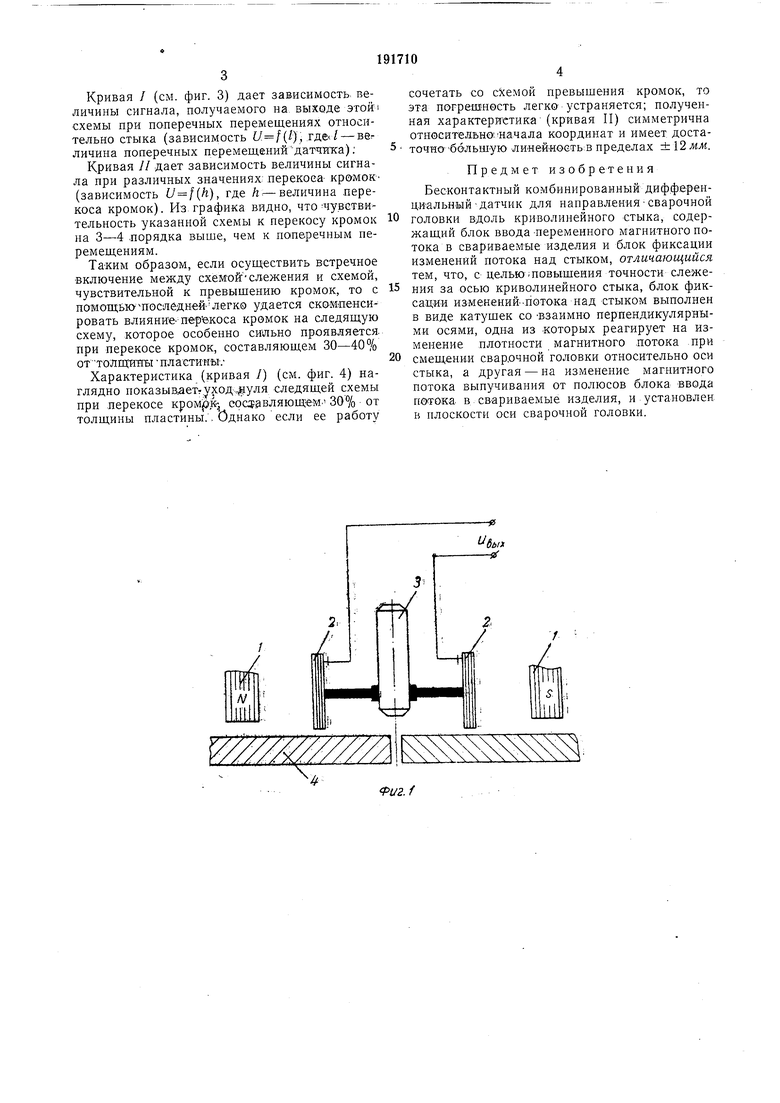
Известны бесконтактные комбинированные дифференциальные датчики, служащие для направления сварочной головки вдоль криволинейного стыка и содержащие блок ввода переменного магнитного потока в свариваемые изделия и блок фиксации изменений потока над стыком. Предлагаемый бесконтактный комбинированный дифференциальный датчик отличается от известных тем, что блок фиксации изменений потока над стыком выполнен в виде катушек со взаимно перпендикулярными осями, одна из которых реагирует на изменение плотности магнитного потока при смещении сварочной головки относительно оси стыка, а другая - на изменение магнитного потока выпучивания от полюсов блока ввода лотока в свариваемые изделия, и установлен в плоскости оси сварочной головки. На фиг. 1 показано расположение-элементов датчика относительно свариваемых изделий; на фиг. 2 - одна комбинированная катушка блока ф иксации изменений потока над стыком. На фиг. 3 и 4 - характеристики дифференциальной схемы, реагирующие на превышение кромок. выпучивания имеет убывающую плотность распределения магнитных силовых линий по мере удаления их от стыка. Изменяющаяся плотность магнитного потока улавливается и помощью двух встречно включенных комбинированных катушек 2 блока фиксации, жестко связанных со сварочной головкой 3. Сигнал, снимаемый с катушек, может быть использован- для обеспечения направления сварочной головки по оси сварочного стыка изделий 4. Блок фиксации со-стоит из двух катушек: катущки 5, реагирующей только на перекос свариваем-ых кромок, и катушки 6, реагирующей ка-к на перекос кромок, так и на поперечные перемещения относительно стыка. Намо-гка каждой из катушек осуществлена так, что оси катушек взаимно перпендикулярны: ось катушки 5 параллельна оси стыка, а ось катушки 6 перпендикулярна ему. Такая намотка в катушке 5 делает ее не способной отслеживать ось стыка, так как силовые линии магнитного потока выпучивания над стыком не сцепляются с ее витками. Однако при наличии перекоса кромок сигнал на выходе этой катушки изменяется вследствие изменения магнитного потока выпучивания у полюсов блока ввода потока, силовые линии которого расположены в плоскости перпендикулярной плоскости силовых линий магнитного потока выпучивания над стыком.
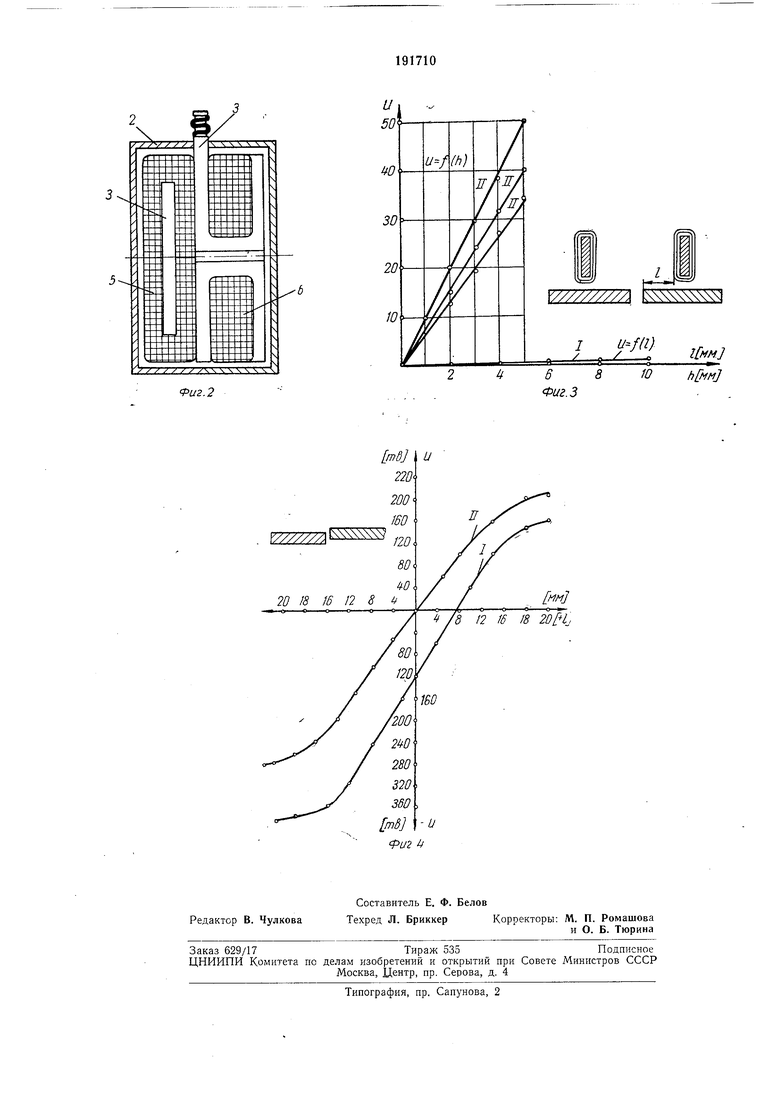
Кривая / (см. фиг. 3) дает зависимость, величины сигнала, получаемого на, выходе этой схемы при поперечных перемещениях относительно стыка (зависимость L(/(/), тде-Л - ввг личина поперечных перемещений датчика);
Кривая // дает зависимость величины сигнала при различных значениях: .перекоса- кро-мок(зависимость LJ f(h), где h.- величина перекоса кромок). Из. графика видно, что-чувствительность указанной схемы к перекосу кромок на 3-4 .порядка выше, чем к поперечным перемещениям.
ТаКим образом, если осуществить встречное -включение между схемой:слежения и схемой, чувствительной к превыщению кромок, то с помощьюпоследней- легк® удается скомпенсировать влияние-пербкоса кромок на следящую схему, которое особенно сишьно проявляется, при перекосе кромок, составляющем 30-40% от толш;-инъ1 пл асти-ны.Характеристика (кривая /) (см. фиг. 4) наглядно ноказыв.аетг.уход,уля следящей схемы при .перекосе кромрк- сосфэвляющём. 30% от толщины пластины.. Однако если ее работу
сочетать со с5семой превыщения кромок, то эта погреШ«ость легко- устраняется; полученная характеристика (кривая II) симметрична относительно:Начала координат и имеет достаточно-большую ли«ей«ость:В пределах ± 12мм.
Предмет изобретения
Бесконтактный комбинированный дифференц-иальнмйДатчик для направления-сварочной головки вдоль криволинейного стыка, содержащий блок ввода -переменного магнитного потока в свариваемые изделия и блок фиксации изменений потока над стыком, отличающийся тем, что, с цельюПовыщения точности слежения за осью криволинейного стыка, блок фиксации изменений-.потока над стыком выполнен в виде катущек со взаимно перпендикулярными осями, одн-а из -которых реагирует на изменение плотности магнитного .потока при смещении сварочной головки относительно оси стыка, а другая - на изменение магнитного потока выпучивания от полюсов блока ввода потока, в св-ариваемые изделия, и установлен в плоскости оси сварочной головки.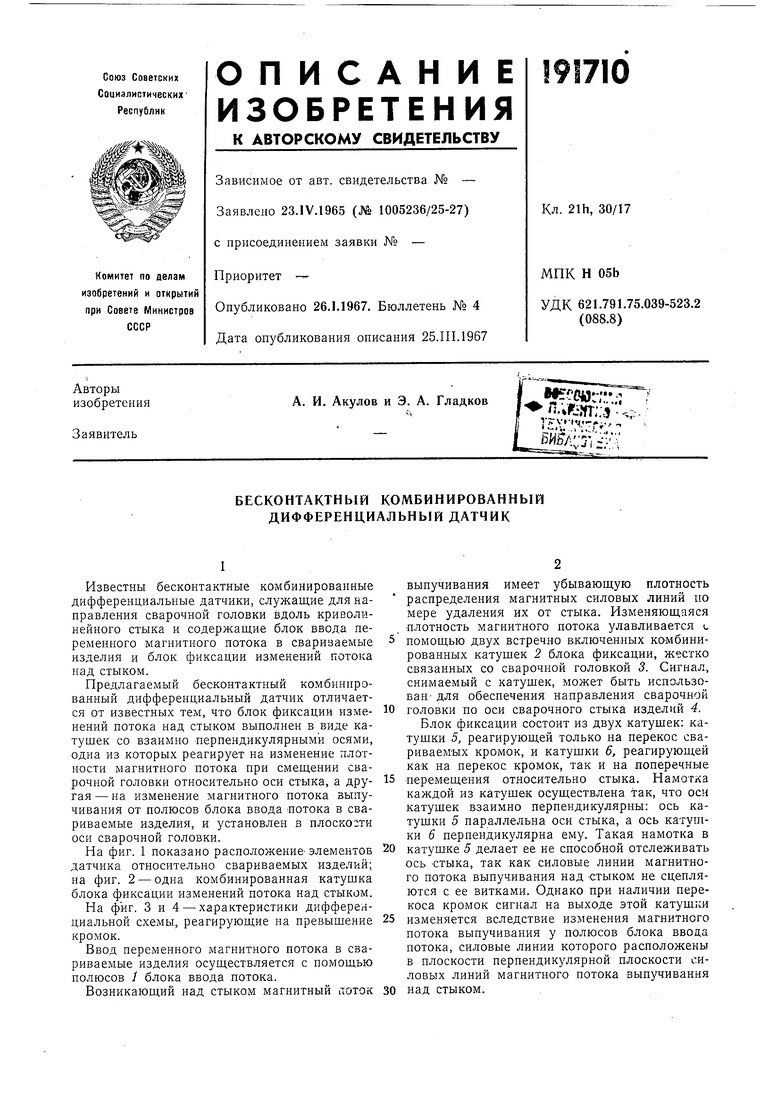
| название | год | авторы | номер документа |
|---|---|---|---|
| Электромагнитный датчик для слежения за свариваемым стыком | 1974 |
|
SU556910A1 |
| Комбинированный датчик | 1973 |
|
SU478698A1 |
| Бесконтактный комбинированный дифференциальный датчик | 1971 |
|
SU454974A2 |
| Электромагнитный дифференциальный датчик положения свариваемого стыка | 1983 |
|
SU1166941A1 |
| Электромагнитный дифференциальный датчик | 1976 |
|
SU650747A1 |
| Электромагнитный дифференциальный датчик положения свариваемого стыка | 1980 |
|
SU899295A1 |
| Электромагнитный дифференциальный датчик положения свариваемого стыка | 1988 |
|
SU1593821A1 |
| Комбинированный электромагнитныйдАТчиК | 1978 |
|
SU821091A1 |
| Устройство для автоматического направления электрода по стыку | 1977 |
|
SU742063A1 |
| Электромагнитный дифференциальный датчик | 1984 |
|
SU1234101A1 |
.f
