Изобретение относится к технологическому оборудованию для получения композиционных материалов, в частности, для изготовления сферопластиков, и аналогичных им материалов, для, так называемых, синтактных материалов. Основу данных материалов составляют жидкие связующие типа эпоксидных, полиуретановых, фенольных и т.д. смол, в качестве наполнителя в которых используют полые стеклянные, керамические или полимерные микросферы. Сферопластики обладают высокой прочностью и низкой плотностью, и применяются в подводном оборудовании, сэндвич-композитах, упаковочных материалах, в аэрокосмической и автомобильной промышленности, в качестве теплоизоляционного покрытия внешних поверхностей труб. Так же сферопластики могут использоваться для получения катафотных красок на основе связующего и стеклянных шариков для разметки на дорогах.
Известен метод формирования синтактных материалов по международной заявке WO2006005119, В29С70/66, 2006. Способ получения синтаксической пены включает следующие этапы: подачу заданного количества составляющих материалов, их смешивание в смесителе. Указанные материалы включают полые микросферы, растворитель, связующее. Смеситель связан с разделителем, в котором происходит разделение на фазу, содержащую полые микросферы и фазу связующего. С помощью экструдера переносят фазу с микросферами в форму. Далее подают жидкость в сепаратор, отделяют материал с микросферами, сливают в резервуар избыточный растворитель или связующее. Недостатком является прерывистость процесса получения синтаксического материала.
Известен двухшнековый экструдер по патенту РФ на полезную модель №122330, В29С 47/40, 2012, содержащий корпус с загрузочным бункером. В корпусе размещены два шнека, имеющие возможность встречного вращения. Шнеки выполнены с винтовыми нарезками, разными в соответствующих четырех зонах. Первая зона является зоной загрузки, в ней шнеки имеют постоянные глубину и шаг нарезки. Вторая зона –зона сжатия и измельчения. В ней гребни винтовой нарезки шнека при постоянных шаге и глубине нарезки уменьшаются по ходу движения гранул обрабатываемого материала в 1,5 раза. Уменьшение гребней происходитза счет увеличения внутреннего и уменьшения наружного диаметров шнеков. Зазор между корпусом и шнеком составляет не более 0,5 диаметра гранул. В третьей зоне – зоне перемешивания и дегазации шнеки выполнены в виде двух винтовых кулачковэллипсоидного сечения с шагом, большим, чем в остальных зонах, и со смещением сечения на 90º на каждом шнеке. В этой зоне выполнен газоотвод, направленный в загрузочный бункер. В четвертой зоне – зоне гомогенизации глубина гребней винтовой нарезки шнека уменьшается в 1,2 раза за счет увеличения внутреннего и уменьшения наружного диаметров шнеков. Зазор между корпусом и шнеком составляет не более 0,1 диаметра гранул. Недостатком является разрушение гранул экструдируемого материала во второй зоне – зоне измельчения. В случае изготовления сферопластика раздавливание микросфер приводит к снижению качества получаемого материала, повышению его плотности, снижению стойкости к трещинообразованию и локальным нагрузкам.
В качестве ближайшего аналога для обоих вариантов заявляемому техническому решению выбран патент РФ на изобретение № 2187433, В29С 67/20, 2002 «Способ получения теплоизоляционного материала на основе синтактной пены». Для осуществления способа микросферы из емкости подают дозаторами в смесители. В смесители одновременно подают дозаторами из одной емкости первый реакционноспособный компонент связующего – эпоксидную смолу, из другой емкости – второй реакционоспособный компонент связующего – отвердитель аминного и/или амидного типов. В смесителях двухлопастных, или двухшнековых осуществляют смешение компонентов связующего с микросферами. По окончании процесса смешения первый и второй реакционноспособные компоненты соответственно дозаторами в заданном соотношении направляют в смеситель и осуществляют их совмещение. Недостатком является необходимость установки запорных элементов между дозаторами и смесительной головкой для обеспечения непрерывной работы установки. Необходимость ввода запорных и переключающих элементов приведет к усложнению работы систем управления, появлению импульсов давления, вероятности выхода из строя отдельных узлов, снижению надежности работы установки. Кроме того, не обеспечивается требуемое качество получаемого материал, в том числе и из-за того, что в запорных элементах происходит повреждение микросфер. Повреждение микросфер приводит к уплотнению материала, повышению его плотности, снижению его качества.
Технический результат заявляемого изобретения заключается в повышении качества получаемого сферопластика при обеспечении непрерывной работы линии получения данного композиционного материала.
Технический результат по первому варианту достигается за счет того, что в линии получения сферопластика (синтактного материала), содержащей хотя бы одну линию подачи микросфер, хотя бы одну линию связующего, хотя бы одну линию отвердителя, смесительное устройство линии связующего, смесительное устройство линии отвердителя, смесительную головку, согласно изобретению, линия подачи микросфер содержит емкость для микросфер и дозатор, связанные с расходными бункерами, которые связаны с системой вакуумирования, на линии связующего и линии отвердителя установлены дозирующие насосы, смесительные устройства линии связующего и линии отвердителя выполнены в виде двухшнековых смесителей, в которых взаимодействующие шнеки выполнены разнонаправленными, в точках взаимодействия шнеков расстояние между максимальным диаметром одного шнека и минимальным диаметром взаимодействующего с ним шнека, не менее трех максимальных диаметров микросфер, расстояние между шнеками и корпусом не менее трех диаметров микросфер, каждый шнек содержит зоны, в которых шаг витков каждой последующей шнековой зоны меньше шага витков предыдущей шнековой зоны.
Технический результат по второму варианту достигается за счет того, что согласно изобретению, линия подачи микросфер содержит емкость для микросфер и дозатор, связанные с расходными бункерами, которые связаны с системой вакуумирования, на линии связующего и линии отвердителя установлены дозирующие насосы, смесительные устройства линии связующего и линии отвердителя выполнены в виде двухшнековых смесителей, в которых взаимодействующие шнеки выполнены разнонаправленными, в точках взаимодействия шнеков расстояние между максимальным диаметром одного шнека и минимальным диаметром взаимодействующего с ним шнека, не менее трех максимальных диаметров микросфер, расстояние между шнеками и корпусом не менее трех диаметров микросфер, каждый шнек содержит зоны, в которых шаг витков каждой последующей шнековой зоны меньше шага витков предыдущей шнековой зоны, между шнековыми зонами расположены валковые участки, ротор смесительной головки снабжен радиальными рядами пластин, которые чередуются с радиальными рядами пластин статора смесительной головки.
Кроме того, линия получения сферопластика снабжена дополнительными смесителями линии подачи связующего и линии подачи отвердителя, связанными с вакуумирующим устройством.
Непрерывность работы как по первому, так и по второму варианту изобретения обеспечивается тем, что в заявляемой технологической линии основное дозирование компонентов получаемого материала происходит в основном при их загрузке в смесительные устройства. Для этого емкость для микросфер и дозатор связанны с расходными бункерами, которые связаны с системой вакуумирования, включающей в себя вакуумный насос и ресивер. Микросферы из общей емкости попадают в весовой дозатор, и далее перегружаются в расходные бункеры под действием разряжения. При этом обеспечивается дозированная подача микросфер, как в бункеры, так и в смесительные устройства, и обеспечивается сохранение их целостности при транспортировке к расходным бункерам. Дозированная подача связующего и отвердителя в смесительные устройства обеспечивается тем, что на линии подачи связующего и линии подачи отвердителя установлены дозирующие насосы. За счет дозированной подачи в смесительные устройства всех компонентов, включая микросферы, исключается необходимость остановки процесса производства сферопластика для загрузки компонентов и для переключения линий их подачи в конечное смесительное устройство – смесительную головку.
Повышение качества получаемого синтактного материала происходит за счет снижения количества микросфер, разрушаемых в процессе перемешивания. В обоих вариантах заявляемого изобретения это достигается тем, что смесительные устройства выполнены в виде двухшнековых смесителей, в которых расстояние между максимальным диаметром одного шнека и минимальным диаметром другого, взаимодействующего с ним шнека, в зоне их контакта составляет не менее трех диаметров микросфер. Расстояние между шнеками и корпусом не менее трех диаметров микросфер. Такие технологические зазоры в зонах контакта шнеков между максимальным диаметром одного шнека и минимальным диаметром второго шнека и между внутренней поверхностью корпуса и поверхностью шнека предотвращают образование затора внутри смесителя и исключают вероятность разрушения микросфер.
Из-за высокой вязкости компонентов, содержащих полые включения, при смешивании в смесительных устройствах могут возникать большие сдвиговые усилия, вызывающие разрушение микросфер. В результате их разрушения получаемый материал уплотняется, повышается его плотность, снижается качество сферопластика. Применение в обоих вариантах изобретений предлагаемой конструкции двухшнековых смесительных устройств предотвращает разрушение микросфер во время их смешивания с отвердителем или связующим. Взаимодействующие шнеки выполнены разнонаправленными. За счет того, что вращение шнеков происходит в разные стороны, предотвращается налипание на них вязкого материала, т.к., при разнонаправленном движении шнеков происходит их взаимная очистка. В обоих вариантах каждый шнек содержит зоны, в которых шаг витков каждой последующей шнековой зоны меньше шага витков предыдущей шнековой зоны. Это позволяет последним по ходу движения материала шнековым зонам, выполнять функции напорных зон, обеспечивая тем самым послойное сдвигание вязких масс материала, их перемешивание и подачу в направлении смесительной головки. Во втором варианте между шнековыми зонами расположены валковые участки, на которых линейное перемещение материала меняется на вращательное, на валках происходит смешивание потоков с обоих шнеков предыдущей шнековой зоны. Во втором варианте смесительная головка выполнена активной, содержащей ротор и статор. Конструкция смесительной головки также обеспечивает послойное смещение материала при качественном перемешивании компонентов, поступающих с двух смесителей. Ротор смесительной головки снабжен радиальными рядами пластин, которые чередуются с радиальными рядами пластин статора смесительной головки. Это позволяет менять направление потока массы от осевого до окружного. Смесительная головка является низкооборотной, и при низких окружных скоростях ротора такое разнонаправленное движение вязкого материала исключает ударные нагрузки, но позволяет качественно перемешать предкомпоненты. Микросферы находясь в жидкой, вязкой среде, сохраняют целостность, при этом исключается повышение плотности массы, в результате чего обеспечивается высокое качество получаемого сферопластика.
Таким образом, предложенные в обоих вариантах конструкции устройств позволяет повысить качество получаемого материала за счет тщательного перемешивания материалов и за счет снижения количества разрушенных сфер.
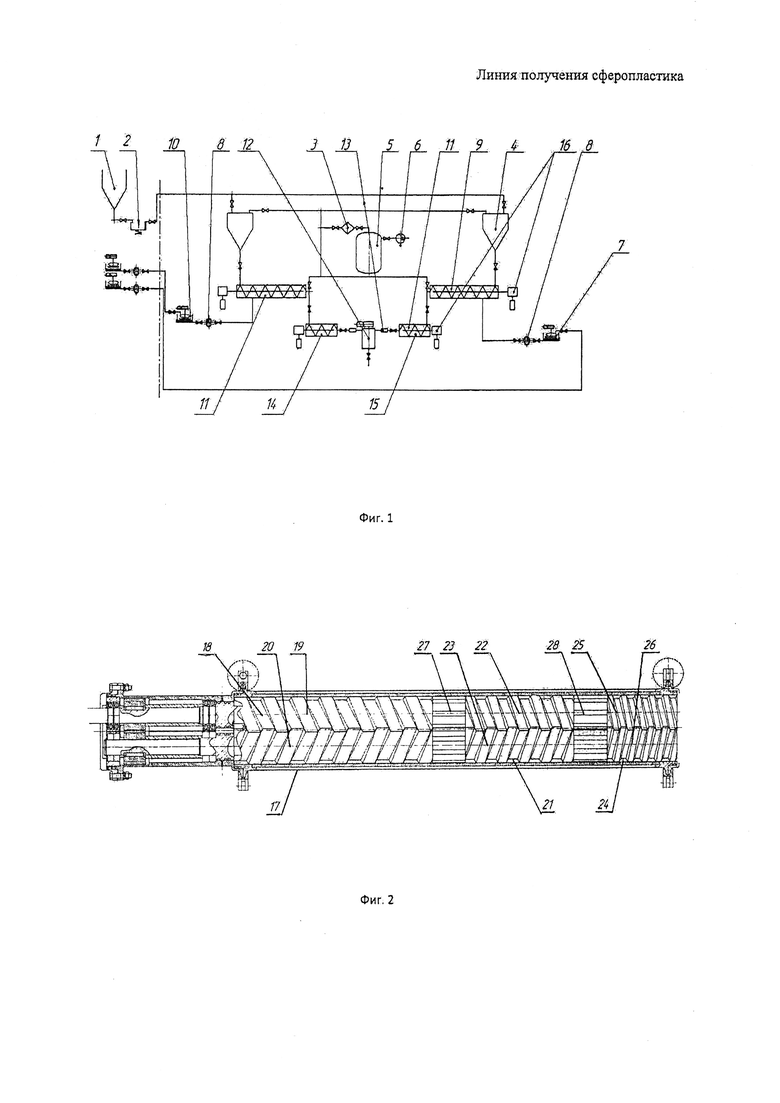
На фигуре 1 схематично представлена линия получения сферопластика.
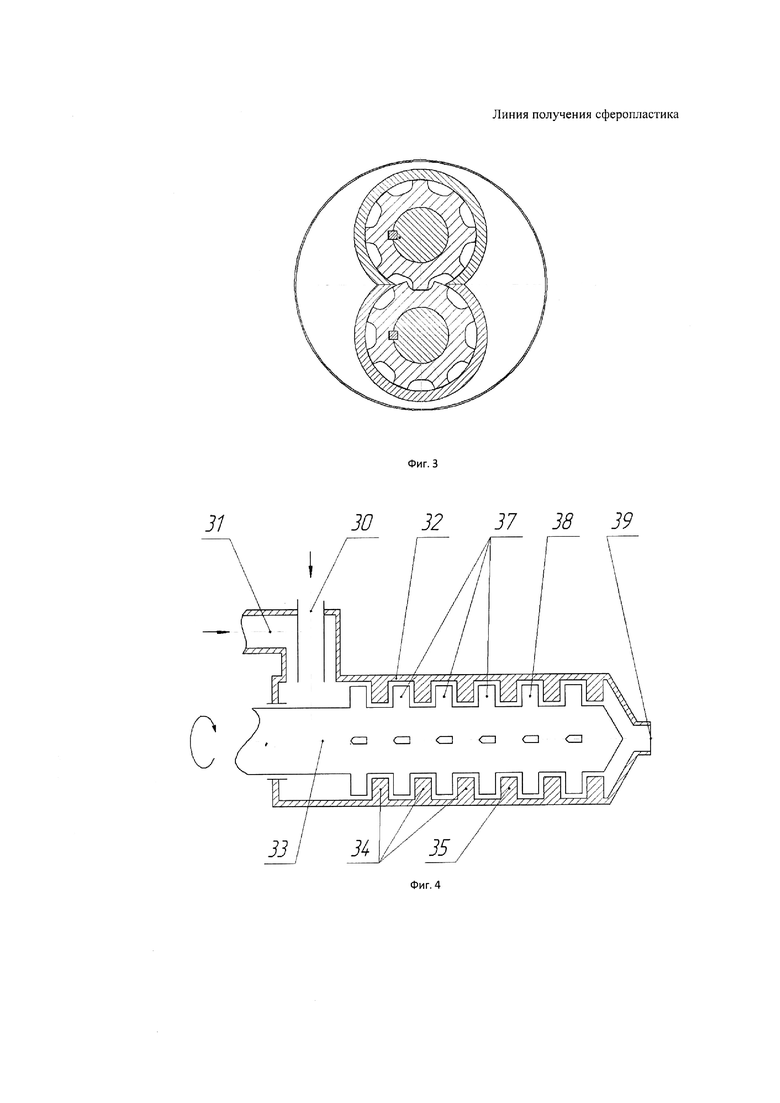
На фигуре 2 представлен двушнековый смеситель.
На фигуре 3 представлен поперечный разрез двушнекового смесителя.
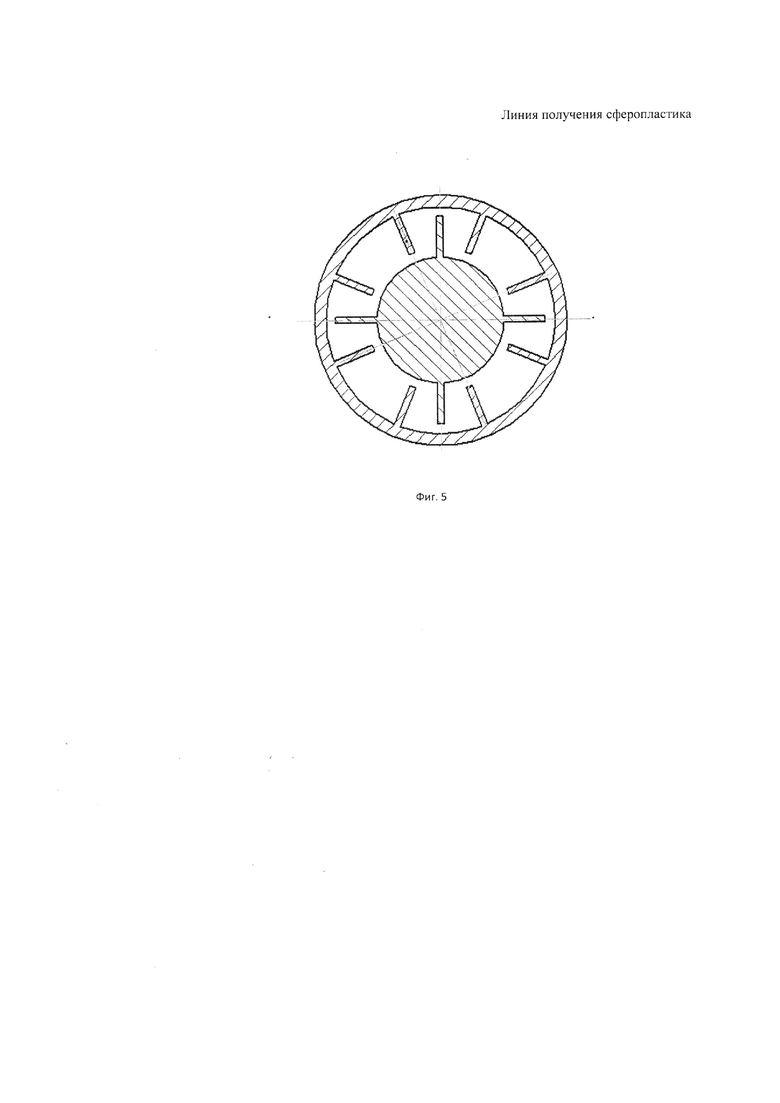
На фигуре 4 представлен продольный разрез смесительной головки.
На фигуре 5 представлен поперечный разрез смесительной головки.
Линия получения сферопластика содержит линию подачи микросфер, в которую входят емкость 1 для микросфер, весовой дозатор 2, фильтр 3, расходные бункеры 4, ресивер 5, вакуумный насос 6. Линия подачи связующего содержит источник подачи связующего 7, дозирующий насос 8, смесительное устройство в виде двухшнекового смесителя 9. Линия подачи отвердителя содержит источник подачи отвердителя 10, дозирующий насос 8, смесительное устройство в виде двухшнекового смесителя 11. Двухшнековые смесители 9 и 11 связаны линией подачи с конечным смесителем – смесительной головкой 12. На линии подачи установлены расходомеры 13, и могут быть установлены дополнительные смесители 14 и 15, связанные с ресивером 5 и вакуумным насосом 6. Все смесители снабжены приводами 16.
Двухшнековые смесители 9 и 11 содержат корпус 17, зону подачи компонентов и зону предварительного перемешивания 18 со шнеками 19, 20 выполненными в виде длинномерных, разнонаправленных винтов, с параллельным расположением продольных осей и входящих в зацепление друг с другом. Длинномерные шнеки 19 и 20 могут быть цельными, выполненными с образованием зон, отличных друг от друга. Шнеки 19 и 20 могут быть выполнены наборными, на общем длинномерном валу могут быть размещены секции, образующие зоны шнека. Оба шнека каждого смесителя в обоих вариантах содержат участок подачи компонентов, участок перемешивания, напорный участок. Для первого варианта данные участки образованы следующими зонами зоной подачи сыпучего и жидкого компонента 18 , зоной перемешивания со шнековыми элементами 19 и 20, выполненными с встречным направлением витков, второй шнековой зоной 21 содержащей шнеки 22, 23, выполненные подобно шнекам 19, 20, но с меньшим шагом витков, чем у шнеков 19 и 20. Третья шнековая зона 24 содержит шнеки 25, 26, выполненные подобно шнекам 22, 23, но с меньшим шагом витков, чем у шнеков 22 и 23. Для второго варианта участок подачи компонентов, участок перемешивания, напорный участок так же образованы зоной 18 со шнеками 19 и 20, зоной 21 со шнеками 22 и 23, зоной 24 со шнеками 25 и 26. Но в отличие от первого варианта между шнековыми зонами расположены валковые участки 27 и 28. Между зонами 18 и 21 расположен валковый участок 27, между зонами 21 и 24 установлен валковый участок 28. Валковые участки 27 и 28 содержат валы оси которых расположены параллельно друг другу, поверхность валов на данных участках имеет зубчатые выступы. Но валы установлены таким образом по отношению друг к другу, что зубчатые выступы одного вала не входят в зацепление с зубчатыми выступами второго вала. В линии получения сферопластика, выполненной по второму варианту смесительная головка 12 является низкооборотной смесительной головкой. Смесительная головка 12 по второму варианту содержит: патрубки ввода компонентов 30 и 31, статор 32, ротор 33, выходное отверстие 39. На статоре 32 выполнены радиальные ряды 34 пластин 35. На роторе 33 выполнены радиальные ряды 37 пластин 38.
Линия получения сферопластика работает следующим образом.
Керамические, стеклянные, полимерные микросферы подают из емкости 1 на весовой дозатор 2, отмеряют их необходимое количество. Далее с помощью вакуумной системы, состоящей из вакуум-ресивера 5, системы фильтров 3 и вакуумного насоса 6 перемещают микросферы в расходные бункеры 4. Перемещение микросфер происходит по «принципу пылесоса». Для получения сферопластика используют керамические, стеклянные или полимерные полые микросферы. Размеры микросфер могут находиться в пределах от 10 до 2000 мкм. Из одного бункера 4 микросферы подают в смесительное устройство в виде двухшнекового смесителя 11, из линии подачи отвердителя в смеситель 11 подают отвердитель. Из второго бункера 4 микросферы подают в двухшнековый смеситель 9, из линии подачи связующего в него подают смолу. В магистралях обоих предкомпонентов происходят аналогичные процессы. Материал, получаемый введением микросфер в смолу или отвердитель имеет низкую плотность от 0,4 до 0,8 г/см3, высокую вязкость, которая делает этот материал очень липким. Стандартные мешалки, где при перемешивании используется гравитационный фактор, малоэффективны, т.к., материал налипает на элементы мешалки. Поэтому для перемешивания микросфер с каждым из предкомпонентов используют самоочищающиеся смесители с двумя шнеками, имеющими разнонаправленное вращение. Продольные оси шнеков параллельны. В результате взаимодействия шнеков друг с другом происходит снятие с них налипающего материала, их самоочищение с послойным выдавливанием материала из межвиткового пространства. Перемещение компонентов вдоль шнека происходит посредством послойного сдвига материалов в замкнутом пространстве. Расходные характеристики экструдера определяются объемом межвиткового пространства выходной пары шнеков умноженном на число оборотов в единицу времени. На вход смесителя, в первую зону 18 смесителя 9 или 11 подают микросферы. До введения жидкого компонента шнеки 19 и 20 выполняют функцию винтового конвейера. Далее при помощи дозирующих насосов 8 в первую зону 18 подают жидкий компонент – смолу или отвердитель. В этой зоне шнеки 19 и 20 имеют максимальный шаг, объем заполнения материалом межвиткового пространства в данной зоне не превышает 30%. Это значение зависит от плотности получаемого материала и определяется исходя из условия, что объем межвиткового пространства выходной пары шнеков зоны 24 должен быть заполнен на 100%, что обеспечивает получение необходимых расходных характеристик. В зоне 18 идет предварительное перемешивание компонентов. Во всех шнековых зонах экструдера 18, 21, 24 имеется технологический зазор между корпусом и максимальным диаметром шнека, который расположен в данной части корпуса, и между максимальным диаметром одного шнека и минимальным диаметром соседнего шнека. Данный зазор устанавливают во избежание образования затора при транспортировке сухих микросфер и при их дальнейшем перемешивании с жидким компонентом. Это исключает вероятность разрушения микросфер. Величина зазора определяется тремя максимальными диаметрами микросфер. Во втором варианте изобретения после первой зоны 18, в которой происходит предварительное перемешивание и поступательное перемещение материала путем последовательного сдвига его слоев, смесь жидкого материала с микросферами попадает на валковый участок перемешивания 27. За счет того, что валковые участки 27, 28 смесителей 9, 11 имеют необходимые технологические зазоры между зубчатыми поверхностями насадок валов, микросферы не раздавливаются. В зоне 27 потоки с двух шнеков 19 и 20 соединяются и интенсивно перемешиваются. Во избежание разрушения микросфер зазор между максимальным и минимальным диаметром взаимодействующих валков составляет 2 мм. Далее в обоих вариантах движение массы предкомпонента, наполненного микросферами происходит в следующей двухшнековой зоне 21, в которой так же происходит самоочистка шнеков и сдвиг слоев массы материала. В зоне 21 шаг шнеков меньше, чем в зоне 18. Заполнение материалом объема зоны 21 составляет 75%. После зоны 21 во втором варианте потоки с двух шнеков 22 и 23 поступают в следующую валковую зону 28, аналогичную зоне 27, где происходит их интенсивное перемешивание. В последней шнековой зоне 24 шаг шнеков минимальный, заполнение материалом объема зоны 21 составляет 100%. Зоны 21 и 24 являются напорными зонами.
При наличии повышенных требований к получаемому сферопластику по отсутствию пористости, на обеих магистралях устанавливают дополнительные смесители 14 и 15. Данные смесители связаны с ресивером 5 и вакуумным насосом 6. Конструкция дополнительных смесителей сходна с конструкцией смесителей 9 и 11, но в них отсутствует зона 18, в которой происходит предварительное перемешивание компонентов. Из массы, поступающей в дополнительные смесители 14 и 15 с помощью вакуумного насоса 6 отсасывают воздух для удаления пузырей, образующих после застывания пористую структуру материала.
Далее массы под необходимым избыточным давлением, например, в 4-6 Атм., поступают в смесительную головку 12. На входе в неё для контроля поступающих потоков установлены расходомеры 13. Для контроля высоковязких, разнофазных составов используют кориолисовы расходомеры, которые с высокой точностью, с погрешностью менее 1%, одновременно контролируют плотность проходящего состава, давление и температуру в потоке. Система управления технологическим процессом, используя данные расходомера 13, в режиме постоянного непрерывного контроля параметров, управляет расходом дозаторов расходных бункеров 4 для получения предкомпонентов заданной плотности и с необходимым расходом. Соотношение подачи предкомпонентов– связующего, смешанного с микросферами и отвердителя, смешанного с микросферами задается системой управления согласно рецептуре получаемого материала. В смесительную головку 13 в зону перемешивания предкомоненты подают через коаксиальные патрубки. По второму варианту изобретения статор 32 смесительной головки 13 имеет радиальные ряды 34 пластин 35. Ротор 33 смесительной головки 13 так же имеет радиальные ряды 37 пластин 38. С помощью данных пластин при вращении ротора 33 меняется направление движения потоков масс от осевого до окружного. Такое разнонаправленное движение обеспечивает так же послойное смещение материалов, что приводит к качественному перемешиванию предкомпонентов при низких окружных скоростях ротора, например 30-60 оборотов/мин. Микросферы при таких скоростях не подвергаются ударной нагрузке, находясь в жидкой вязкой среде. Микросферы сохраняют целостность, за счет чего процесс получения сферопластика не приводит к повышению плотности из-за частичного разрушения микросфер. Использование линии получения сферопластика позволяет снизить плотность получаемого материала за счет существенного снижения поврежденных микросфер, повысить качество получаемого сферопластика. Кроме того, упрощение конструктивного исполнения линии, снижение количества запорных элементов позволяет повысить надежность её работы. Надежность работы линии и её долговечность так же обеспечивается постоянным режимом работы исполнительных механизмов, отсутствием необходимости многократных включений приводов.
Таким образом, заявляемое изобретение позволяет повысить качество получаемого сферопластика при обеспечении непрерывности работы линии получения данного композиционного материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия получения сферопластика | 2019 |
|
RU2710621C1 |
| Способ получения и нанесения сферопластика на трубы и устройство для его производства непрерывно циклическим способом. | 2020 |
|
RU2770942C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛОИЗОЛЯЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ СИНТАКТНОЙ ПЕНЫ, ТЕПЛОИЗОЛИРОВАННАЯ ТРУБА И СПОСОБ НАНЕСЕНИЯ ТЕПЛОИЗОЛЯЦИОННОГО ПОКРЫТИЯ НА ВНЕШНЮЮ ПОВЕРХНОСТЬ ТРУБЫ | 1999 |
|
RU2187433C2 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ПОЛУЧЕНИЯ НАТРИЕВОЙ СОЛИ КАРБОКСИМЕТИЛЦЕЛЛЮЛОЗЫ | 2007 |
|
RU2356910C1 |
| СПОСОБ ПОДГОТОВКИ ШИХТЫ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛОГРАНУЛЯТА ДЛЯ ПЕНОСТЕКЛА | 2012 |
|
RU2491234C1 |
| УСТРОЙСТВО ДЛЯ ВНЕСЕНИЯ ДОБАВОК В СУХИЕ КОРМА | 2013 |
|
RU2547467C1 |
| Линия приготовления гранулита | 2023 |
|
RU2825232C1 |
| Способ получения изделий сложной формы на основе углеродных синтактных пеноматериалов и установка для осуществления способа | 2017 |
|
RU2665775C1 |
| Способ изготовления вспененного сшитого полиэтилена или сополимеров этилена | 2022 |
|
RU2790692C1 |
| СПОСОБ СМЕШЕНИЯ ГОРЮЧЕГО ПОРОШКА С РАСПЛАВОМ ПОЛИМЕРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2068291C1 |
Изобретение относится к получению сферопластиков. Повышение качества получаемого сферопластика при обеспечении непрерывности работы линии получения данного композиционного материала достигается за счет того, что линия подачи микросфер содержит емкость для микросфер и дозатор, связанные с расходными бункерами, которые связаны с ресивером с вакуумным насосом. На линии связующего и линии отвердителя установлены дозирующие насосы. Смесительные устройства линии связующего и линии отвердителя выполнены в виде двухшнековых смесителей, в которых расстояние между максимальным диаметром одного шнека и минимальным диаметром другого шнека не менее трех диаметров микросфер. Расстояние между шнеками и корпусом не менее трех диаметров микросфер. В одном из вариантов каждый смеситель содержит шнековые зоны, чередующиеся с валковыми зонами. Каждая пара шнеков смесителя имеет разный шаг, с уменьшением его в сторону выходных шнеков. Ротор смесительной головки снабжен радиальными рядами пластин, которые чередуются с радиальными рядами пластин статора смесительной головки. Техническим результатом изобретения является повышение качества получаемого сферопластика. 2 н. и 2 з.п. ф-лы, 5 ил.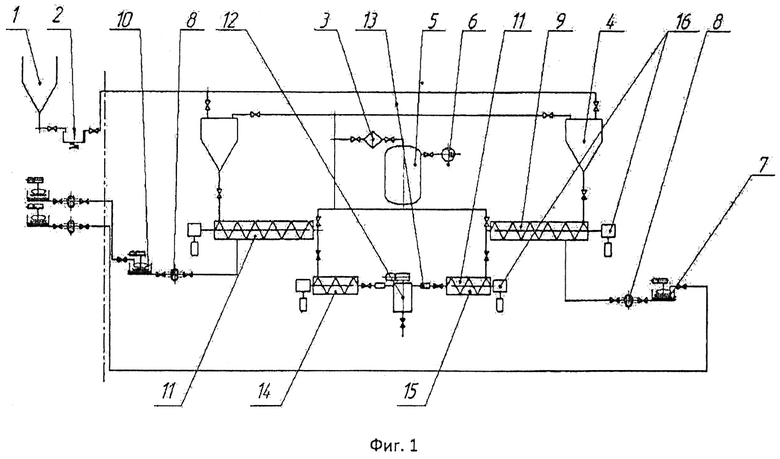
1. Линия получения сферопластика, содержащая хотя бы одну линию подачи микросфер, хотя бы одну линию связующего, хотя бы одну линию отвердителя, смесительное устройство линии связующего, смесительное устройство линии отвердителя, смесительную головку, отличающаяся тем, что линия подачи микросфер содержит емкость для микросфер и дозатор, связанные с расходными бункерами, которые связаны с системой вакуумирования, на линии связующего и линии отвердителя установлены дозирующие насосы, смесительные устройства линии связующего и линии отвердителя выполнены в виде двухшнековых смесителей, в которых взаимодействующие шнеки выполнены разнонаправленными, в точках взаимодействия шнеков расстояние между максимальным диаметром одного шнека и минимальным диаметром взаимодействующего с ним шнека не менее трех максимальных диаметров микросфер, расстояние между шнеками и корпусом не менее трех диаметров микросфер, каждый шнек содержит зоны, в которых шаг витков каждой последующей шнековой зоны меньше шага витков предыдущей шнековой зоны.
2. Линия получения сферопластика по п.1, которая снабжена дополнительными смесителями линии связующего и линии отвердителя, связанными с вакуумирующим устройством.
3. Линия получения сферопластика, содержащая хотя бы одну линию подачи микросфер, хотя бы одну линию связующего, хотя бы одну линию отвердителя, смесительное устройство линии связующего, смесительное устройство линии отвердителя, смесительную головку, отличающаяся тем, что линия подачи микросфер содержит емкость для микросфер и дозатор, связанные с расходными бункерами, которые связаны с системой вакуумирования, на линии связующего и линии отвердителя установлены дозирующие насосы, смесительные устройства линии связующего и линии отвердителя выполнены в виде двухшнековых смесителей, в которых взаимодействующие шнеки выполнены разнонаправленными, в точках взаимодействия шнеков расстояние между максимальным диаметром одного шнека и минимальным диаметром взаимодействующего с ним шнека не менее трех максимальных диаметров микросфер, расстояние между шнеками и корпусом не менее трех диаметров микросфер, каждый шнек содержит зоны, в которых шаг витков каждой последующей шнековой зоны меньше шага витков предыдущей шнековой зоны, между шнековыми зонами расположены валковые участки, ротор смесительной головки снабжен радиальными рядами пластин, которые чередуются с радиальными рядами пластин статора смесительной головки.
4. Линия получения сферопластика по п.3, которая снабжена дополнительными смесителями линии связующего и линии отвердителя, связанными с вакуумирующим устройством.
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛОИЗОЛЯЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ СИНТАКТНОЙ ПЕНЫ, ТЕПЛОИЗОЛИРОВАННАЯ ТРУБА И СПОСОБ НАНЕСЕНИЯ ТЕПЛОИЗОЛЯЦИОННОГО ПОКРЫТИЯ НА ВНЕШНЮЮ ПОВЕРХНОСТЬ ТРУБЫ | 1999 |
|
RU2187433C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПОЛОЖЕНИЯ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ В ПЛАНЕ В КРУГОВЫХ КРИВЫХ | 1990 |
|
RU2030505C1 |
| FR 2927275 A1, 14.08.2009 | |||
| Способ определения модуля упругости покрытий | 1958 |
|
SU122330A1 |

