Приспособление для резки труб лод сварку.
Заявлено 9 апреля 1938 года в НКТМаш за № 15888, Опубликовано 30 сентября 1939 года.
В процессе изготовления котлов большой удельный вес занимает подготовка труб к сварке. Подготовка заключается в том, что изогнутые на загибочных станках трубы необходимо обрезать в меру и тщательно зачистить концы по длине см. Обычно для этого применяются приспособления с корпусом в виде патрона с кулачками-резцедержателями.
Предлагаемое изобретение также использует корпус патрона с кулачками-резцедержателями, но отличается тем, что, с целью осуществления подачи резцов во время вращения приспособления, зубчатые рейки резцедержателей сцеплены общими шестернями с рейками муфт, перемещаемых в осевом направлении вильчатыми рычагами.
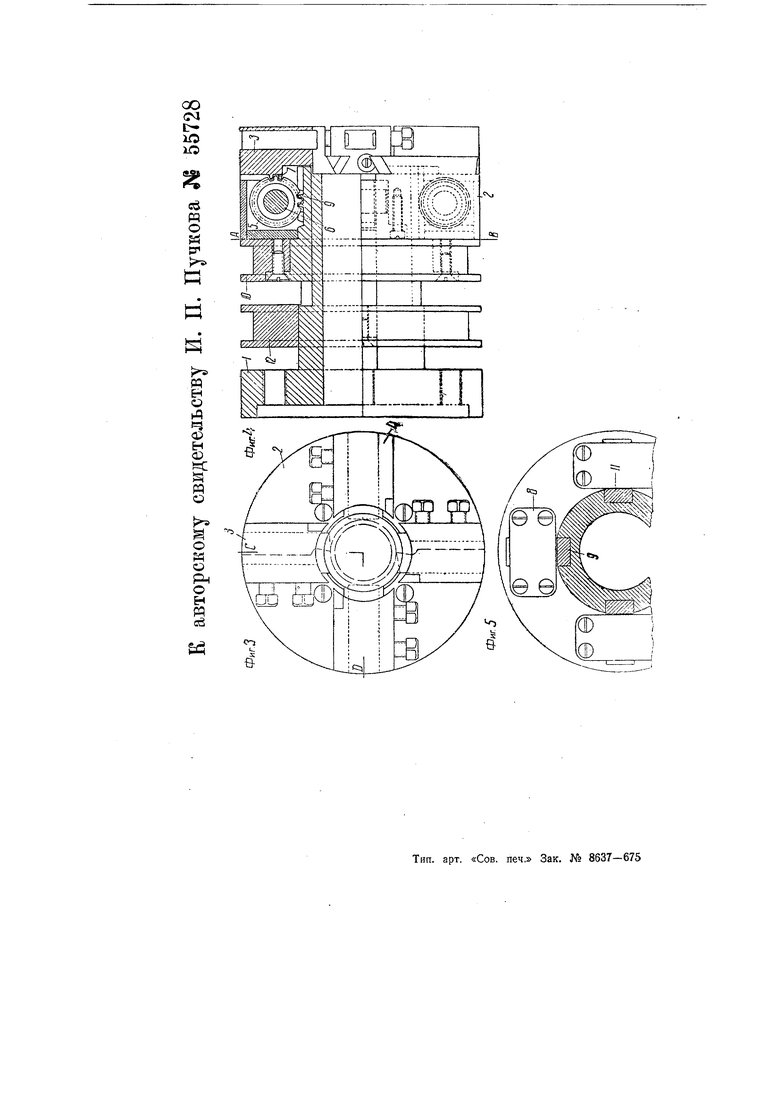
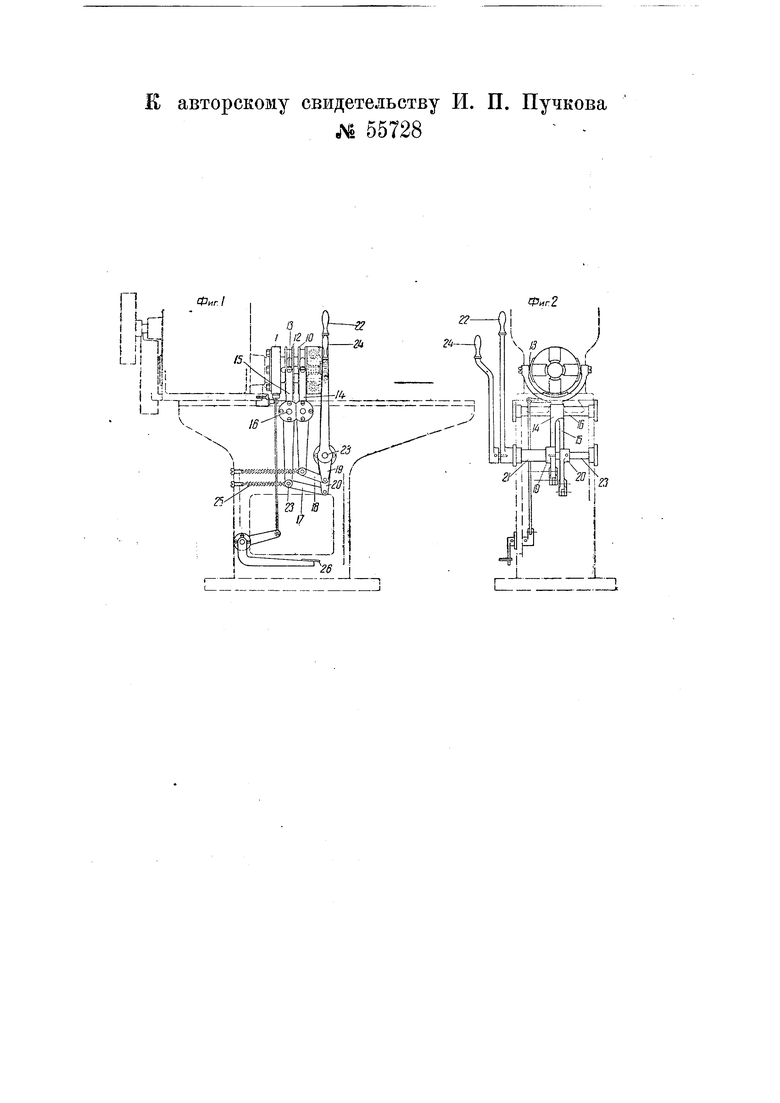
На чертеже фиг. 1 и 2 изображают вид такого приспособления сбоку и с торца; фиг. 3 - вид патрона с кулачками-резцедержателями; фиг. 4 - разрез его по CD фиг. 3; фиг. 5 - разрез по АВ фиг. 4.
Главную часть приспособления составляет стальной корпус /, на патрубке которого, с помои1ью винтов, укреплена планщайба 2, несущая четыре кулачка: два кулачка 3 для отрезки, два кулачка 4 для зачистки труб. Нижние части кулачков 3 и 4 снабжены зубчатыми рейками 7, находящимися в постоянном зацеплении с щестернями 5, вращающимися на валиках 6 обойм 8, которые закреплены винтами в пазах планщайбы. Шестерня 5 также находится в постоянном зацеплении с зубчатыми рейками 9, скользящими .в пазах корпуса. Две рейки 9 закреплены в щайбе 10 и через щестерни 5 связаны с отрезными кулачками. Две рейки П больщей длины, чем рейки 9, закреплены в щайбе J2 и через свои шестерни связаны с кулачками для зачистки.
Перемещение щайбы 10 через рейки 9 передается соответствующим шестерням 5, которые, вращаясь, сообщают попарно поступательно-возвратное движение кулачкам 5 по пазам планшайбы. Перемещение шайбы 72 вызывает аналогичное перемещение кулачков 4.
Корпус / насаживается на фланец шпинделя болторезного станка и закрепляется болтами (фиг. 1). В кольцеобразные пазы щайб 10 и 12 входит сухарь 13 (фиг. 1 и 2) вилок 14
QO М trio
сё
m о и fr
а
cq EH о
к4 (3 Ф
)
ч: а м о
и о
Рн
о н
сб
i5
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для обработки квадратных валов | 1940 |
|
SU61230A1 |
| Переносной станок | 1975 |
|
SU550244A1 |
| Расточная головка для обработки конических отверстий | 1978 |
|
SU732086A1 |
| Устройство для обработки кольцевых кромок | 1977 |
|
SU742039A1 |
| ПЕРЕНОСНОЙ СТАНОК ДЛЯ РАСТОЧКИ КОНЦОВ ТРУБ | 1971 |
|
SU299300A1 |
| Револьверная головка | 1972 |
|
SU483199A1 |
| Многорезцовый станок с автоматизацией всего процесса работ | 1938 |
|
SU66613A1 |
| УСТРОЙСТВО для ОБРАБОТКИ КОНИЧЕСКИХ ОТВЕРСТИЙ | 1968 |
|
SU217883A1 |
| Устройство для очистки облицованных кокилей | 1975 |
|
SU649504A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ШЛИФОВАНИЯ СПИРАЛЬНОГО ПАЗА НА ТОРЦЕ ДИСКА | 1971 |
|
SU312741A1 |
Тип. арт. «Сов. печ. Зак. № 8637-675 Е авторскому свидетельству И. 55728 П. Пучкова -
