1
Изобретение относится к электротехнической промышленности и может быть использовано для изготовления электродных блоков химических источников тока.
Известно автоматическое устройство для изготовления электродных блоков химического источника тока, содержащее привод, поворотный стол, автооператор с присосами, сменные магазины и механизм скрепления пакетов 1.
Недостаток данного устройства заключается в необходимости его остановки для заряда несъемных магазинов деталями.
Наиболее близким к предлагаемому по технической сущности и достигаемым результатам является автоматическое устройство для изготовления электродных блоков химического источника тока, содержащее привод, поворотный стол с гнездами под электроды, автооператор с присосами, сменные магазины, механизм скрепления пакетов, механизм съема и укладки изделий в стопы, а также механизм подачи электродов, связанный со стопой электродов в сменном магазине посредством реечной пары 2.
Недостаток известного автоматического устройства - необходимость его остановки
при замене сменных магазинов, что приводит к потерям времени и тем самым снижает производительность изготовления изделий.
Цель изобретения - повышение производительности.
Указанная цель достигается тем, что механизм подачи электродов снабжен неподвижным накопителем в виде патрубка, с нижней частью которого контактирует смен10ный магазин, а на боковой поверхности укреплена с возможностью осевого перемещения траверса, содержащая подвижное кольцо, взаимодействующее с установленными в продольных пазах накопителя выдвижными упорами, с траверсой жестко соединен щток, представляющий собой двустороннюю рейку, с одной из сторон которой связана реечная шестерня, а с другой, снабженной зубьями в виде прямоугольного треугольника, обращенного одним из катетов
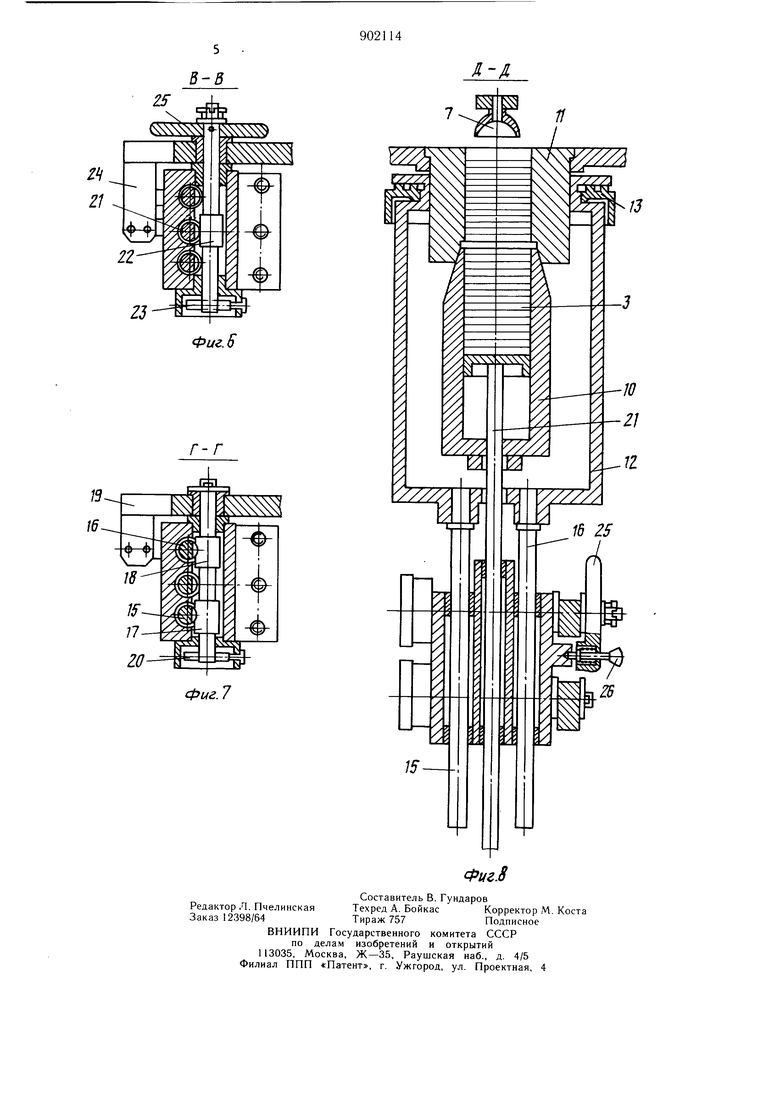
20 вверх, связан при помощи ножевого выступа качающийся двуплечий рычаг, взаимодействующий с регулируемым упором, укрепленный на автооператоре, при этом сменный магазин установлен на подпружиненной планке, а реечная пара связана с маховичком, снабженным фиксатором. На фиг. 1 изображено автоматическое устройство, вид сверху; на фиг. 2 - механизм подачи электродов совместно с автооператором; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 3; на фиг. 5 - узел контакта штока с двуплечим рычагом; на фиг. 6 - разрез В-В на фиг. 2; на фиг. 7 - разрез Г-Г на фиг. 2; на фиг. 8 - разрез Д-Д на фиг. 2. Предлагаемое автоматическое устройство содержит поворотный стол 1, связанный с приводом и оснащенный гнездами 2 под электроды 3, механизм 4 скрепления пакетов, механизм 5 съема и укладки изделий в стопы, автооператоры б с вакуумными присосами 7, а также ряд однотипных механизмов 8 подачи электродов с установленными на подпружиненных планках 9сменными магазинами 10, нагруженными электродами 3. Каждый сменный магазин 10контактирует с нижней частью неподвижного накопителя 11 в виде патрубка, на боковой поверхности которого укреплена с возможностью осевого перемещения траверса 12, содержащая подвижное кольцо 13, оснащенное спиральными пазами на торцовой поверхности и взаимодействующее с установленными в продольных пазах накопителя 11 выдвижными упорами 14. С траверсой 12 жестко соединены два штока 15 и 16, причем шток 15 выполнен в виде рейки, взаимодействующей с реечной щестерней 17, а шток 16 выполнен в виде двусторонней рейки, с одной из сторон которой связана реечная шестерня 18, а с другой, оснащенной зубьями в виде прямоугольного треугольника, обращенного одним из катетов вверх, связан при помощи ножевого выступа качающийся двуплечий рычаг 19. Закрепленные на одном валу шестерни 17 и 18 связаны со спиральной пружиной 20, под действием которой траверса 12 при утопленных в тело накопителя 11 выдвижных упорах 14 стремится занять крайнее верхнее положение. Со стопой электродов 3 в сменном магазине 10 связана реечная пара 21 и 22, взаимодействующая со спиральной пружиной 23 и двуплечим качающимся рычагом 24, причем рейка 21 и рычаг 24 выполнены и кинематически связаны между собой аналогично штоку 16 с рычагом 19. С реечной шестерней 22 связан меховичок 25, предназначенный для возврата в нижнее положение рейки 21, стремящейся под действием пружины 23 подняться вверх. Маховичок 25 оснащен фиксатором 26 для удержания рейки 21 в нижнем положении, что необходимо в момент смены магазина 10. Двуплечие рычаги 19 и 24 выполнены взаимодействующими соответственно с регулируемыми упорами 27 и 28, укрепленными на автооператоре 6. Предлагаемая конструкция механизмов позволяет не останавливая автоматического устройства в момент смены магазинов осуществлять непрерывную подачу электродов к гнёздам поворотного стола. Автоматическое устройство работает следующим образом. При дискретном вращении поворотного стола 1 на загрузочные позиции к автооператорам 6 поочередно подводятся гнезда 2. На каждой загрузочной позиции рука автооператора 6 в момент выстоя стола совершает ход вниз, при этом одновременно с подходом присоса 7 к стопе электродов в накопителе 11 упор 28 нажимает на рычаг 24, освобождая, тем самым, рейку 21, которая под действием пружины 23 приподнимает всю стопу электродов, находящихся в сменном магазине 10 и накопителе 11 до соприкосновения с присосом. Захватив электрод 3, присос 7 поднимается, при этом упор 28 отходит вверх и рейка 21 вновь стопорится ножевым выступом двуплечего рычага 24, после чего рука автооператора 6 переносит электрод 3 в соответствующее гнездо 2 поворотного стола 1. При каждом выстое стола перечисленные движения повторяются, сохраняя, тем самым, постоянный уровень стопы электродов под вакуумным присосом 7. После перемещения вдоль всех загрузочных позиций в гнезде 2 набирается электродный блок, состоящий из чередующихся положительных и отрицательных электродов, которые при дальнейшем повороте стола 1 соединяются механизмом 4 скрепления пакетов и затем подаются к механизму 5 съема укладки изделий в стопы. По мере отбора электродов 3 из накопителя 11 вся стопа их постепенно переходит из сменного магазина 10 в накопитель. После того как последний электродосвобождается магазин 10, поддержание постоянного уровня под присосом 7 осуществляется системой подачи накопителя 11, для чего опускается траверса 12 с кольцом 13 вниз, тем самым через штоки 15 и 16 и шестерни 17 и 18 взводится спиральная пружина 20. Далее поворотом кольца 13 под оставшуюся стопу электродов 3 в накопителе 11 подводятся выдвижные упоры 17, после чего дальнейший подъем электродов осуществляется аналогично их подаче из сменного магазина 10. Одновременно с подходом вакуумного присоса 7 к стопе электродов 3 в накопителе 11 упор 27 нажимает на двуплечий рычаг 19, освобождая, тем самым, шток 16, который вместе со штоком 15, траверсой 12 и выдвинутыми упорами 14 под действием спиральной пружины 20 приподнимает стопу электродов до соприкосновения с присосом 7. Захватив электрод, присос 7 начинает подниматься, при этом упор 27 отходит вверх и шток 16 вновь стопорится ножевым выступом двуплечего рычага 19, после чего спиральная пружина 20 уже не оказывает воздействия на стопу электродов в накопителе И. При опускании присоса 7 за следующим электродом движения в механизме 8 подачи электродов повторяются, при этом выдвижные упоры 14 вновь приподнимают стопу электродов до соприкосновения с присосом. В это время производится замена сменного магазина 10, причем предварительно опускается рейка 21 путем вращения маховичка 25 с последующей фиксацией его в крайнем положении при помощи фиксатора 26, а затем отжимается вниз подпружиненная планка 9, освобождая, тем самым, магазин 10. После установки нового магазина 10, загруженного электродами 3, производится расфиксация маховичка 25, после чего очередное нажатие упора 28 на рычаг 24 при опускании присоса 7 к электродам 3 в накопителе 11 освобождает рейку 21. Последняя поднимает стопу электродов 3 до уровня выдвижных упоров 14, которые после этого поворотом кольца 13 утапливаются внутрь стенки накопителя 11. Механизм 8 подачи электродов начинает вновь подавать электроды 3 из сменного магазина. Предлагаемая конструкция обеспечивает непрерывность технологического процесса изготовления электродных блоков и тем самым, повышает производительность по сравнению с известным автоматическим устройством в 1,5 раза. Формула изобретения Автоматическое устройство для изготовления электродных блоков химического источника тока, содержащее привод, поворотный стол с гнездами под электроды, автооператор с присосами, сменные магазины, механизм скрепления пакетов, механизм съема и укладки изделий в стопы, а также механизм подачи электродов, связанный со стопой электродов в сменном магазине посредством реечной пары, отличающееся тем, что, с целью повышения производительности, механизм подачи электродов снабжен неподвижным накопителем в виде патрубка, с нижней частью которого контактирует сменный магазин, а на боковой поверхности укреплена с возможностью осевого перемещения траверса, содержащая подвижное кольцо, взаимодействующее с установленными в продольных пазах накопителя выдвижными упорами, с траверсой жестко соединен щток, представляющий собой двустороннюю рейку, с одной из сторон которой связана реечная шестерня, а с другой, снабженной зубьями в виде прямоугольного треугольника, обращенного из катетов вверх, связан при помощи ножевого выступа качающийся двуплечий рычаг, взаимодействующий с регулируемым упором, укрепленным на автооператоре, при этом сменный магазин установлен на подпружиненной планке, а реечная пара связана с маховичком, снабженным фиксатором. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 262274, кл. Н 01 G 13/00, 1970. 2.Авторское свидетельство СССР 557439, кл. Н 01 М 2/00, 1977.
Фиг.З
Б- Б
иг
/5
16
иг.5


| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическое устройство для изготовления биполярных электродов химического источника тока | 1975 |
|
SU557439A1 |
| Автомат для изготовления биполярных электродов химического источника тока | 1980 |
|
SU877654A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Устройство для поштучной подачи листовых заготовок в рабочую зону пресса | 1990 |
|
SU1727946A1 |
| Установка для многономенклатурной штамповки полосового материала | 1989 |
|
SU1682019A1 |
| Способ штамповки деталей из полосового материала и установка для его осуществления | 1987 |
|
SU1586826A1 |
| Устройство Кривовязюка для вырубки заготовок из плоского материала | 1980 |
|
SU899210A1 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1291253A1 |
| Устройство для отделения листа от стопы и подачи его в рабочую зону пресса | 1980 |
|
SU880579A1 |
| Устройство Кривовязюка для отделения листа от стопы и подачи его в зону обработки | 1983 |
|
SU1133006A1 |