ную винтовую нарезку. Приспособление для регулирования толщины наносимого слоя талька выполнено в виде подвижных пластин, установленных на желобах.
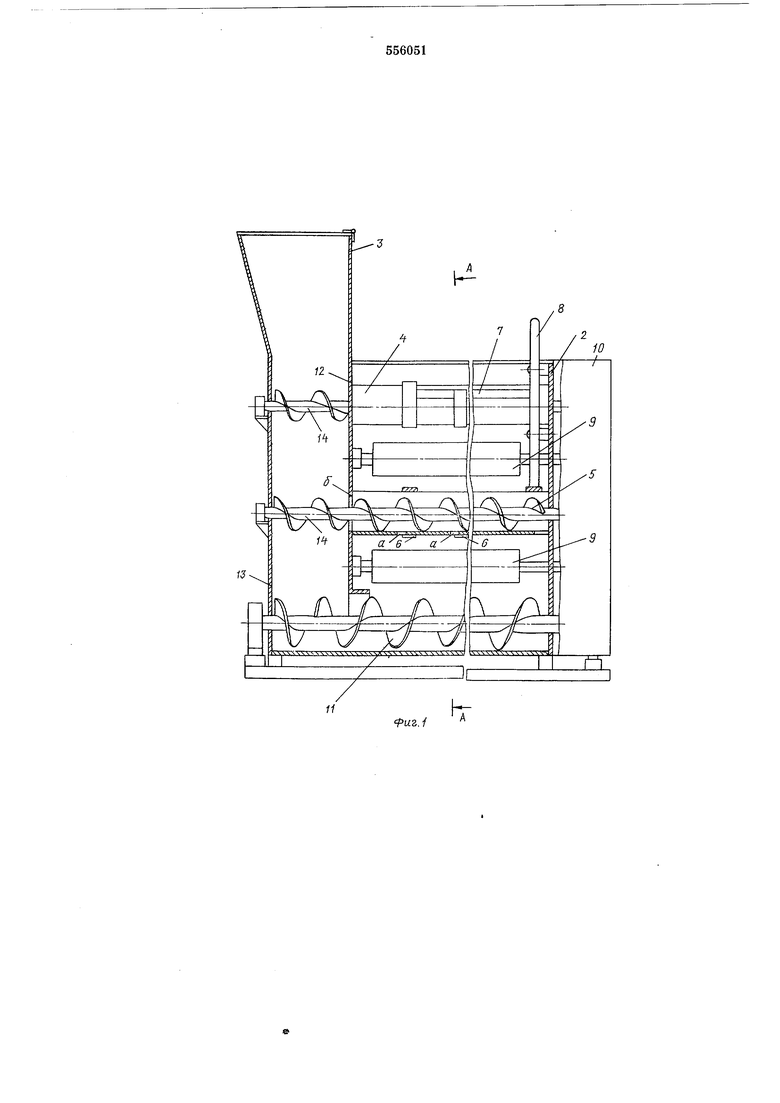
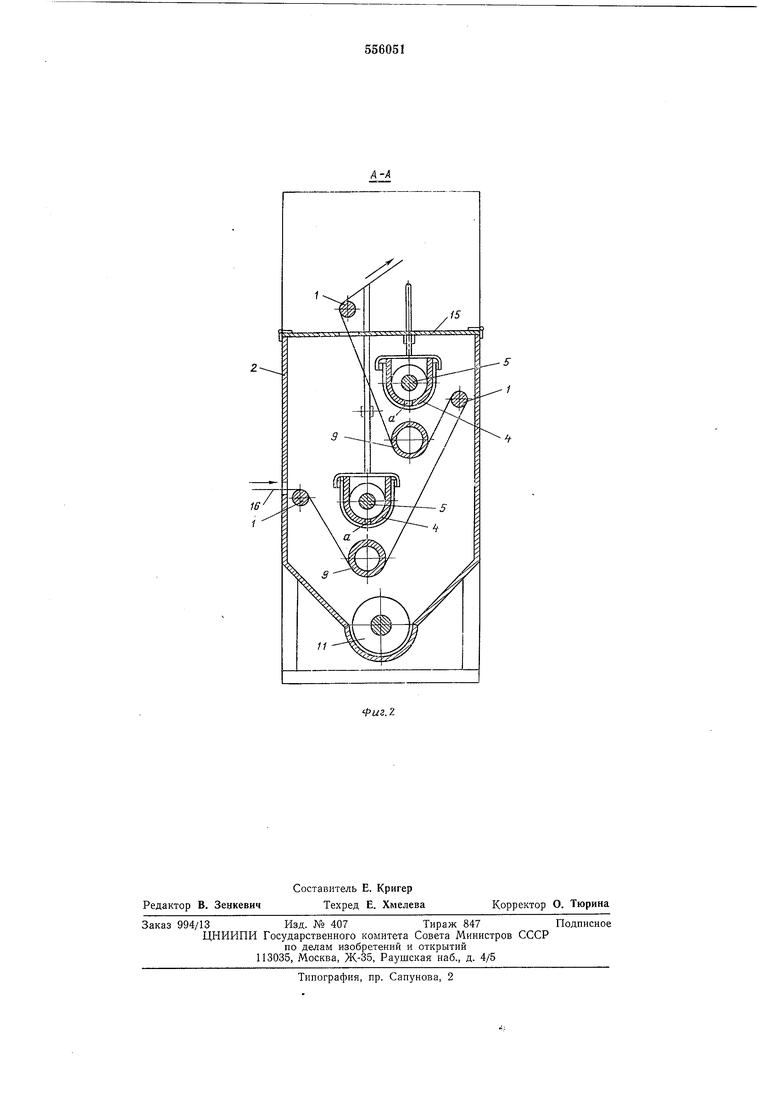
На фиг. 1 изображен общий вид устройства; на фиг. 2 - разрез по А--А на фиг. 1.
Устройство содержит направляющие ролики 1, смонтированные в корпусе 2 загрузочный бункер 3, приспособление для нанесения слоя талька в виде желобов 4 с установленными в них шнековыми питателями 5. Желоба 4 снабжены отверстиями а, которые перекрываются подвижными пластинами 6. Последние расположены с наружной стороны желобов и соединены через тяги 7 с рычагом 8 управления, одно плечо которого выведено наружу корпуса 2.
Под желобами 4 смонтированы приводные валки 9, кинематически связанные с приводом 10.
В нижней части корпуса 2 установлен винтовой конвейер И. В корпусе 2 расположена вертикальная стенка 12 с отверстиями б, отделяющая емкость загрузочного бункера 3 от желобов 4 и образующая угловой патрубок 13. В угловом патрубке 13 установлены винтовой конвейер 11 и проходящие через отверстия б концевые участки 14 шнековых питателей 5.
Шнековые питатели 5 и винтовой конвейер И имеют разнонаправленную винтовую нарезку. Для удобства заправки онудриваемого материала корпус 2 имеет шарнирно прикрепленные к нему крыщки 15.
Работа устройства осуществляется следующим образом.
Резиновая пластина 16 заправляется в устройство, огибая ролики 1 и валки 9. В загрузочный бункер 3 загружается тальк. При включении привода, резиновая пластина 16 проходит через опудривающее устройство, а щнековые питатели 5 и винтовой конвейер 11 получают вращение от привода 10. Питатели 5 при своем вращении подают тальк из бункера 3 на валки 9 через отверстия а в желобах 4. Отверстия в желобах 4 могут частично или полностью перекрываться пластинами 6 с помощью рычага 8, изменяя тем самым толщину наносимого слоя талька. При полном перекрывании отверстий а опудривание прекращается, а тальк из желобов 4 ссыпается вне зоны
огибаемых резиновой пластиной валков 9 через отверстие в желобах на винтовой конвейер 11. Прекращение опудривания на одном из валков 9 позволяет осуществлять кроме двухстороннего опудривания, одностороннее. Винтовой конвейер 11 транспортирует излишки талька к угловому патрубку 13, соединяющему винтовой конвейер 11 и концевые участки 14 питателей 5. В патрубке 13 тальк вытесняется винтовым конвейером 11 вверх к питателям 5. Таким образом излищки талька вновь подаются в желоба 4.
Формула изобретения
1.Устройство для опудривания резиновых изделий, например пластин, содержащее направляющие ролики, смонтированные в корпусе загрузочный бункер, приспособление для нанесения слоя талька в виде желобов с установленными в них шнековыми питателями и приспособление для регулирования толщины наносимого слоя талька, отличающееся тем, что, с целью опудривания тонких резиновых пластин, оно снабжено смонтированными под желобами приводными валками, а желоба снабжены на обращенных к приводным валкам поверхностях отверстиями.
2.Устройство по п. 1, отличающееся тем, что, с целью обеспечения циркуляции талька, оно снабжено установленным в нижней части корпуса винтовым конвейером и расположенной в корпусе вертикальной стенкой с отверстиями, отделяющей емкость загрузочного бункера от желобов и образующей угловой патрубок, в котором установлены винтовой конвейер и проходящие через отверстия в вертикальной стенке концевые участки шнековых питателей, имеющих разнонаправленную винтовую нарезку.
3.Устройство по п. 1, отличающееся тем, что приспособление для регулирования толщины наносимого слоя талька выполнено в виде подвижных пластин, установленных на желобах.
Источники информации, принятые во внимание при экспертизе:
1.Авт. св. № 34140, кл. В 29 И 21/06, 1933.
2.Авт. св. № 291806, кл. В 29 П 21/06, 1966 (прототип).
11
flLZ.i
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для опудривания пластин | 1977 |
|
SU627999A1 |
| Устройство для опудривания изделий | 1982 |
|
SU1090583A1 |
| УСТРОЙСТВО ДЛЯ НАГНЕТАНИЯ И ВАКУУМИРОВАНИЯ ВЯЗКОПЛАСТИЧНЫХ ПИЩЕВЫХ ПРОДУКТОВ | 1992 |
|
RU2035151C1 |
| Технологическая линия получения технического углерода термической деструкцией резиновой крошки использованных автомобильных шин с применением углекислого газа | 2023 |
|
RU2820182C1 |
| Линия для послеуборочной обработки репчатого лука | 1989 |
|
SU1718782A1 |
| СПОСОБ ТРАНСПОРТИРОВАНИЯ ГЛИНИСТОГО СЫРЬЯ И ВИНТОВОЙ КОНВЕЙЕР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2349525C2 |
| Устройство для мокрого измельчения продуктов | 1983 |
|
SU1143462A1 |
| Линия получения сферопластика (варианты) | 2017 |
|
RU2672739C1 |
| Устройство для непрерывного производства блоков пенопласта | 1975 |
|
SU537836A1 |
| ЛИНИЯ для РАЗДЕЛКИ КРАБОВ НА КОНСЕРВЫ | 1973 |
|
SU368844A1 |