(54) РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА
ный к валкам, другим - к рабочим органам, снабжена системой подвода электролита, подсоединенной к рабочим органам, каждый из которых выполнен в виде соил, при этом валки подключены К лолол ительному лолюсу неточника тока, а рабочие органы - к отрицательному.
Предлагаемая конструкция клети позволяет сохранить необходимую конфигурацию валка, не изменяя структуру и другие характеристики его металла, при этом скорость восстановления валка может быть максимальной за счет применения электролита.
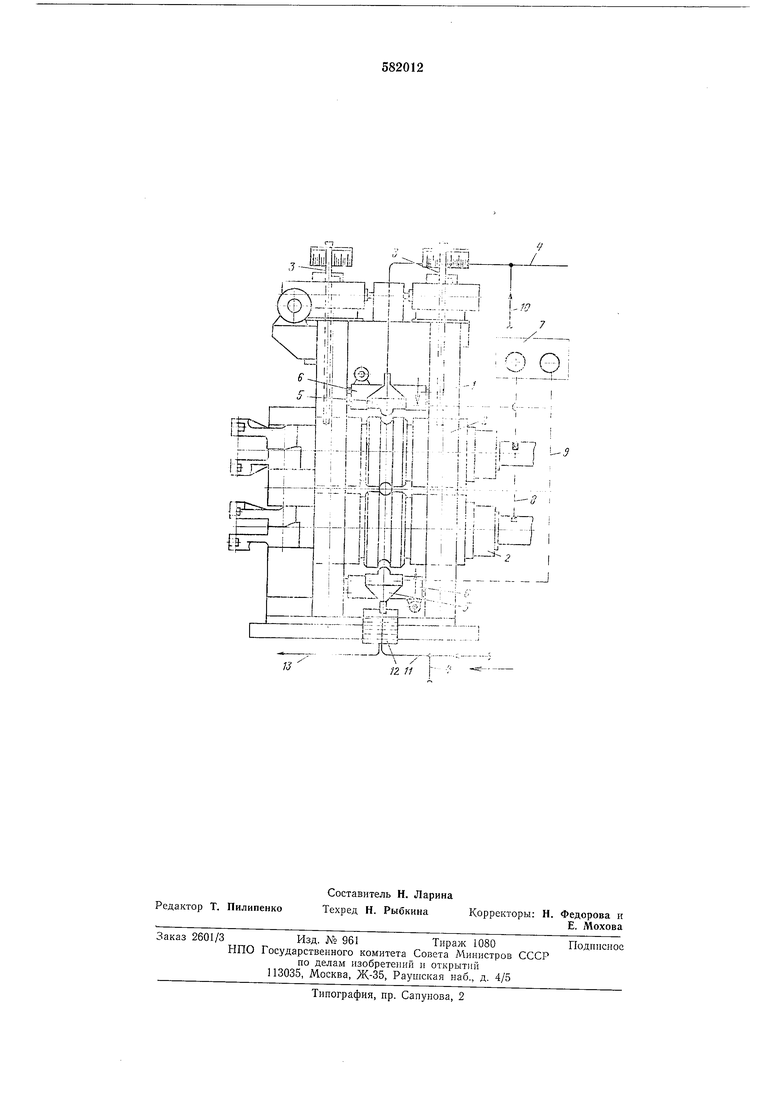
На чертеже представлена рабочая клеть трубопрокатного стана, общий вид.
Рабочая клеть И1меет станину 1, размещенные в ее боковинах рабочие вал,ки 2, нажимные хмеханизмы 3, систему 4 охлаждения валков и приспосо1бление для обработки поверхности валков. Приспособление для обработки цоверхности валков имеет рабочие органы 5, выполненные в виде сопл, и привод 6 их перемещения в налравлении, перпендикулярном к оси валков. Кроме того, клеть имеет источник 7 ПОСТОЯННОГО тока, к положительному полюсу (аноду) которого через шинопроводы 8 подключены валки 2, а через шинопроводы 9 к отрицательному полюсу катоду) - рабочие органы 5, и систему подвода электролита с трубопроводами 10 и 11. Под валками установлен сборник 12 отработанного электролита, снабженный циркуляционным трубопроводом 13.
В процессе прокатки к вращающимся рабочим валкам 2, являющимся анодами, с минимальным заранее рассчитанным зазором, например 0,2 мм, подводятся рабочие органы 5, являющиеся катодами, перемещение которых осуществляется приводами 6.
В образовавшийся зазор (межэлектродное -пространство) по трубопроводам 10 и 11 подается электролит (например 25%-ный водный раствор хлористого натрия) иод давлением. При подключении по шинопроводам 8 и 9 электропитания от источника 7 тока происходит анодногидравлическая обработка поверхности рабочих валков. Отработанный электролит вместе с продуктами отработки собирается в сборник 12 и через цир куляционный трубопровод 13 уводится на регенерацию.
После окончания обработки отключается источник питания, прекращается подача электролита и приводами 6 перемещения рабочие органы 5 отводятся в исходное положение.
Использование устройства для анодногидравлической обработки поверхности рабочих валков позволит увеличить производительность, напри мер, автоматической трубопрокатной установки на 6% и повысить качество проката (уменьшить брак и вторые сорта по наружным дефектам).
Формула изобретения
Рабочая клеть прокатного стана, содержащая станину, размещенные в ней рабочие валки, приспособление для обработки поверхности валков с рабочими органами, имеющими привод перемещения в направлении, перпендикулярном к оси валков, и источник постоянного тока, одним полюсом подключенный к валкам, другим -к рабочим органам, отличающаяся тем, что, с целью сокращения врем-ени обработки поверхности валков и тем самым сокращения простоев стана, она снабжена системой подвода электролита, подсоединенной к рабочим органам, каждый из которых выполнен в виде сопл, при этом валки подключены к положительному полюсу источника тока, а рабочие органы - к отрицательному.
. , ,,. i,,1
1 Г Hilrf 1гГ1 .
н
.о.
...-.-j ; I I :
G ,-,,--;|CO-., ;,
H-p-4
1 ij
-z:r.:J|
7J
LJ.
J.i.
I. : Ir-l
iy f V-bCti; : 4;
-гГ-Й; г :---;iS-- iI STT T--;;
tt // Г 
| название | год | авторы | номер документа |
|---|---|---|---|
| Непрерывный прокатный с ан | 1976 |
|
SU604596A1 |
| СПОСОБ НАСЕЧКИ РАБОЧИХ ВАЛКОВ ПРОКАТНЫХ СТАНОВ | 1995 |
|
RU2087219C1 |
| Рабочая клеть прокатного стана | 1975 |
|
SU869879A1 |
| Клеть для продольной прокатки | 1990 |
|
SU1745381A1 |
| Клеть прокатного стана | 1990 |
|
SU1784306A1 |
| ПРОКАТНАЯ КЛЕТЬ | 2007 |
|
RU2348473C2 |
| Способ насечки рабочих валков прокатных станов | 1989 |
|
SU1643130A1 |
| Привод валков рабочей клети прокатного стана | 1982 |
|
SU1072936A1 |
| Способ производства холоднокатаных полос | 1988 |
|
SU1614873A1 |
| Способ восстановления поверхности валков прокатных станов | 1976 |
|
SU556857A1 |