гПо основному авт. св. № 191710 известен бесконтактный комбинированный дифференциальный датчик, предназначенный для направления сварочной головки по стыку.
Предлагаемый датчик отличается от известного тем, что в общем корпусе с основным датчиком установлен дополнительный П-образный магнитопровод с короткозамкнутой катушкой, намотанной на среднем стержне, и двумя согласно включенными индикаторными катушками, расположенными на крайних стержнях магнитопровода. При этом плоскости намотки индикаторных катушек параллельны плоскости изделия, а дополнительный магнитонровод отделен от основного датчика экрапируюш.ей пластиной.
Такое решение позволяет контролировать этим датчиком край свариваемого изделия и отключать следяпцую систему в момент перехода датчика с одного изделия на другое при сварке изделий, движуш,ихся потоком, на время, необходимое для окончания сварки первого изделия сварочной головкой, установленной сзади датчика на некотором расстоянии.
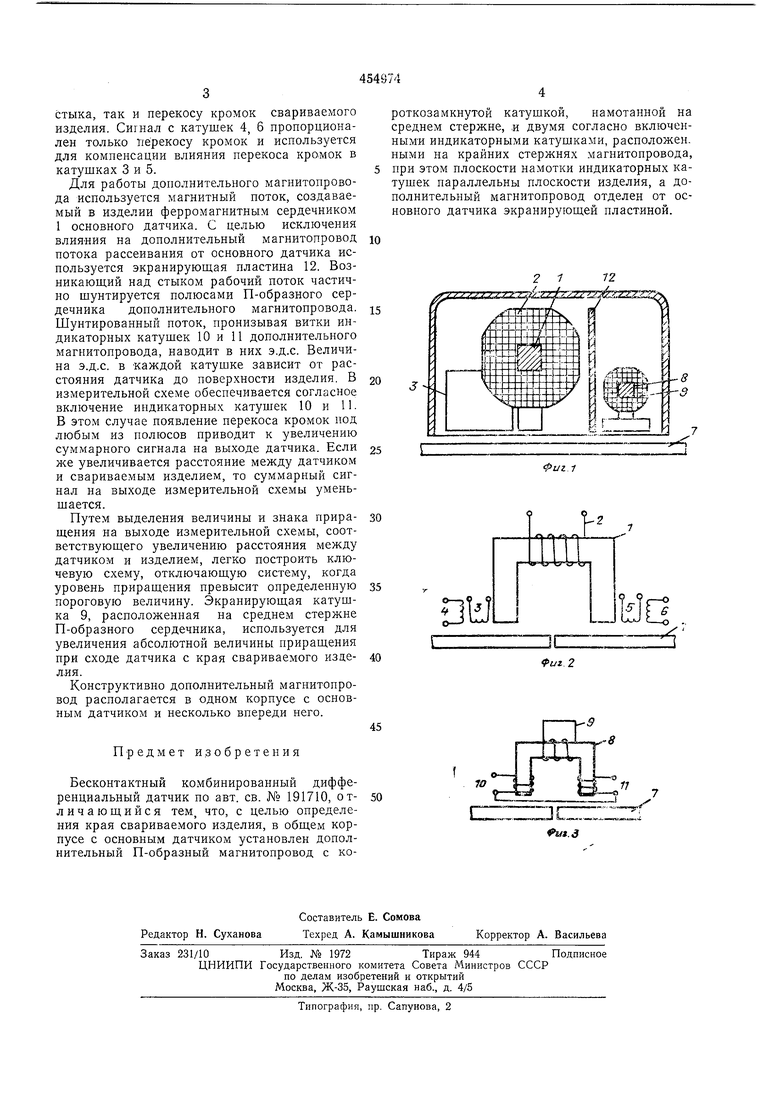
На фиг. 1 показан предлагаемый комбинированный датчик; на фиг. 2 - схематическое расположение катушек в основном датчике; на фиг. 3 - расположение катушек на дополнительном магнитопроводе.
Основной датчик состоит из П-образного сердечника 1 с катушкой 2 (блок ввода переменного магнитного потока) и четырех катушек 3-б, фиксируюших изменение магнитного потока при смещении стыка свариваемого изделия 7. Плоскости намотки катушек 3 и 5 параллельны, а плоскости катушек 4 и 6 перпендикулярны вертикальной плоскости, проходящей через ось стыка.
Дополнительный магнитопровод состоит из П-образного ферромагнитного сердечника 8 с короткозамкнутой экранирующей катушкой 9 на среднем стерлчне и двух индикаторных катушек 10 и 11, расположенных на крайних
стержнях сердечника, причем плоскость намотки индикаторных катушек параллельна плоскости изделия. Основной датчик и дополнительный магнитопровод разделены экранирующей пластиной 12 из ферромагнитного материала.
Переменный магнитный поток вводится через ферромагнитный сердечник 1 в свариваемое изделие 7. Плотность магнитного потока выпучивания над стыком убывает при радиальном удалении от стыка. Изменение плотности магнитного потока улавливается двумя парами встречно включенных катушек 3, 5 и 4,6.
Сигнал с катушек 3 и 5 пропорционален как
поперечно.му перемещению их относительно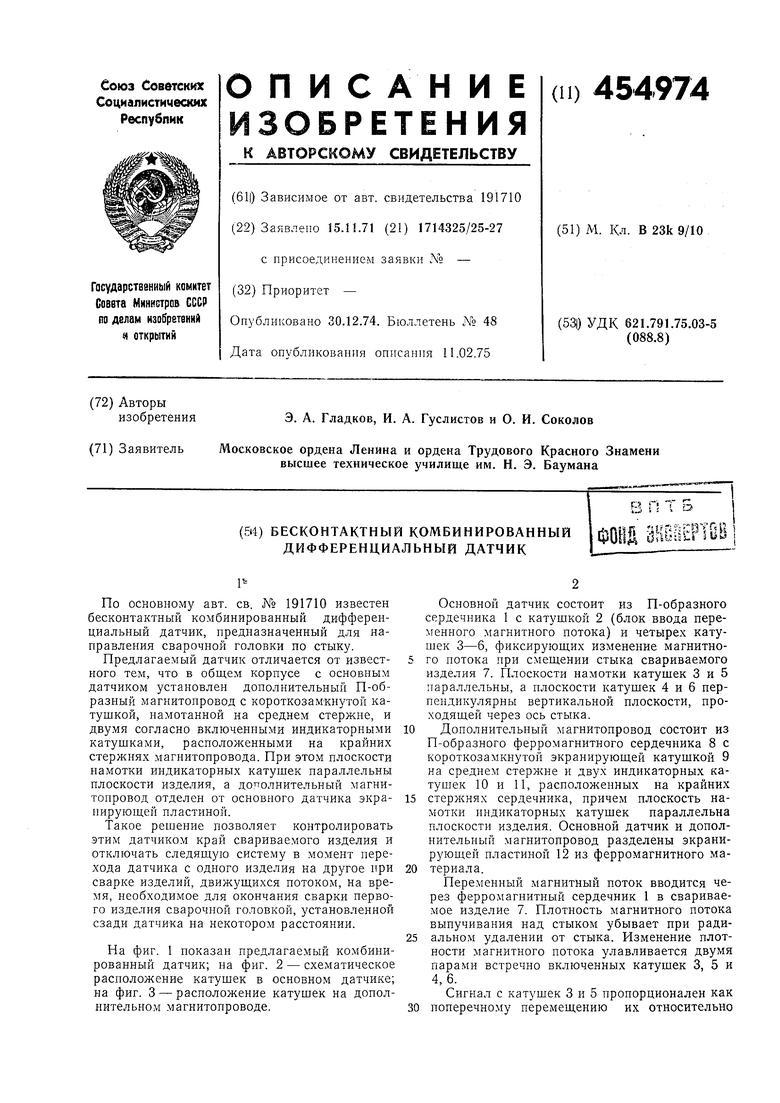
| название | год | авторы | номер документа |
|---|---|---|---|
| Электромагнитный дифференциальный датчик | 1976 |
|
SU650747A1 |
| Электромагнитный датчик для слежения за свариваемым стыком | 1974 |
|
SU556910A1 |
| Электромагнитный дифференциальный датчик положения свариваемого стыка | 1983 |
|
SU1166941A1 |
| Электромагнитный дифференциальный датчик положения свариваемого стыка | 1980 |
|
SU899295A1 |
| Электромагнитный дифференциальный датчик положения свариваемого стыка | 1988 |
|
SU1593821A1 |
| Комбинированный электромагнитныйдАТчиК | 1978 |
|
SU821091A1 |
| БЕСКОНТАКТНЫЙ КОМБИНИРОВАННЫЙ ДИФФЕРЕНЦИАЛЬНЫЙ ДАТЧИК | 1967 |
|
SU191710A1 |
| Индукционный датчик | 1975 |
|
SU556006A1 |
| Устройство для автоматического направления электрода по стыку | 1977 |
|
SU742063A1 |
| Индукционный дифференциальный датчик положения свариваемого стыка | 1976 |
|
SU585001A1 |
