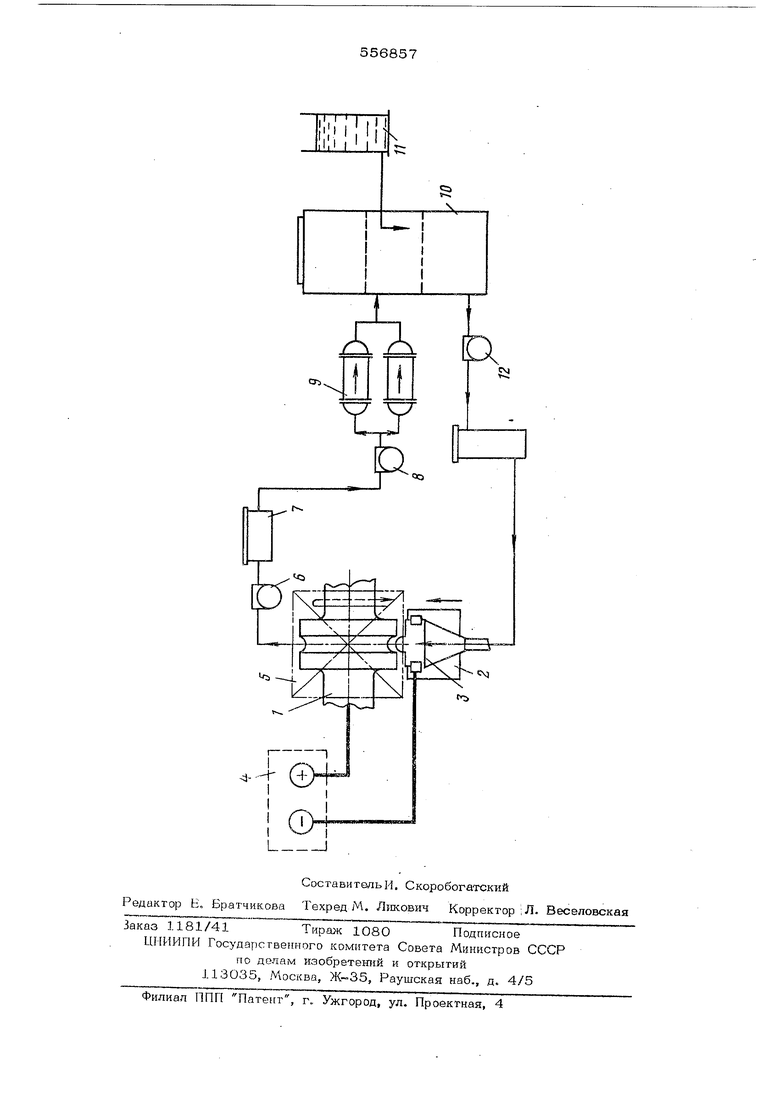
В процессе восстановления валков, проводимом при прокатке и сопровождак щемся локальным анодным растворением металла дефектных поверхностей арокат мых аалков к удалением продуктов реакции из рабочей зоны потоком электролита, в качеств® катода применен копир-инструмен ловторякнций форму обрабатываемого валка, при этом плотность тока составляет 5Of 2ОО а/см , напряжение источника питания 6-г12 вольт, давление электролита кгс/см , а электродный зазор ОДгО,5 мм. В качестве электролита применен 2О425%-ный раствор NaCB ,а скорость подачи катода инструмента составляет 0,4Tlf О мм/ Наиболее устойчиво процесс обработки валков протекает ари температуре электролита 15-f2O C. Чистота обработанного валка соответст вовале 7-9 классу. Описываемый способ позволяет обрабатывать чугунные и высоколегированные вал ковые материалы и устранять в процессе прокатки локальные выкрашивания рабочей поверхности валков, сетки разгара и различные риски. Формула изобретения Способ восстановления поверхности валков прокатных станов, включающий удаление дефектного слоя металла с поверхности валков, отличающийся тем, что, с целью улучшения качества обработки при сокращении простоев станов, восстановление ведут в процессе прокатки посредством анодно-гидравлической обработкивалков при плотности тока 50-200 А/см , давлении электролита 2-5 кгс/см , и электродном зазоре 0,1-0,5 мм со скоростью обработки 0,4-1,0 мм/мин, Источники информации, принятые во внимание при экспертизе: 1.Экспресо-информация ВИНИТИ № 12, 1974 г. Ремонт и вторичное использование закаленных стальных валков, сгр, 26.
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая клеть прокатного стана | 1976 |
|
SU582012A1 |
| СПОСОБ ПОДГОТОВКИ И ЭКСПЛУАТАЦИИ РАБОЧИХ ВАЛКОВ СТАНОВ ХОЛОДНОЙ ПРОКАТКИ | 2000 |
|
RU2183144C2 |
| Способ электрохимической размерной обработки | 1981 |
|
SU1007887A1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО ХРОМИРОВАНИЯ | 1999 |
|
RU2175032C2 |
| Способ электрохимической обработки | 1978 |
|
SU891297A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2005 |
|
RU2306211C1 |
| Устройство для электролитно - плазменной обработки металлических изделий | 2018 |
|
RU2681239C1 |
| ЭЛЕКТРОХИМИЧЕСКАЯ МОДУЛЬНАЯ ЯЧЕЙКА ДЛЯ ОБРАБОТКИ РАСТВОРОВ ЭЛЕКТРОЛИТОВ | 2007 |
|
RU2350692C1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2006 |
|
RU2330746C2 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ ИЗ СПЕЦИАЛЬНЫХ СПЛАВОВ НА ОСНОВЕ МАГНИЯ ДЛЯ ЭЛЕКТРОХИМИЧЕСКИХ ИСТОЧНИКОВ ТОКА | 2011 |
|
RU2482931C1 |