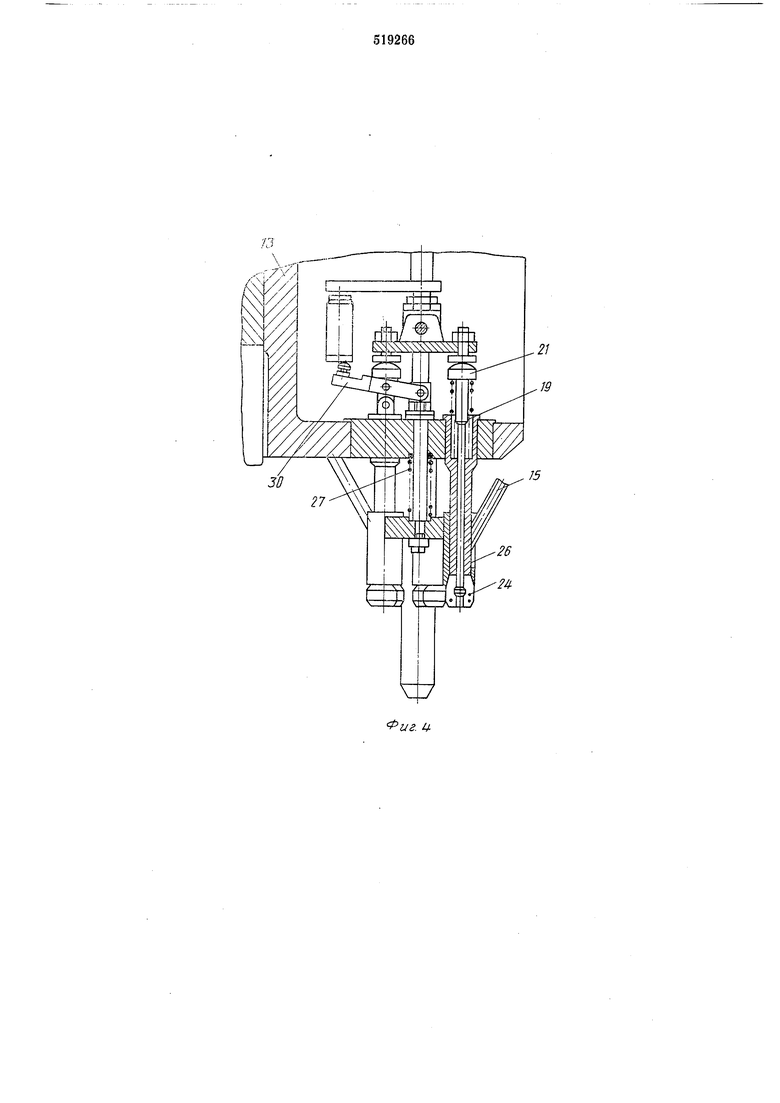
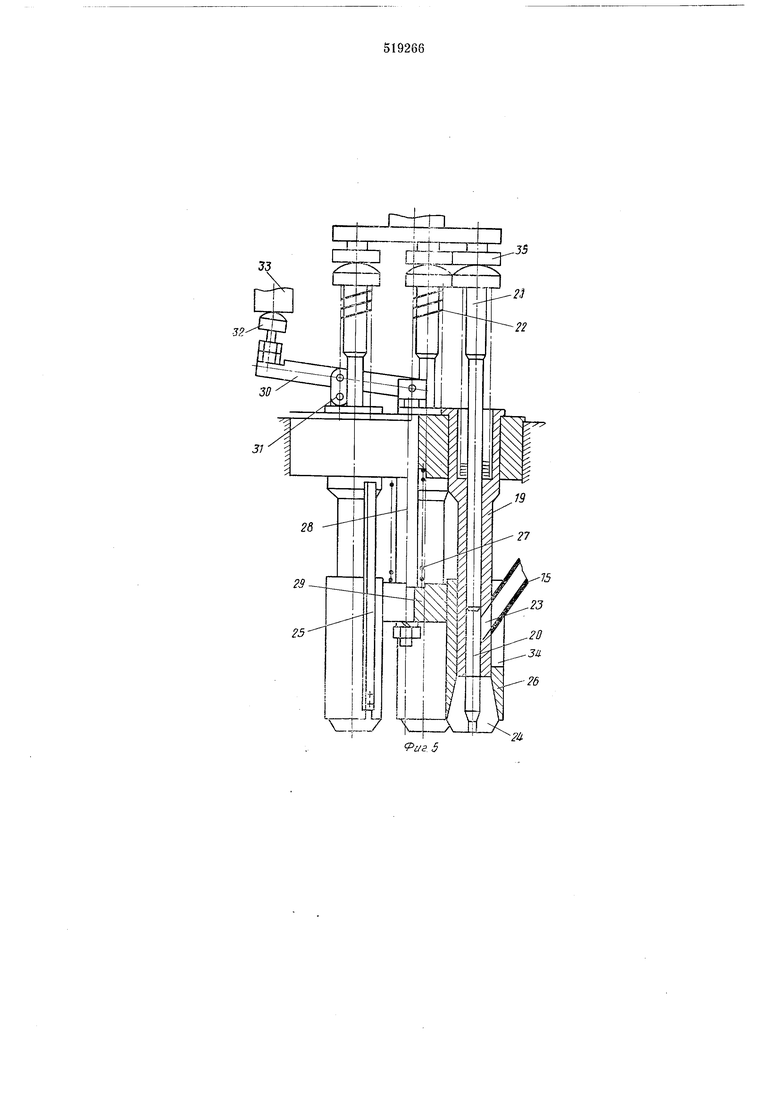
Механизм центрирования заклепок по стержню состоит из закрепленных в корпусе станины гильз 19 с каналами 20 вдоль оси для размещения в них штоков 21 на пружинах 22. В боковой стенке гильзы 19 выполнено отверстие 23 для поступления заклепок из соединительных трубок 15 в канал гильзы 19. Отверстие 23 выполнено ниже уровня штока 21 нри нахождении его в верхнем положении. К нижнему торцу гильзы 19 примыкают разжимные губки 24, которые укреплены в верхней части гильзы 19 с помошью пластинчатых лружин 25 и хвостовой ча,стью посажены в отверстия конусных втулок 26 для удержания губок в сом-кнутом положеНИИ. Конусная втулка 26 скользит по наружной поверхности гильзы 19 и воздействует па губки 24 конусным отверстием посредством пружины 27, размещенной на тяге 28. Конусные втулки 26 соединены между собой посредством траверсы 29 и через тягу 28 связаны с двуплечим рычагом 30, который с помощью шарнирной опоры 31 укреплен па корпусе станины. На конце рычага 30 размещен регулируемый упор 32, на который воздействует боковой упор 33 толкателя (не показан) для передачи движения конусным втулкам 26 при освобождении хвостовой части раздвижных губок. Для размещения соединительных трубок 15 во втулке 26 вьшолиена прорезь 34. Штоки 21 получают движение от воздействия центрального упора 35 толкателя.
Стапок работает следующим образом.
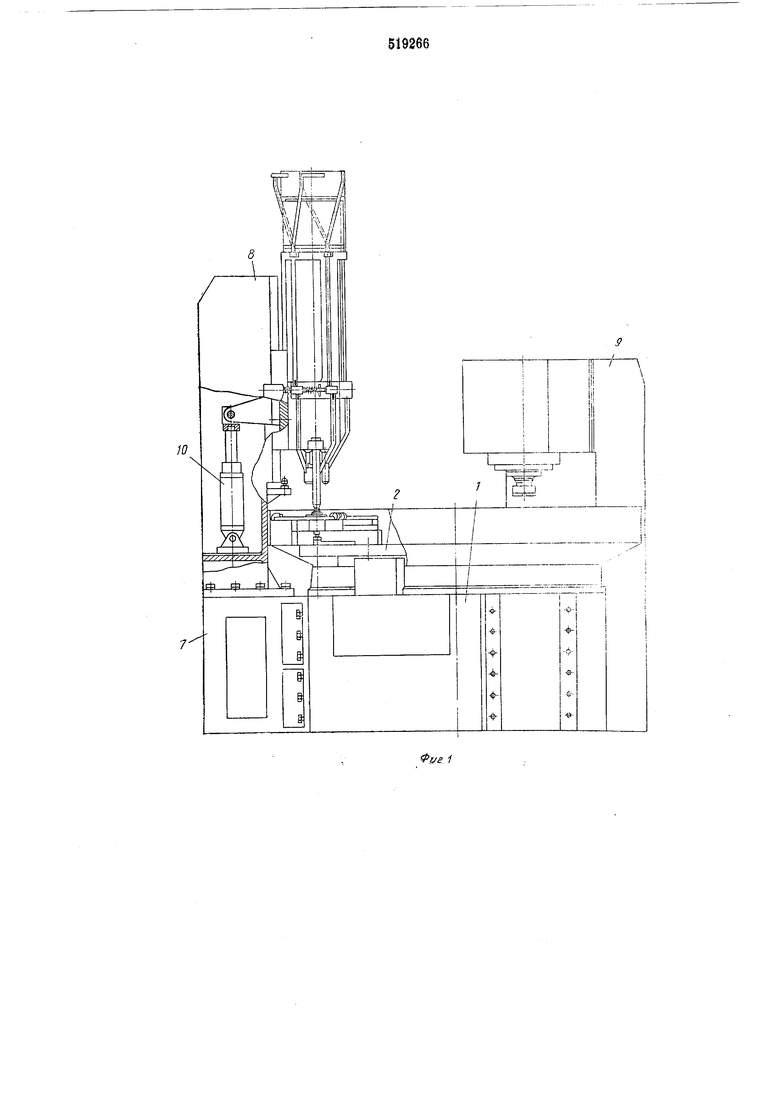
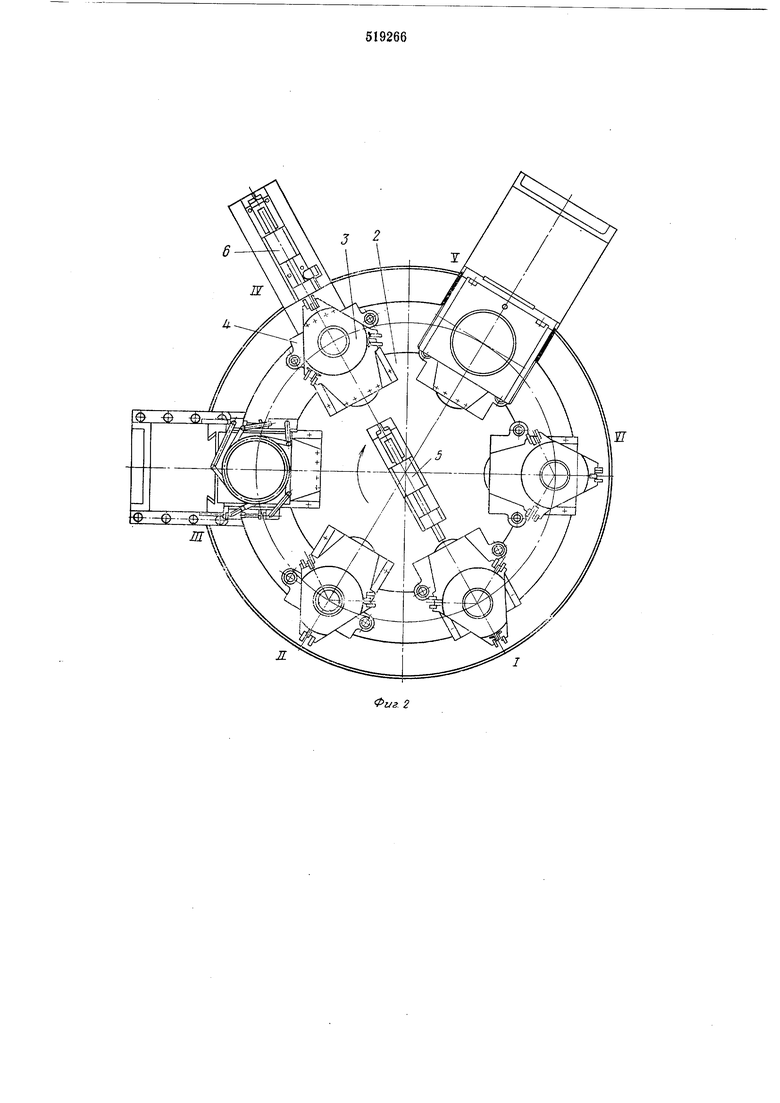
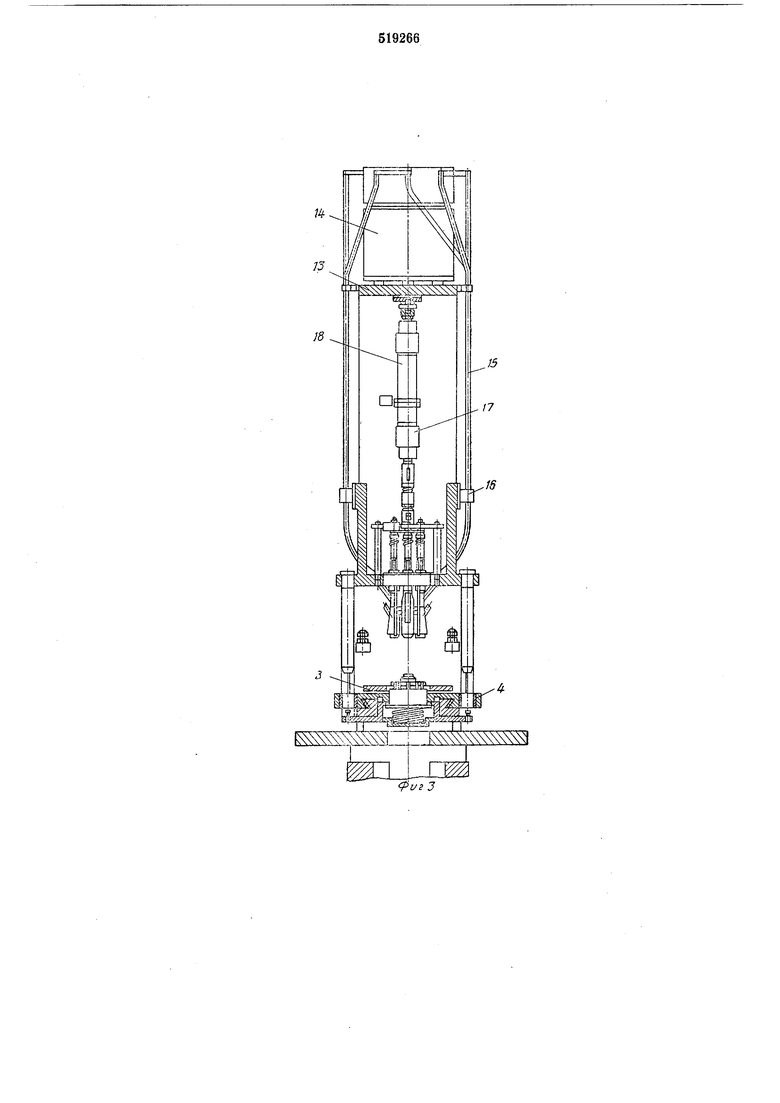
На позиции I толкатель 5 передвигает каретку 4 приспособления 3 в исходное положение. На по,садочные штыри каретки 4 по отверстиям устанавливают диск и закрепляют на неподвижной плите приспособления 3. Поворотный стол 2 подает приспособление 3 на следующую позицию. На позиции II на штыри каретки 4 устанавливают собираемые детали, например диск, прокладку и крышку. На позиции III производят установку заклепок. Механизм установки заклепо,к гидроцилиндром 10 подводят к собираемым деталям. Из отсекателя заклепки по соединительным трубкам 15 через отверстие 23 в гильзе 19 поступают в канал 20 гильзы 19 и досылаются в губки 24 штоками 21. Штоки 21 получают движение от воздействия на них центрального упора 35. При этом губки 24 захватывают заклепки за стержень, центрируя по всему диаметру, заклепка выступает из нижнего торца губок на несколько миллиметров, верхняя часть головки заклепки при этом упирается в щток, который предотвращает смещение заклепок вверх при установке их в отверстие деталей. При таком положении заклепок механизм центрирования вместе с механизмом установки гидроцилиндром опускается и подводится к собираемым деталям до вхождения заклепок в отверстия деталей своими выступающими концами. По окончании хода механизма установки толкатель боковым упором 33 воздействует на унор 32 и через рычаг 30, сжимая пружину 27, перемещает конусные втулки 26 вверх. Одновременно центральный упор 35 воздействует на щтоки 21 и перемещает их вниз. При этом хвостовая часть губок 24 осво-бождается от зажима, и штоки 21 досылают заклепки в отверстия деталей, раздвигая губки головкой заклепки. Механизм установки возвращается гидроцилиндром вверх. Механизм центрирования возвращается в исходное положение и принимает след щую партию заклепок.
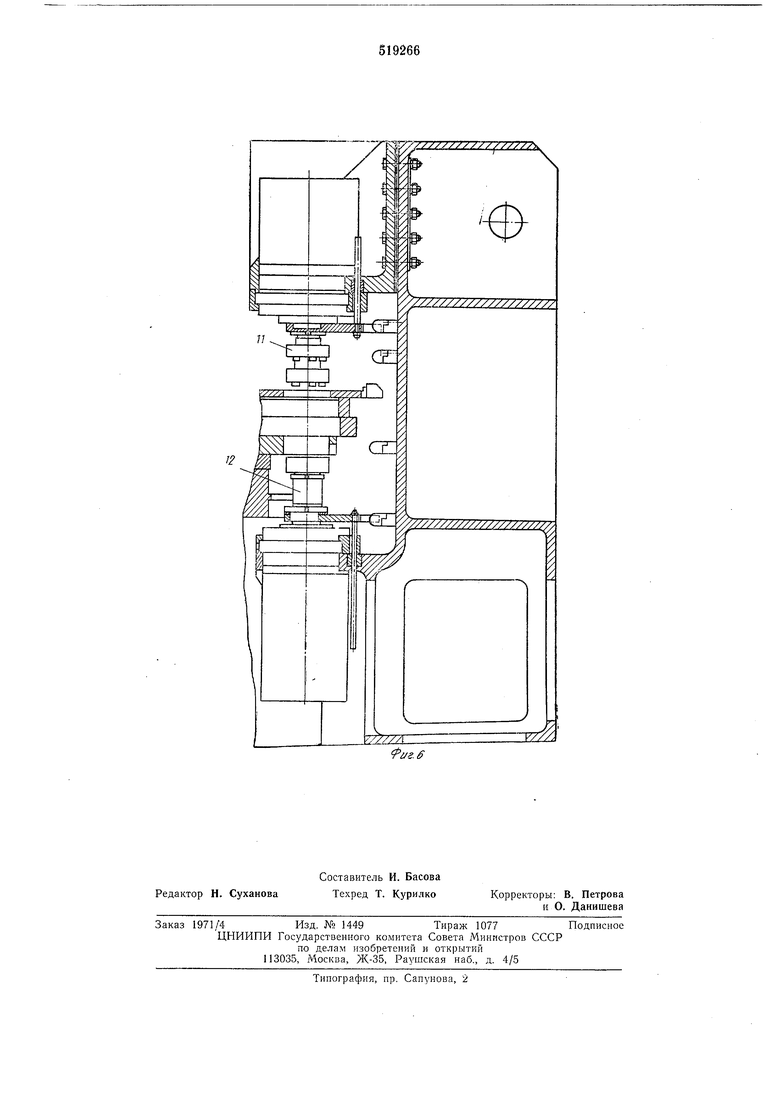
Па позиции IV толкатель 6 передвигает каретку 4 приспособления 3 так, чтобы освободить доступ к деталям расклепывающему гидроцилиндру 12, детали с установленными заклепками ири этом остаются на неподвижной плите приспособления 3.
На позиции V гидравлический упор 11 подводят к деталям до упора в головки заклепок, и гидроцилиндр 12 снизу производит расклепывание концов закленок. Затем шток гидроцилиндра 12, а также гидравлический упор И возвращают в исходное положение, и поворотный стол 2 передает детали на следующую иозицию.
На позиции Vr производят съем готового узла. Цикл закончен.
Станок обеспечивает как одинарную клепку, так и групповую, для чего количество гильз со штоками и разжимными губками устанавливают в механизме центрирования по количеству, соответствующему количеству расклепываемых заклепок, что обеспечивает автоматизацию процесса сборки и клепки и повыщает производительность.
Формула изобретения
Станок для сборки деталей и клепки, содержащий связанные с приводом и смонтированные на станине многопозиционный поворотный стол со сборочными приспособлениями, бункер, связанный соединительными трубками через отсекатели с механизмом центрирования заклепок, а также расклепывающий механизм, отличающийся тем, что, с целью повышения точности фиксации заклепки, упрощения конструкции и повышения производительности, механизм центрирования заклепок выполнен в виде закрепленных в корпусе станины гильз, несущих на одном из своих концов разжимные губки, центрирующие стержень заклепки, а также установленную концентрично гильзе с возможностью возвратно-поступательного перемещения конусную оправку, воздействующую на гзбки, при этом внутри гильзы смонтирован подпружиненный приводной толкатель, а конусные оправки соединены между собой подпружиненной траверсой, связанной с приводом станка через рычажную систему.
2. Станок по н. 1, отличающийся тем, что в гильзах выполнены отверстия, а во втулках - прорези, соединенные в трубками.
fUlJ
25
cin
.5
/г.б
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для сборки деталей и клепки | 1976 |
|
SU576153A1 |
| Станок для сборки узлов | 1977 |
|
SU677801A1 |
| Клепальный станок | 1975 |
|
SU526432A1 |
| Полуавтомат для клепки тормозных колодок | 1981 |
|
SU1165526A1 |
| Автомат для сборки тормозных колодок | 1981 |
|
SU979014A1 |
| Устройство для клепки | 1979 |
|
SU891199A1 |
| УСТРОЙСТВО ДЛЯ ЗАХВАТА И ПОДАЧИ ЗАКЛЕПОКВ РАБОЧУЮ ЗОНУ | 1972 |
|
SU423554A1 |
| Полуавтомат для клепки накладок к тормозным колодкам | 1977 |
|
SU740376A1 |
| Устройство для сборки деталей и клепки | 1984 |
|
SU1355429A1 |
| Автоматическая клепальная установка | 1979 |
|
SU895587A1 |