(54) СТАН ПОПЕРЕЧЬ1Ъ-ВИНТОВОЙ ПРОКАТКИ
центроватапем, аа которым на расстоянии от клетИ| меньшим минимальной длины тру-ч бы, размешен механизм вращения трубы, выполненный в виде трех приводных консольных роликов, ось верхнего из которых составляет с горизонтальной плоскостью угол 25- 6О°, а с вертикальной - 14-45°.
Такое конструктивное выполнение стана поперечн1 -винтовой прокатки обеспечит повышение выхода годных термоупрочненных труб и повышает производительность за счет того, что трубы при помощи транспортирующего устройства вращаются и одновременно перемещаются в осевом направлении. В данном случае условия охлаждения переднего и заднего концов трубы, т. е. по всей длине одинаковы, и внутренняя структура металла однородна. Это достигается за счет того, что при помощи устройства для принудите-пьного вращательно-поступатапьного перемещения обеспечивают оптимальные окружные и линейные скорости трубе, на ;одящейся в закалочном устройстве после выхода из рабочей клети, равные или близкие соответствующим скоростям рабочей клети стана.
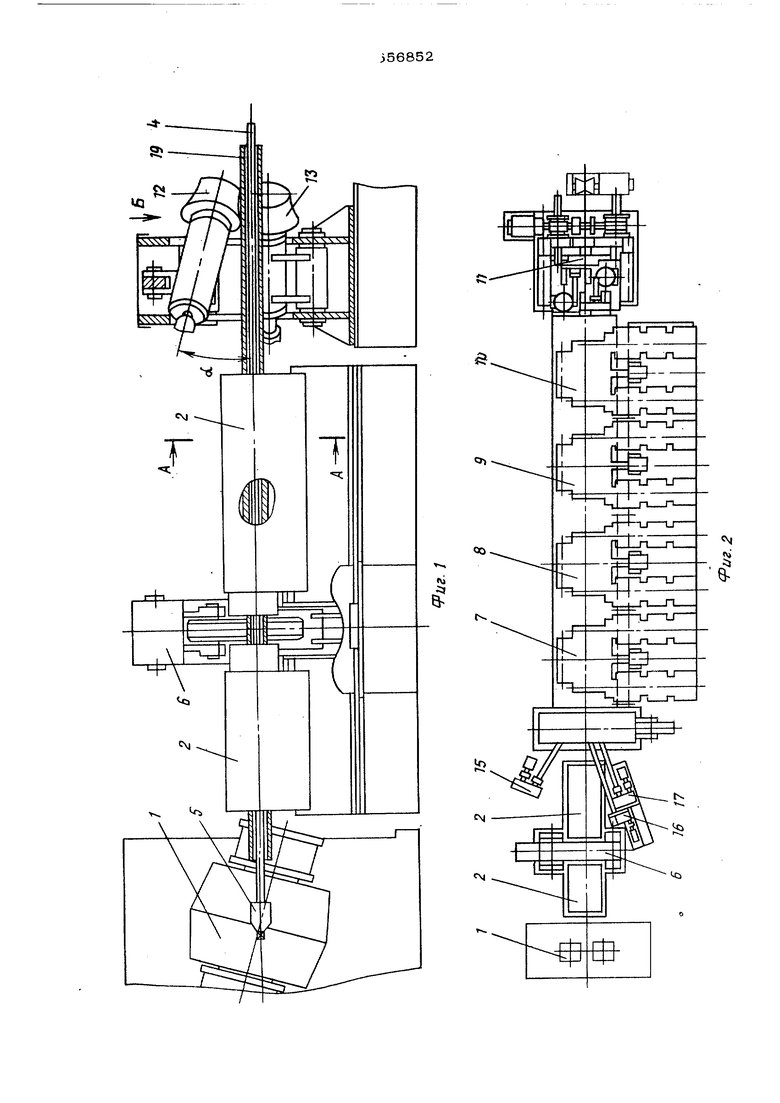
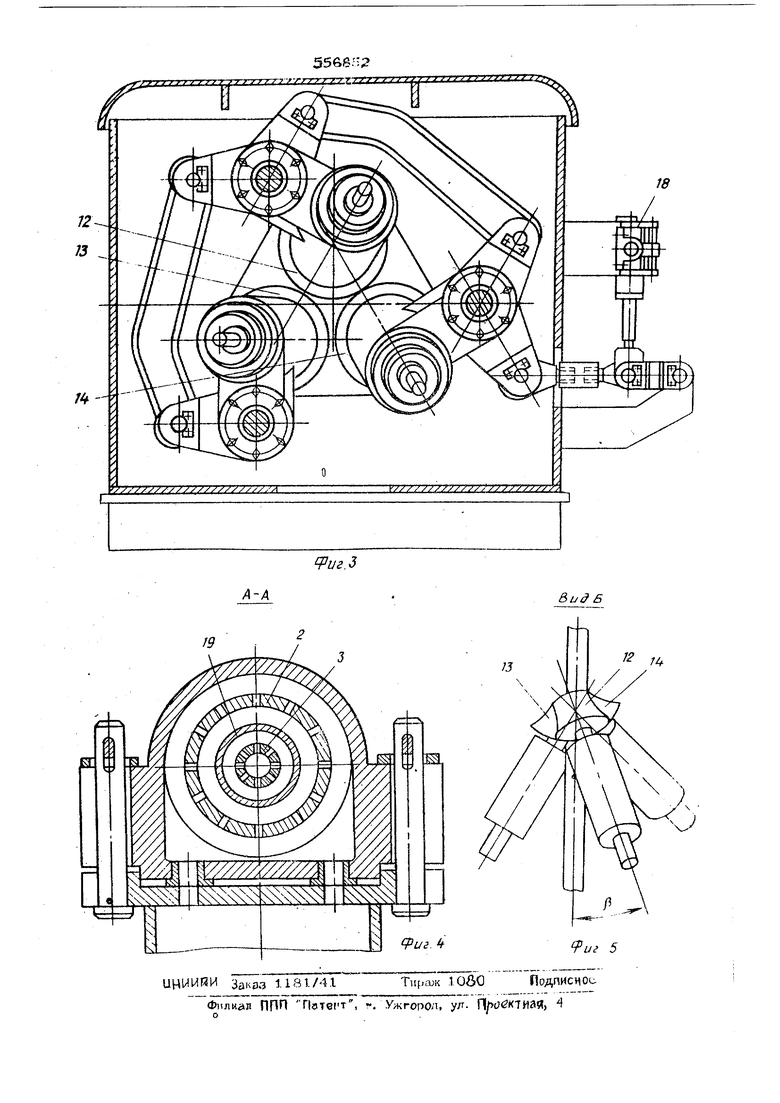
На фиг, 1 изобралсен стан поперечновинтовой прокатки, общий вид; на фиг. 2 то же, вид в плане; на фиг, 3 - устройство для принудительного вращательно-j поступательного перемещения; на фиг1 4-сечоние Л-А на фиг. Ij на фиг. 5 - вид Б
фТ1Г. 1.
Стан поперочно-винтовой прокатки содержит рабочую клеть 1, наружный спрейер2 установленный за клетью стана, внутренний спрейер 3 со стержнем 4 для удержания оправки 5, центроБат&ли 6, 7, 8, 9, Ю, упорно - регулировочный механизм 11 и механизм для принудительного вращательно поступательного перемещения трубы, который устано&лен непосредственно за наружным спрейером на расстоянии, меньи:ем минимальной дпшы трубы от рабочей слети.
Центрователь 6, ближайший к клети, представляет собой механизм, состоящий на станины и укрепленной на ней системы ио трех. сир хронно сводшцихся и разводящихся роликов. Центр ователь уста(овлен в разрыве между двумя частями наружного спрейера 2. Это позволяет уменьшить деформацию стержня с оправкой в очаге деформации и ограничить биение стержня и трубы о внутреннюю стенку спрейера, Einaгодаря этому улучшается качество выпускаемых груб.
Механизм для принудительного враща- тельно- поступательного гюремещения вы-
поянен в виде трех приводных консольно расположенных в пространстве роликов 12, 13 и 14 с приводами 15, 16, 17, причем ось верхнего ролика 12 состаы1яет с гор№зонтальной плоскостью угол 25-6О , а с вертикальной плоскостью 15-45 . Ролики 12, 13, 14 сводятся на трубу и разводиться синхронно общим приводом 18.
Устройство работает следующим образом.
Прокатанная в клети 1 труба 19 передним концом поступает в наружный спрейер 2, где происходит ее охлаждение как сна-i ружи спрейером 2, так и изнутри спрей& ром 3. При этом труба, вращаясь, перемещается по оси прокатки со скоростью прокатки.
Биение трубы о внутреннюю стенку спрейера ограничивается центрователем 6, установленным в непосредственной близости от клети в наружный спрейер 2. При выходе заднего ко1ща трубы 19, из рабочей клети
Iпередний конец ее, уже термообработанный, находится в зоне ро-ликов 12, 13, 14. Ролики 12, 13, 14, вращаемые приводами 15, 16, 17, сводятся на трубу приводом 18, вращают и перемещают ее по оси прокатки со скоростью, равной или близкой к скорости прокатки, обеспечивая однородность структуры металла при термообработке до выхода задЕШГо конца из зоны спрейеров 2 и 3, Затем ролики разводятся, освобождая трубу и послед шя выдается за упорно-регулировочный механизм
IIпри помощи роликов центрователей 7, 8, 9, 10.
Стан поперечно-винтовой прокатки по сравнению с лучщими образцами аналогичного обрудования позволяет повысить выход годных термоупрочненных труб.
Устройство позволяет таюке повысить производительность за счет одновременно|ГО вращения и перемещения трубы через снрейер в нроцессе термообработки.
Формула изобретения
Стан поперечно-винтовой прокатки, содержащий рабочую клеть, установленный за нею нар}жный снрейор, оправочный сте жень с внутрен1П1м спрейером, центрэватели и механизм вращения трубы, о т л и- чающийся тем, что, с допью повыщения выхода годных термоунрочненных труб, наружный спрейер совмещен с ближайшим к клети центрователим, за которым, на расстоянии от клети, меньшем (И1шмаль556852
б6
|ной длины трубы, размещен механизм а-Источники информации, принятые во внишения трубы, выаопненный в вида трех при-мание при экспертизе:
водных консольных роликов, ось верхнего1. Авторское свидетельство
из которых составляет с горизонтальнойNO 395456, С 21D 9/08, 1970 г.
плоскостью уг.ол 25-60°, а с вертикаль-g 2. Авторское свидетельство
ной - 15-45°.rh 382697, С 21 1)1/02, 1971 г.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для установки оправки в стане | 1977 |
|
SU662172A1 |
| Стан поперечно-винтовой прокатки | 1983 |
|
SU1224072A1 |
| Стан поперечно-винтовой прокатки труб | 1977 |
|
SU737034A1 |
| Рабочая клеть косовалкового короткооправочного стана | 1977 |
|
SU740315A1 |
| ЦЕНТРОВАТЕЛЬ | 2014 |
|
RU2562587C1 |
| Задний стол прошивного стана | 1978 |
|
SU749468A1 |
| Стан поперечной прокатки полых профильных изделий | 1985 |
|
SU1319948A1 |
| Рабочая клеть косовалкового короткооправочного стана | 1977 |
|
SU740316A1 |
| Трехроликовый центрователь трубопрокатногоСТАНА | 1979 |
|
SU806178A1 |
| Центрователь оправочного стержня стана с осевой выдачей труб | 1974 |
|
SU498997A1 |