(54) ТРЕХРОЛИКОВЫЙ ЦЕНТРОВАТЕЛЬ ТРУБОПРОКАТНОГО
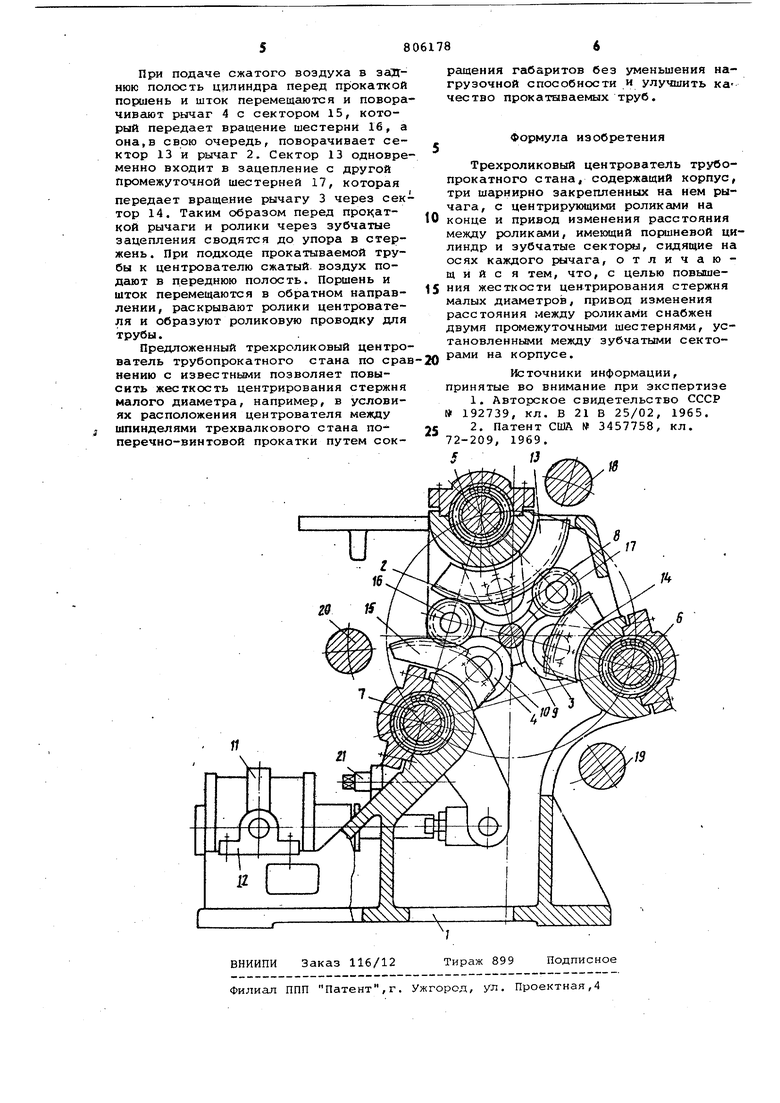
СТАНА .стана между тремя шпинделями привода стана, а только на значительном расст янии от клетки, что уменьшает жесткость центрирювания стержня-и снижает качестпо прокатываемых труб. Наиболее близким к предлагаемому по технической сущности является трех роликовый центрователь, содержащий корпус, три шарнирно закрепленньлх на нем рычага с центрирующими роликами на конце и привод изменения расстоянр между роликами, имеющий гидроцилиндр и зубчатые секторы, сидящие на осях к:аждого рычага (2 ., Реечно-зубчатая передача обусловливает увеличение габаритов корпуса центрователя настолько, что без снижения его нагрузочной способности не представляется возможным вписать его между тремя шпинделями привода раскатного стана, располагая центрирующие ролики как можно ближе друг к другу и к валкам раскатного стана. Это объясняется тем, что наличие рейки с приводом перекрывает зону обслуживания одного из шпинделей, что недопустимо в условиях эксплуатации. В частности на агрегатах с раскатным станом, прокатывающих широкийсортамент подшипниковых труб, частая перевалка валков связана с обязательным отключением шпинделей привода. Поэтому любое затруднение доступа, особенно к нижнему шпинделю, должно быть исключено. Вследствие этого, известный центрователь может быть размещен только на значительном расстоянии от клетки раскатного стана, что уменьшает жесткость центрирования стержня и снижает качество прокатываемых труб. Цель изобретения - повышение жесткости центрирования стержня малых диаметров. Поставленная цель достигается тем что в трехроликовом центрователе тру бопрокатного стана, coдepiжaщeм корпус три шарнирно закрепленных на нем рыча га с центрирующими роликами на конце и привод изменения расстояния между роликами, имеющий поршневой цилиндр и зубчатые секторы, сидящие на осях каждого рычага, привод изменения рас стояния между роликами снабжен двумя промежуточными шестернями, установле ными между зубчатыми секторами на ко пусе. Такое конструктивное выполнение центрователя позволяет все зубчатые передачи разместить не выходя за габариты шарниров рычагов, несущих ролики центрователя, который может быт размещен в непосредственной близости к валкам клети раскатного стана и в то же время не перекрывать зоны об служивания трех шпинделей. В результате этого ролики такого центрователя могут поддерживать стержень мало го диаметра с короткой оправкой со ответственно .на близком расстоянии о клети, повышая этим жесткость центрирования и улучшая качество прокатываемых труб. На чертеже изображен центрователь, общий вид. Трехроликовый центрователь трубопрокатного стана содержит корпус 1, три рычага 2-4, закрепленные на корпусе с помощью шарнирных осей 5-7. На конце рычагов укреплены центрирующие ролики 8 - 10. С одним из рычагов 4 шарнирно соединен пневмоцилиндр 11, установленный на корпусе посредством подшипника 12,и ла оси каждого рычага посажены зубчатые секторы 13 - 15, взаимодействующие с двумя промежуточными шестернями 16 и 17, установленными на корпусе. Рычаг 2 связан с шестернями 16 и 17 зубчатым сектором 13, рычаг 3 связан с шестерней 17 зубчатым сектором 14 и рычаг 4 с шестерней 16 - зубчатым сектором 15. Над шарнирной осью 5 центрователя условно показан шпиндель 18 привода верхнего валка трехвалкового раскатного стана, под 6 шпиндель 19, а над 7 шпиндель 20. При установке центрователя в стесненных условиях между тремя шпинделями трехвалкового стана винтовой прокатки он может работать как при прокатке труб на длинАой плавающей оправке, так и при прокатке труб на короткой оправке со стержнем. Устройство работает следующим образом. В первом случае ролики настраиваются на размер, необходимый для пропуска трубы, т.е. работают как проводка. При этом перестройка с одного диаметра на другой осуществляется с помощью упора 21 включением пневмоцилиндра 11, т.е. значительно упрощается переналадка, обуславливающая сокращение простоев. Во втором случае центрователь используется в сочетании с включенным упорно-регулировочным механизмом (не показан), способным удержать стержень оправки. При этом перед прокаткой ролики 8-10 центрователя действием пневмоцилиндра 11 сводятся на стержень и за счет возможности размещения центрювателя непосредственно в близости от клети повышает жесткость центр1Ч)уемого стержня,не затрудняя доступа к шпинделям, в этом случае, как только зсщний торец трубы выйдет за зону первого от клетки центрователя, последний перехватывает стержень, а ролики остальных центрователей наоборот отводятся от стержня и труба выдается через открытый упорно-регулировочный механизм. В обоих случаях синхронность сведения и разведения роликов центрователя осуществляется следующим образом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан поперечно-винтовой прокатки труб | 1977 |
|
SU737034A1 |
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1995 |
|
RU2097156C1 |
| Устройство для установки оправочного стержня | 1977 |
|
SU707625A1 |
| Удерживатель оправки трубопрокатного стана | 1976 |
|
SU654313A1 |
| ЦЕНТРОВАТЕЛЬ ТРУБОПРОКАТНОГО СТАНА | 2017 |
|
RU2660462C1 |
| ЦЕНТРИРУЮЩЕЕ УСТРОЙСТВО ПРОКАТНОГО СТЕРЖНЯ ТРУБОПРОКАТНОГО СТАНА | 2007 |
|
RU2352413C1 |
| Рабочая клеть косовалкового короткооправочного стана | 1977 |
|
SU740315A1 |
| ЦЕНТРОВАТЕЛЬ ТРУБОПРОКАТНОГО СТАНА | 1992 |
|
RU2031750C1 |
| Устройство для установки оправки в стане | 1977 |
|
SU662172A1 |
| ТРЕХРОЛИКОВЫЙ ЦЕНТРОВАТЕЛЬ ТРУБОПРОКАТНОГО СТАНА | 1993 |
|
RU2040350C1 |
