(54) УСТРОЙСТВО ДЛЯ КОНТРОЛЯ РАБОЧЕГО РЕЖИМА СТЕКЛОФОРМУЮЩЕГО ИНСТРУМЕНТА
3
ронства для контроля рабочего режима стскпоформующего инструмента.
Поставлеш1ая цель достигается тем, что каждый блок датчиков параметра вьшолиен в виде полой втулки с выдвижным стержнем, пазами на наружной поверхности, отверстиями дпя вьшода соединительных проводов и установленными в пазах дугообразными пружинными пластинами, к которым прикреплены чувствительные элементы, причем втулка и стержень изготовле1Ш1. из. тога же материала, что и стеклоформующий инструмент.
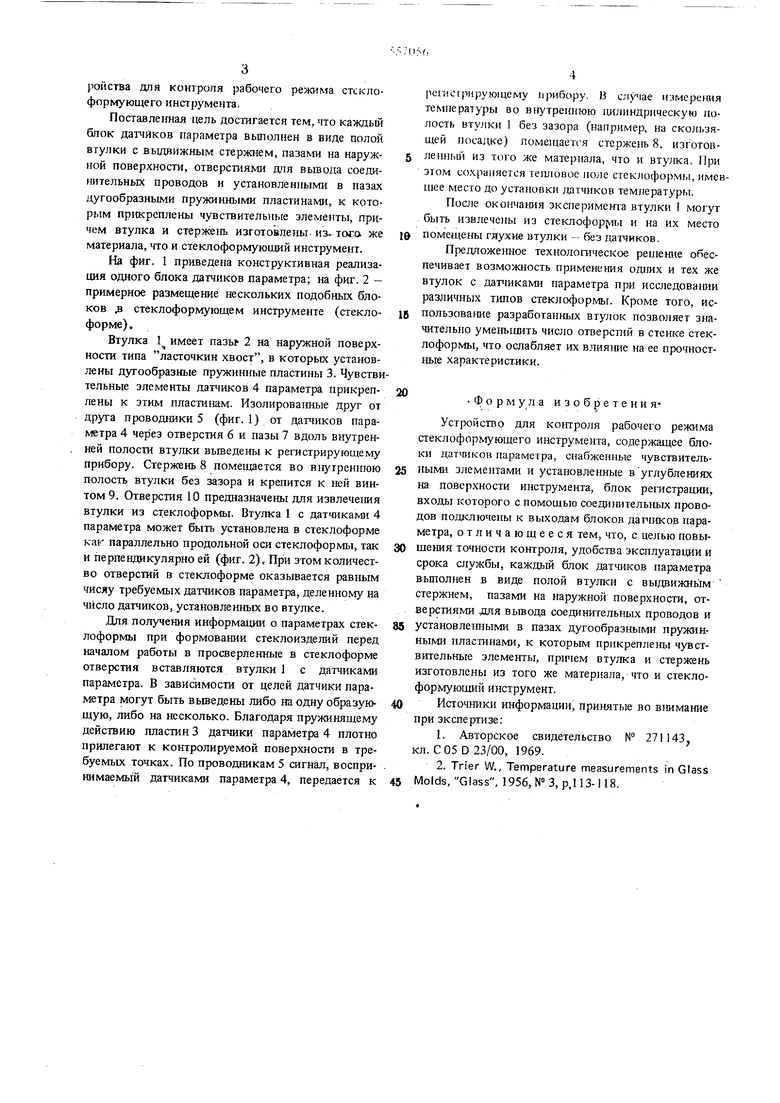
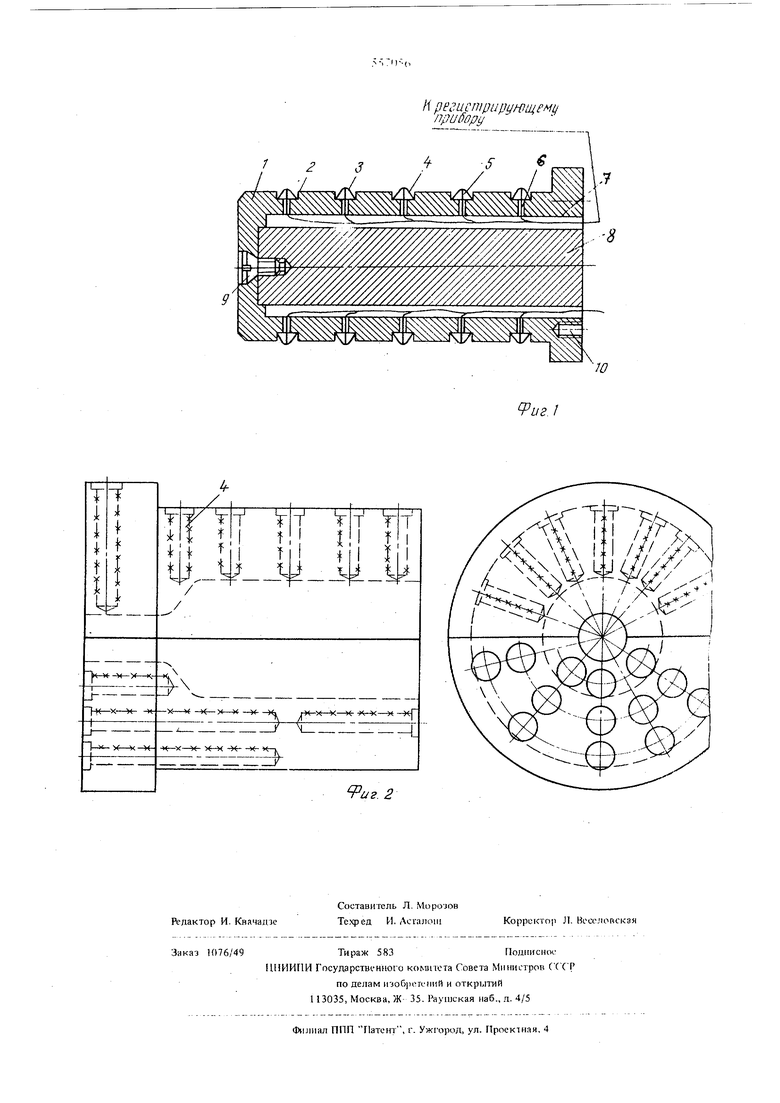
На фиг. 1 приведена конструктивная реализация одного блока датчиков параметра; на фиг. 2 примерное размещение нескольких подобных блоков э стеклоформующем инструменте (стеклоформе).
Втулка I имеет nasbt 2 на наружной поверхности типа ласточкин хвост, в которых установлены дугообразные пружинные пластины 3. Чувствительные элементы датчиков 4 параметра прикреплены к этим пластишм. Изолированные друг от друга проводники 5 (фиг. 1) от датчиков параметра 4 через отверстия б и пазы 7 вдоль внутренней полости втулки вьшедены к регистрирующему прибору. Стержень 8 помещается во внутреннюю полость втулки без зазора и крепится к ней винтом 9. Отверстия 10 предназначены для извлечения втулки из стеклоформы. Втулка 1 с датчиками 4 параметра может быть установлена в стеклоформе как параллельно продольной оси стеклоформы, так и перпендикулярно ей (фиг. 2). При этом количество отверстий в стеклоформе оказывается равным числу требуемых датчиков параметра, деленному на число датчиков, установленных во втулке.
Для получения информащш о параметрах стеклоформы при формовании стеклоизделий перед началом работы в просверленные в стеклоформе отверютия вставляются втулки 1 с датчиками параметра. В зависимости от целей датчики параметра могут быть вьшедены либо на одну образующую, либо на несколько. Благодаря пружинящему действию пластин 3 датчики параметра 4 плотно прилегают к контролируемой поверхности в требуемых точках. По проводникам 5 сигнал, воспринимаемьш датчиками параметра 4, передается к
4
регис рнрующему прибору. В нимерертя температуры во вн треш1гою 1шлиндрическу«) полость втулки 1 без зазора (например, на скользящей посадке) помеидается стержень 8, изготовленньш из того же материала, что и вту;гка, При этом сохраняется тепловое поле стекло(, имевшее место до установки датчиков темггературы.
После эксперимета втулки могут быть извлечены из стеклофор{ 1Ы и на их место помещега. глухие втулки - без датчиков.
Предложенное технологаческое репюнне обеспечивает возможность примене мя од1шх и тех же втулок с датчиками параметра при исоледова1ши различных типов стеклоформы. Кроме того, использоваш{е разработанных втулок позволяет значительно уменьшить число отверстий в стенке стеклоформы, что ослабляет их влияш1е на ее прочностные характеристики.
Формула изобретенияУстройство для контроля рабочего режима стеклоформующего инструмента, содержащее блоки параметра, снабженные чувствительными элементами и установленные в углублениях на поверхности инструмента, блок регистрации, входы которого с помощью соединительных проводов подключены к выходам блоков дапиков параметра, отличающееся тем, что, с цельюповыщения точности контроля, удобства эксплуатации и срока службы, каждый блок датчиков параметра выполнен в виде полой вту.гасн с выдвижньгм стержнем, пазами на наружной поверхности, отверстиями для вьгаода соедишггельных проводов и
установлешгыми в пазах дугообразными пружиннь1ми пластинами, к которым прикреплены чувствительные элементы, npineM вту;жа и стержень изготовлены из того же материала, что и стеклоформующий инструмент.
Источники информации, принятые во В1шмание при экспертизе:
1.Авторское свидетельство N 271143, кл. С 05 D 23/00, 1969.
2.Trier W,, Temperature measurements in Glass Molds, Glass, 1956, №3, P.I 13-118.
VUB.I
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля теплового режима стеклоформующего инструмента | 1981 |
|
SU977413A1 |
| КОАКСИАЛЬНЫЙ ЭЛЕКТРИЧЕСКИЙ РАЗЪЕМ МНОГОЖИЛЬНОГО КАБЕЛЯ | 2007 |
|
RU2339136C1 |
| Компрессионно-дистракционный аппарат | 1983 |
|
SU1174018A1 |
| Упругая муфта | 1991 |
|
SU1795180A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ТЕХНОЛОГИЧЕСКИХ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ ПРИ ПОВЕРХНОСТНОМ ПЛАСТИЧЕСКОМ ДЕФОРМИРОВАНИИ | 2008 |
|
RU2371673C1 |
| Устройство для измерения температуры детали | 2023 |
|
RU2809670C1 |
| БИМЕТАЛЛИЧЕСКИЙ ДАТЧИК КОНТАКТНОЙ КОРРОЗИИ | 2011 |
|
RU2463576C1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНОГО КОНТРОЛЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБЫ | 2017 |
|
RU2661552C1 |
| УНИВЕРСАЛЬНЫЙ РОБОТ ДЛЯ ИНТЕРВЕНЦИОННОЙ АНГИОГРАФИЧЕСКОЙ ХИРУРГИИ И ИНТЕРВЕНЦИОННОЙ ТЕРАПЕВТИЧЕСКОЙ ХИРУРГИИ | 2021 |
|
RU2760468C1 |
| Амортизатор на основе линейного электродвигателя | 2021 |
|
RU2763617C1 |
...
