Цель изобретения - механизировать сборку пакетов фольговых слюдяных конденсаторов, которая обычно производится вручную в расчлепенно-пооперационном порядке.
Предлагаемый автомат обеспечивает решение поставленной задачи путем применения в нем совокупности узлов, осуществляюпдих подачу в сборочное гнездо слюдяных пластинок и фольговой ленты, обрезку последней, захват собранного пакета и перенос его в механизм для загибки концов -фолът, откуда готовый пакет сбрасывается в приемник.
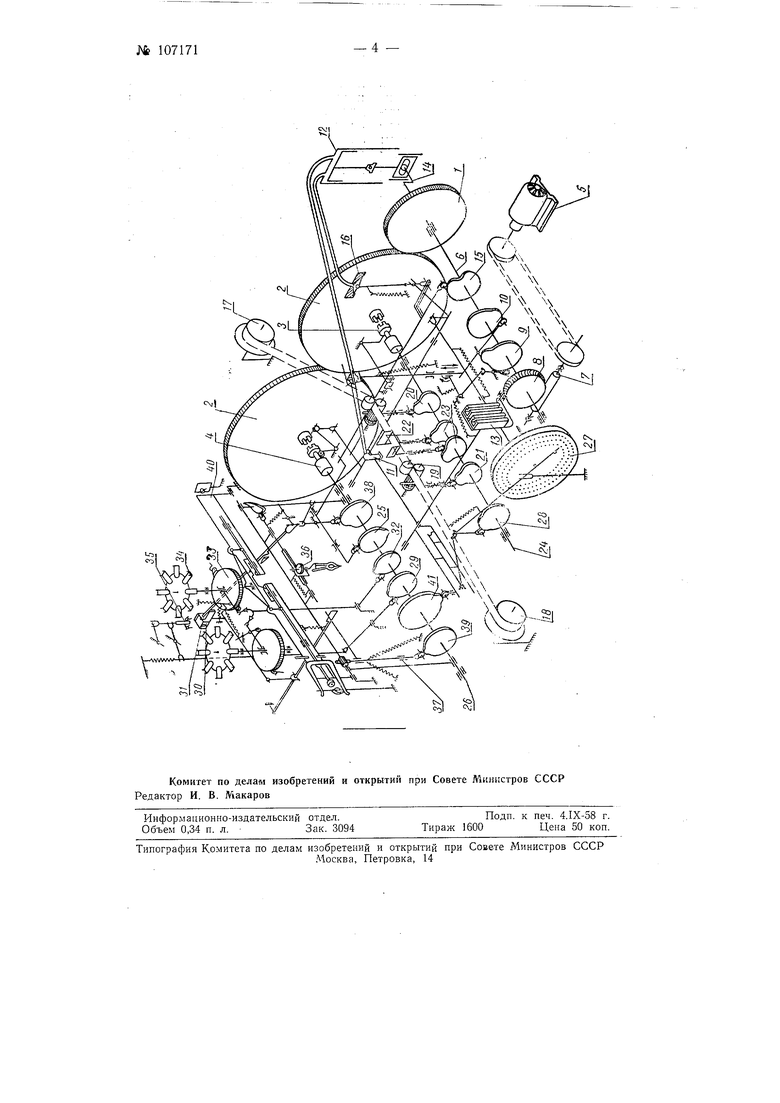
На чертеже представлена кинематическая схема предлагаемого автомата.
Автомат выполнен в виде стола из углового железа сварной конструкции и облицован тонколистовым железом.
Корпус автомата имеет два отделения. В нижнем отделении находится электропривод с редуктором и распределительными кулачками, которые через рычаги и штоки приводят в движение рабочие органы автомата, расположенные в верхнем отделении корпуса. С целью упрощения конструкции некоторых детален и распределительных кулачков, рычаги и штоки, получающие движение от этих кулачков, возвращаются в первоначальное положение при помощи спиральных пружин.
Механизм автомата выполнен в виде трех отдельных узлов, соединенных зубчатыми колесами / и 2 и муфтами сцепления 3 и 4.
Все узлы приводятся в от электродвигателя 5, приводящего во вращение распределительный вал 6 через ременную передачу и редукторную пару 7 и 8.
Работа первого узла заключается в укладке слюды в сборочное гнездо. При помощи рычагов и распределительных кулачков 9 к 10 вакуумный присос 11, представляющий собой поворотный Г-образный рычаг с внутренним каналом, соединенным с вакуумным насосом 12, совершает периодическое от магазина 13, где находятся слюдяные пластинки, к сборочному гнезду. При каждом своем движении присос захватывает слюдяную пластинку из
магазина и укладывает ее в сборочное гнездо.
При укладке слюдяной пластинки в гнездо действие вакуума прекращается. Насос 12 приводится в движение от вала 6 посредством кривошипа 14.
Цифрами 9, 10 и 15 на чертеже обозначены кулачки: поворота штока присоса, подачи штока присоса и блокировки подачи фольги. Цифрой 16 обозначено блокируюш,ее устройство.
Второй узел производит подачу с барабанов 17 и 18 фольговой ленты поочередно то с одной, то с другой стороны на определенный размер в сборочное гнездо.
Подача фольговой ленты производится при помоши валиков 19 с храповым механизмом и шестерней, приводимых В периодическое движение штоками с рейками от кулачков 20 и 21. Поданная фольга обрезается ножами 22, управляемыми кулачками 23. Обрезка фольги производится в период, когда присос уложит очередную слюдяную пластинку на гнездо, так как в этот период поданная фольга находится в прижатом состоянии и не может сместиться во время отрезки.
Отключение вала 24 второго узла производится кулачком 25, при помощи рычагов и муфты 3 на период укладки в сборочное гнездо присосом защитной пластины слюды, т. е. толстой слюдяной пластинки для очередного пакета.
Вал 26 третьего узла включается и отключается при помощи рычагов и муфты сцепления 4 счетным механизмом 27, получающим движение от кулачка 28. Включение производится после укладки требуемого количества фольговых и слюдяных пластинок в сборочное гнездо.
В начале работы третьего узла при помощи рычагов и кулачка 29 производится подъем пуансона механизма опрессовки пакета.
При этом опрессованный ранее пакет через гнездо 30 сбрасывается с помощью сбрасывателя 31 в приемник. Рычаги, действующие от кулачка 32 на храповой мехаиизм 33 устройства для подачи обжимок, поворачивают кассеты 34, в которые уложены обжимки, на определенный угол так, чтобы очередные обжимки оказались против наковальни пресса; эти обжимки посредством рычагов подаются с кассет 35 на наковальню пресса.
Механизм захвата 36 пакета смонтирован на подвижной каретке 37, которая получает качающее движение с помощью рычагов от кулачка 38.
Ось механизма захвата 36 через шестерню и рейку получает вращательное движение от кулачка 39.
При взаимодействии движений каретки 57 и захватывающего механизма 36 собранный пакет переносится в механизм 40, осуществляющий загибку концов фольги. Механизм для загибки концов фольги выполнен в виде двухшарнирной системы с плоскими щупальцами и вращающимися роликами на концах шарниров, имеющих небольщое угловое перемещение. После загибки концов фольги пакет переносится на наковальню пресса и укладывается в поданные обжимки, после чего производится опрессовка пакета пуансоном пресса, находящимся под действием заведенной спиральной пружины и кулачка 29.
После одрессовки пакета третий узел отключается на период сборки очередного пакета.
Магазин 13 для слюды состоит из двух кассет, в одной из которых находится тонкая слюда, а в другой -- толстая, защитная, укладываемая но одной пластине с каждой стороны собранного пакета.
Магазин 13 закреплен на оси и связан посредством рычага с кулачком 41 и автоматически передвигается им так, чтобы в требуемый период присос 11 переносил и укладывал в сборочное гнездо, согласно потребности, толстые и тонкие слюдяные пластинки.
Производительность автомата определяется количеством рабочих слоев пакета, обусловливающих емкость конденсатора.
Предмет изобретения Автомат для сухой сборки фоль:говых слюдяных конденсаторов из слюдяных пластинок, извлекаемых из магазина и фольговой ленты, сматываемой с барабанов, отличающийся совокупным применением: а) поворотного рычага с вакуумным присосом для переноса слюдяных пластинок из магазина в сборочное гнездо, б) режущего устройства, ра ботающего синхронно с вакуумным присосом и осуществляющего резку
фольговой ленты, поступающей в сборочное гнездо с барабанов, в) захватов, переносящих собранный пакет из сборочного гнезда в механизм для опрессовки и сбрабатывающих от счетного устройства при поступлении в сборочное гнездо заданного количества слюдяных пластинок, г) механизма для загибки концов фольги, выполненного в виде двухшарнирной системы с плоскими щупальцами и вращающимися роликами на концах шарниров, имеющих небольшое угловое перемещение.