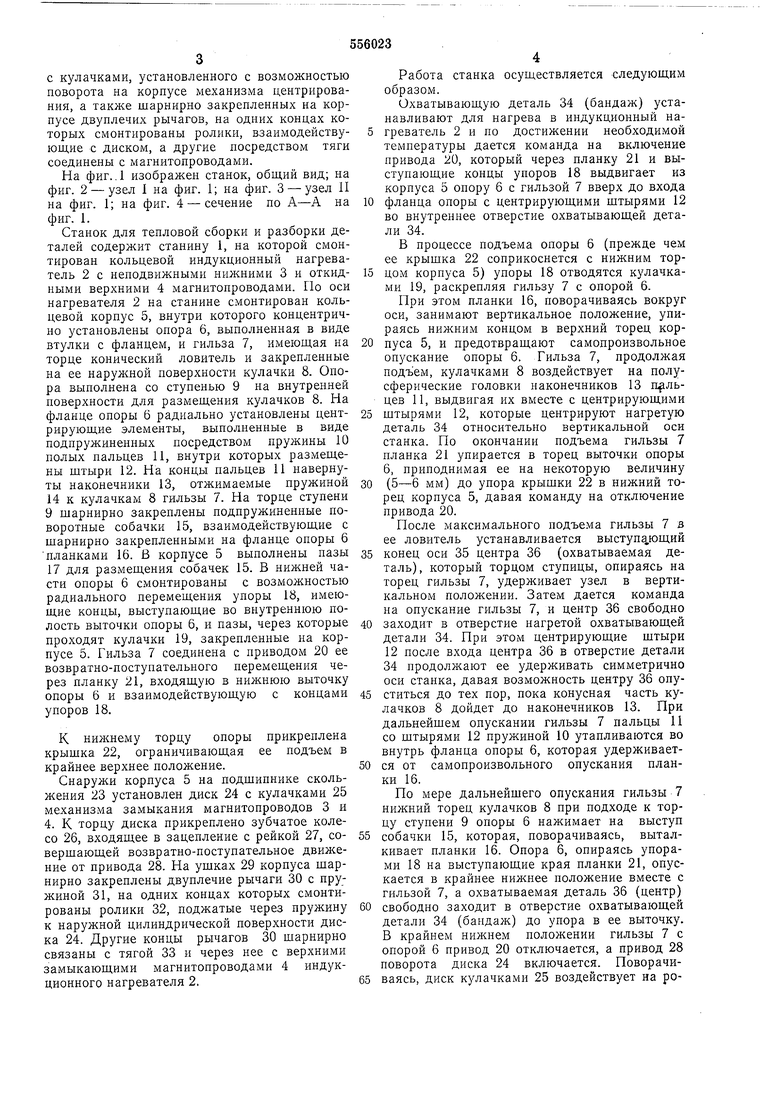
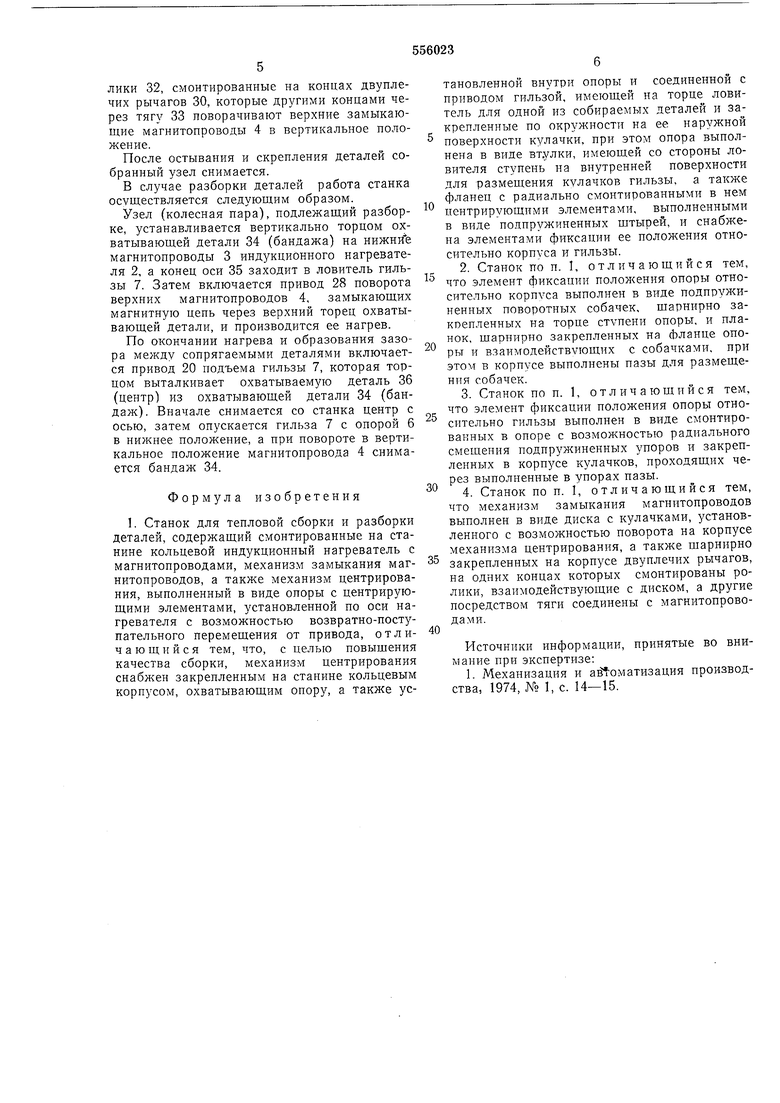
с кулачками, установленного с возможностью поворота на корпусе механизма центрирования, а также шарнирно закрепленных на корпусе двуплечих рычагов, на одних концах которых смонтированы ролики, взаимодействующие с диском, а другие посредством тяги соединены с магнитопроводами. На фиг.Л изображен станок, общий вид; на фиг. 2 - узел I иа фиг. 1; иа фиг. 3--узел И на фиг. 1; на фиг. 4 - сечение по А-А на фиг. 1. Станок для тепловой сборки и разборки деталей содержит станину 1, на которой смонтирован кольцевой индукционный нагреватель 2 с неиодвижньши нижними 3 и откидными верхними 4 магнитопроводами. По оси нагревателя 2 на станине смонтирован кольцевой корпус 5, внутри которого концентрично установлены опора 6, выполненная в виде втулки с фланцем, и гильза 7, имеющая на торце конический ловитель и закрепленные на ее наружной поверхности кулачки 8. Опора выполнена со ступенью 9 на внутренней иоверхности для размещения кулачков 8. На фланце опоры 6 радиально установлены центрирующие элементы, выполненные в виде подпружиненных посредством пружины 10 полых пальцев 11, внутри которых размещены штыри 12. На концы пальцев И навернуты наконечники 13, отжимаемые пружиной 14 к кулачкам 8 гильзы 7. На торце ступени 9 шарнирно закреплены подпружиненные поворотные собачки 15, взаимодействующие с шарнирно закрепленными на фланце опоры 6 планками 16. В корпусе 5 выполнены пазы 17 для размещения собачек 15. В нижней части опоры 6 смонтированы с возможностью радиального перемещения упоры 18, имеющие концы, выступающие во внутреннюю полость выточки опоры 6, и пазы, через которые проходят кулачки 19, закрепленные на корпусе 5. Гильза 7 соединена с приводом 20 ее возвратно-поступательного перемещения через планку 21, входящую в нижнюю выточку опоры 6 и взаимодействующую с концами упоров 18. К нижнему торцу опоры прикреплена крышка 22, ограничивающая ее подъем в крайнее верхнее положение. Снаружи корпуса 5 на подшипнике скольжения 23 установлен диск 24 с кулачками 25 механизма замыкания магнитопроводов 3 и 4. К торцу диска прикреплено зубчатое колесо 26, входящее в зацепление с рейкой 27, совершающей возвратно-поступательное движение от привода 28. На ушках 29 корпуса шарнирно закреплены двуплечие рычаги 30 с пружиной 31, на одних концах которых смонтированы ролики 32, поджатые через пружину к наружной цилиндрической поверхности диска 24. Другие концы рычагов 30 шарнирно связаны с тягой 33 и через нее с верхними замыкающими магнитопроводами 4 индукционного нагревателя 2, Работа станка осуществляется следующим образом. Охватывающую деталь 34 (бандаж) устанавливают для нагрева в индукционный нагреватель 2 и по достижении необходимой температуры дается команда на включение привода 20, который через планку 21 и выступающие концы упоров 18 выдвигает из корпуса 5 опору 6 с гильзой 7 вверх до входа фланца опоры с центрирующими штырями 12 во внутреннее отверстие охватывающей детали 34. В процессе подъема опоры 6 (прежде чем ее крышка 22 соприкоснется с нижним торцом корпуса 5) упоры 18 отводятся кулачками 19, раскрепляя гильзу 7 с опорой 6. При этом планки 16, поворачиваясь вокруг оси, занимают вертикальное положение, упираясь нижним концом в верхний торец корпуса 5, и предотвращают самопроизвольное опускание опоры 6. Гильза 7, продолжая подъем, кулачками 8 воздействует на полусферические головки наконечников 13 п льцев 11, выдвигая их вместе с центрирующими штырями 12, которые центрируют нагретую деталь 34 относительно вертикальной оси станка. По окончании подъема гильзы 7 планка 21 упирается в торец выточки опоры 6, приподнимая ее на некоторую величину (5-6 мм) до упора крышки 22 в нижний торец корпуса 5, давая команду на отключение привода 20. После максимального подъема гильзы 7 в ее ловитель устанавливается выступающий конец оси 35 центра 36 (охватываемая деталь), который торцом ступицы, опираясь на торец гильзы 7, удерживает узел в вертикальном положении. Затем дается команда на опускание гильзы 7, и центр 36 свободно заходит в отверстие иагретой охватывающей детали 34. При этом центрирующие штыри 12 после входа центра 36 в отверстие детали 34 продолжают ее удерживать симметрично оси стайка, давая возможность центру 36 опуститься до тех пор, пока конусная часть кулачков 8 дойдет до наконечников 13. При дальнейшем опускании гильзы 7 пальцы 11 со штырями 12 пружиной 10 утапливаются во внутрь фланца опоры 6, которая удерживается от самопроизвольного опускания планки 16. По мере дальнейшего опускания гильзы 7 нижний торец кулачков 8 при подходе к тору ступени 9 опоры 6 нажимает на выступ обачки 15, которая, поворачиваясь, выталивает планки 16. Опора 6, опираясь упорами 18 на выступающие края планки 21, опускается в крайнее нижнее положение вместе с гильзой 7, а охватываемая деталь 36 (центр) вободно заходит в отверстие охватывающей етали 34 (бандаж) до упора в ее выточку. крайнем нижнем положении гильзы 7 с порой 6 привод 20 отключается, а привод 28 оворота диска 24 включается. Поворачиаясь, диск кулачками 25 воздействует на ролики 32, смонтированные на концах двуплечих рычагов 30, которые другими концами через тягу 33 поворачивают верхние замыкающие магнитопроводы 4 в вертикальное положение.
После остывания и скрепления деталей собранный узел снимается.
В случае разборки деталей работа станка осуществляется следующим образом.
Узел (колесная пара), подлежащий разборке, устанавливается вертикально торцом охватывающей детали 34 (бандажа) на ннжние магнитопроводы 3 индукционного нагревателя 2, а конец оси 35 заходит в ловитель гильзы 7. Затем включается привод 28 поворота верхних магнитопроводов 4, замыкающих магнитную цепь через верхний торец охватывающей детали, и производится ее нагрев.
По окончании нагрева и образования зазора между сопрягаемыми деталями включается привод 20 подъема гильзы 7, которая торцом выталкивает охватываемую деталь 36 (центр) из охватывающей детали 34 (бандаж). Вначале снимается со станка центр с осью, затем опускается гильза 7 с опорой 6 в нижнее положение, а при повороте в вертикальное положение магнитопровода 4 снимается бандаж 34.
Формула изобретения
1. Станок для тепловой сборки и разборки деталей, содержащий смонтированные на станине кольцевой индукционный нагреватель с магнитопроводами, механизм замыкания магнитопроводов, а также механизм центрирования, выполненный в виде опоры с центрирующими элементами, установленной по оси нагревателя с возможностью возвратно-поступательного перемещения от привода, отличающийся тем, что, с целью повыщения качества сборки, механизм центрирования снабжен закрепленным на станине кольцевым корпусом, охватывающим опору, а также установленной внутри опоры и соединенной с приводом гильзой, имеющей на торце ловитель для одной из собираемых деталей и закрепленные по окружности на ее наружной поверхности кулачки, при этом опора выполнена в виде вт.улки, имеющей со стороны ловителя ступень на внутренней поверхности для размещения кулачков гильзы, а также фланец с радиально смонтированными в нем центрирующими элементами, выполненными в виде подпружиненных щтырей, и снабжена элементами фиксации ее положения относительно корпуса и гильзы.
2.Станок по п. 1, отличающийся тем, что элемент фиксации положения опоры относительно корпуса выполнен в виде подпрул иненных поворотных собачек, щарнирно закрепленных на торце ступени опоры, и планок, шарнирно закрепленных на фланце опоры и взаимодействующих с собачками, при этом в корпусе выполнены пазы для размещения собачек.
3.Станок по п. 1, отличающийся тем, что элемент фиксации положения опоры относительно гильзы выполнен в виде смонтированных в опоре с возможностью радиального смещения подпружиненных упоров и закрепленных в корпусе кулачков, проходящих через выполненные в упорах пазы.
4.Станок по п. I, отличающийся тем, что механизм замыкания магнитопроводов выполнен в виде диска с кулачками, установленного с возможностью поворота на корпусе механизма центрирования, а также щарнирно закрепленных на корпусе двуплечих рычагов, на одних концах которых смонтированы ролики, взаимодействующие с диском, а другие посредством тяги соединены с магнитопроводами.
Источники информации, принятые во внимание при экспертизе:
1. Механизация и ай -оматизация производства, 1974, № 1, с. 14-15. i2 11 1 iO 13
(Puz.3
(РигЛ
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для тепловой сборки и разборки деталей | 1978 |
|
SU774895A2 |
| СПОСОБ ИНДУКЦИОННОЙ РАСПРЕССОВКИ СОЕДИНЕНИЯ ВАЛ-ВТУЛКА | 2009 |
|
RU2399474C1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 2000 |
|
RU2190078C2 |
| АВТОМАТ ДЛЯ ИЗМЕРЕНИЯ И СОРТИРОВКИ ДЕТАЛЕЙ | 1938 |
|
SU57760A1 |
| Многопозиционный станок для двухсторонней обработки деталей | 1980 |
|
SU929399A1 |
| Переносное устройство для разборки прессовых соединений | 1980 |
|
SU903066A1 |
| Станок для запрессовки штырей в корпус шарошки бурового долота | 1986 |
|
SU1344570A2 |
| Многопозиционный станок для отгибки фланцев и зиговки полых деталей из листового материала | 1982 |
|
SU1044382A1 |
| Станок для сборки деталей и клепки | 1974 |
|
SU519266A1 |
| КЛАПАН ПЕРЕПУСКНОЙ МАГНИТОРЕГУЛИРУЕМЫЙ ДЛЯ ДВУХФАЗНЫХ СРЕД (ВАРИАНТЫ) | 2008 |
|
RU2368831C1 |


