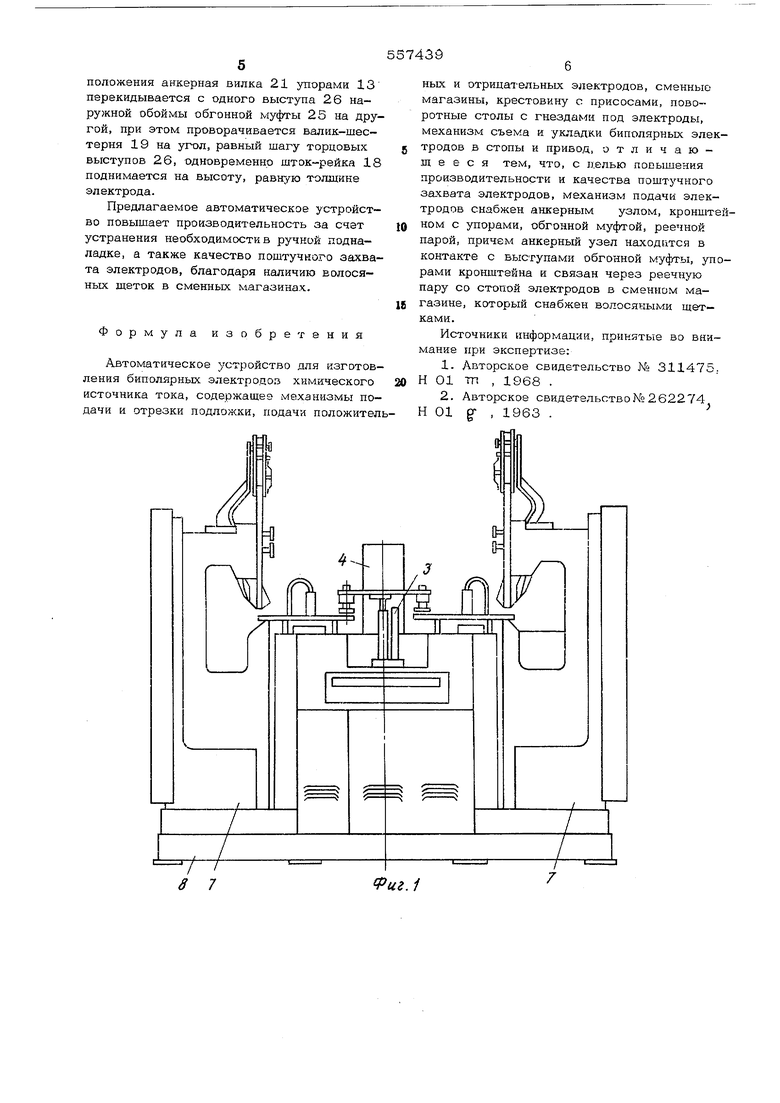
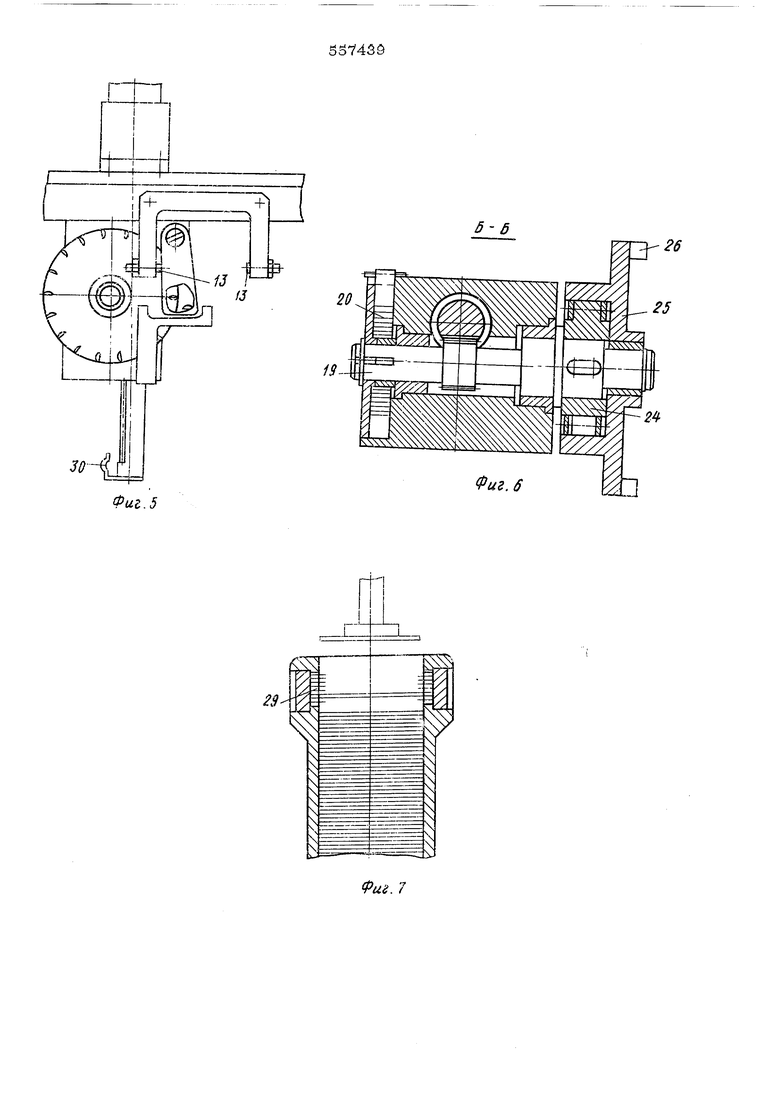
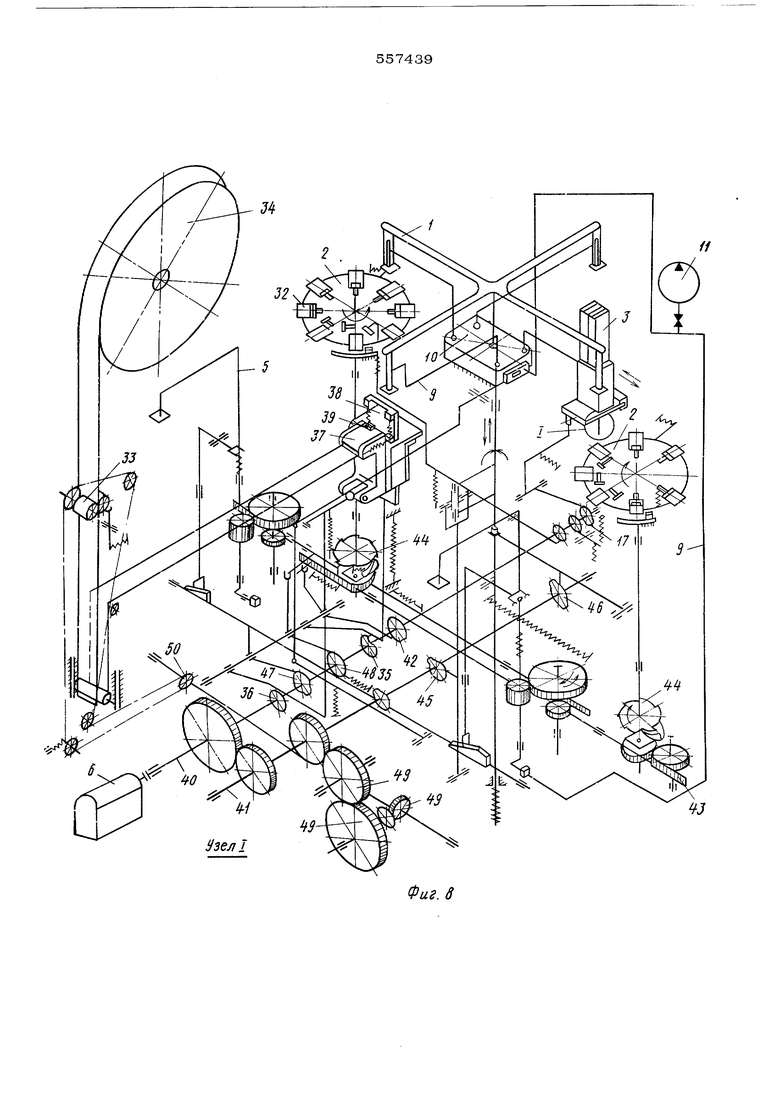
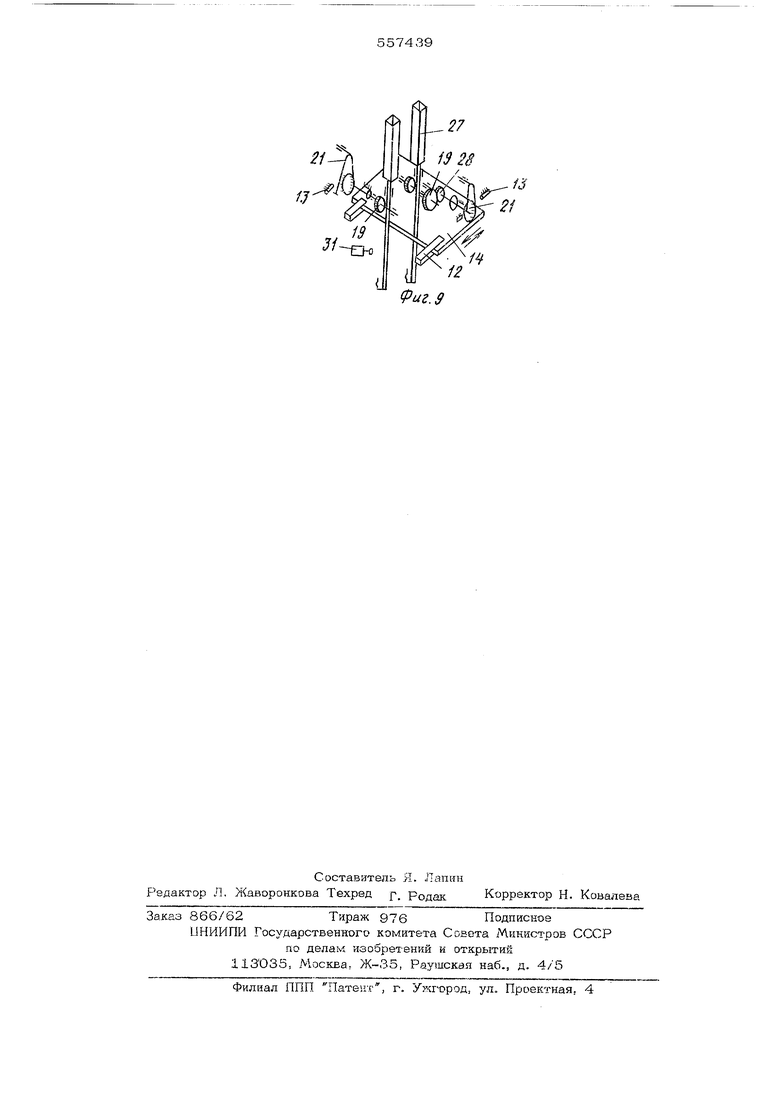
тродов, механизм 4 подачи и отрезания пленки, механизм 5 съема биполярных электродов, привод 6, механизм 7 сфепления пакетов и станину 8. Гибкие пдланги 9 присоединяют присосы крестовины 1 с распределителем 10 вакуума. Централизованная система 11 вакуума соединена с механизмом съема биполярных электродов и распределителем вакуума. На кронштейн 12 анкера расположены упоры 13 и подвижная площадка 14, к которой крепятся держателЕ) магазинов 15 и корпус 1 6. От кулачка 17 получает движение подвижная плошадка 14. Шток-рейка 18, валик-шестерня 19 и спиральная пластинчатая пружина 2О вмонтированы в корпус 16, к нему же шарнирно прикреплены анкерная вилка 21 с выступами 22 и ограничитель хода 23 анкера.
Внутренняя обойма обгонной муфты 24 и внутренний конец спиральной пружины 2О закреплены на конках валика-шестерни 19, наружный конец пружины 20 прикреплен к корпусу 16. Наружная обойма обгонной муфты 25 имеет торцовые выступы 2с размешенные равномерно по периферии. Съемные магазины 27 и шестеренчатая пара 28 ссдер/:атся в механизме подачи по.южптельныл и отрицателоных электродов 3 Шетки 29 устаковлы-1ы на выходе съемных магазинов 27- Нажаг.;ная планка 30 при™ Kpen,;;-5ifa v. рейке-штоку 18 и служит для отклк4е;:ья автомата после опорожнения магазина. Планка 30 зос}г ействует на хонцевой яыключате;, 31.
rioeopoTHbie столы 2 имеют гнезда 32. Механизм 4 подачи и отрезания пленки содержит приводной ролик 33 для размотки пленки с бобины 34 и рычажные системы с кулачками 35 и 36, взаимодействующими с разжимными губками 37, отрезной нож 38 с прижимом 39.
Движение механизмов осуществляется от привода 6 через приводной вал 40 и кулачковый вал 41. Поворотные столы 2 перемещаются при помощи кулачка 42, рейки 43 и храпового колеса 44, крестовина 1- при помощи кулачков 45 и 46, а механизм съема 5 - при помощи кулачков 47 и 48. Привод ролика 33 механизма размотки пленки осуществляется через шестеренчатые передачи 49 и цепную передачу 50.
Автоматическое устройство работает следующим образом.
Механизм подачи и отрезания подложки (пленки) осуществляет периодическую подачу плэнки при помощи разжимных губок 37 заданного размера в зону захвата ее
присосом. Из бобинл-.т 34 пленка постоянно разматывается приводным роликом 33, а отрезается ножом 38. При обратном ходе подающих разжимных губок пленка при5 жимается в ножевом устройстве прижимом 39.
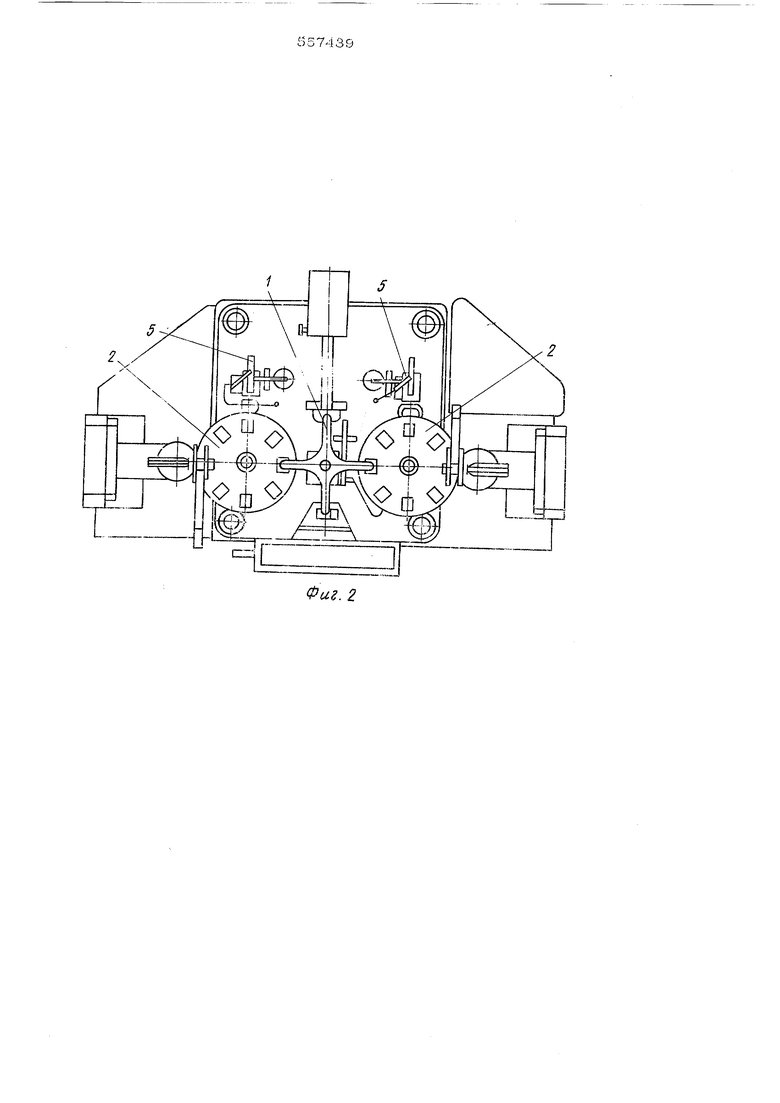
Меж.-; узм годачи положительных и отрицательных электродов через рычажные системы и кулачок 17 автоматически выставJO ляет под присосы съемные магазины 27, закрепленные на плош.адке 14. Крестовина 1, перемещаясь по схеме: подъем -поворот на 90 - опускание - возврат в исходное положение, своими присосами захваты-15 вает последовательно положительный электрод, карточку полиэтиленовой пленки, отрицательный электрод и укладывает их одновременно Б гнезда двух поворотных столов 2, поворот которых совмещен с пово0 poiTiM крестоьины 1, при этом столы поворачиваются Б противоположные стороны на угол 45 .
Для предстврашения проворачивания анкерной вилки 21 вокруг оси вращения при 5 взаимодействии с упорами 13 она помещена в ограничитель хода 23, а для того,,чтобы исключить разъединение выступов 26 и 2,2, послецние выполнены со скосами. При выходе электродов из магазинов 27 ) они проходят между гибкими волосками шаток, при этом электрод, который соприкасается с присосом, протаскивается между волосками, в то время, как последующие глектродь задерживаются ими благодаря то5 му, что усияке слапанжя деталей существенно меньше усилия удержания детали присоC0 i.
По мерэ отбора электродов из. магазил нов уровень их понижается, а так как- прк сое может захватывать электроды со -стро;. о определенного уровня, в механизме подачи положительных и отрицательньк:электродов предусмотрен анкер, автоматически обеспечивающий постоянный уровень под присосами крестовины 1 в съемных магазинах 27. При нажатии на шток-рейку 18 происходит расцепление обгонной муфты анкера, так как она получает вращение, обратное сцеплеQ нию. Одновременно происходит закру 1ивание спиральной пластинчатой пружины 20. После снятия нажимного усилия со штока-рейки 18, усилие спиральной пружины передается валику-шестерне 19, штоке-рейкэ 18 и че рез внутреннюю обойму обгонной муфт& 24- наружной обойме 25, выступ 26,которой упирается в выступ 22 анкерной вилки 21. При перемещении площадки 14 с прикреплен- i ней держателем магазина 15 и кор-
пусом 16 по кронштейну 12 в конечные положения анкерная вилка 21 упорами 13 перекидывается с одного выступа 26 наружной обоймы обгонной муфты 25 на другой, при этом проворачивается валик-шестерня 19 на угол, равный шагу торцовых выступов 26, одновременно шток-рейка 18 поднимается на высоту, равную толщине электрода. Предлагаемое автоматическое устройство повышает производительность за счет устранения необходимости в ручкой подналадке, а также качество поштучного захвата электродов, благодаря наличию волосяных щеток в сменных магазинах. Формула изобретения Автоматическое устройство для изготовления биполярных Электрод03 химического источника тока, содержащее механизмы подачи и отрезки подложки, подачи положител
fPuz.l ных и отрицательных электродов, сменные магазины, крестовину с присосами, поворотные столы с гнездами под электроды, механизм съема и укладки биполярных электродов в стопы и привод, отличаюш е е с я тем, что, с яелью повышения производительности и качества поштучного захвата электродов, механизм подачи электродов снабжен анкерным узлом, кронштейном с упорами, обгонной муфтой, реечной парой, причем анкерный узел находится в контакте с выступами обгонной муфты, упорами кронштейна и связан через реечную пару со стопой электродов в сменном магазине, который снабжен волосяными шетками. Источники информации, принятые во внимание при экспертизе: 1.Авторское свидетельство jNb 311475.. Н 01 тт. , 1968 . 2.Авторское свидетельство№262274 Н 01 g- , 1963 .
Фаг.З
-- Фиг А
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления биполярных электродов химического источника тока | 1980 |
|
SU877654A1 |
| Автоматическое устройство для изготовления электродных блоков химического источника тока | 1980 |
|
SU902114A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СБОРКИ МИКРОМОДУЛЕЙ | 1966 |
|
SU187853A1 |
| Автомат для сухой сборки фольговых слюдяных конденсаторов | 1955 |
|
SU107171A1 |
| Машина для изготовления штукованных заготовок переплетных крышек | 1959 |
|
SU122477A1 |
| Автоматический комплекс для штамповки деталей из полосового и ленточного материала | 1987 |
|
SU1551451A1 |
| МАШИНА ДЛЯ НАРЕЗАНИЯ ДЕКОРАТИВНЫХ ЗУБЧИКОВ | 1973 |
|
SU372060A1 |
| УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ПОДАЧИ ЛИСТОВОГО МАТЕРИАЛА | 1991 |
|
RU2051078C1 |
| Крышкоделательная машина | 1935 |
|
SU60692A1 |
| УСТРОЙСТВО ДЛЯ ШАГОВОГО ПЕРЕМЕЩЕНИЯ ДЕТАЛЕЙ | 1992 |
|
RU2042490C1 |

Фиё. 7
Фаг. 8
14
12
PusJ
