,1
Изобретение относится к области трубопрокатного производства.
Известна рабочая клеть стана холодной прокатки труб 1, станина которой выполнена в виде вертикальных боковых стоек. Верхние части стоек соединены крышкой, фиксированной со стойками с помощью шарнирного соединения с винтовым упором. Недостатком такой станины является недостаточная надежность соединения крышки со стойками.
Наиболее близкой к предлагаемой является станина рабочей клети стана холодной прокатки труб 2, содержаодая вертикальные боковые стойки и крышки, соединяющие боковые стойки. Крыщки фиксированы в стойках брусьями, размещенными в поперечных пазах, имеющихся иа внутренних сторонах стоек. В этой станине для достаточно быстрого снятия и установки крышек при перевалках брусья устанавливают в пазах стоек и крышек с гарантированным зазором. При прокатке происходит вначале выборка этих зазоров, затем деформация мест, контактов брусьев со стойками и крышками и только после этого восприятие усилий прокатки стаиииой клети, вследствие чего клеть не обладает достаточной жесткостью и снижается долговечность контактируемых между собой деталей.
Целью изобретения является повышение жесткости клети стана холодной прокатки
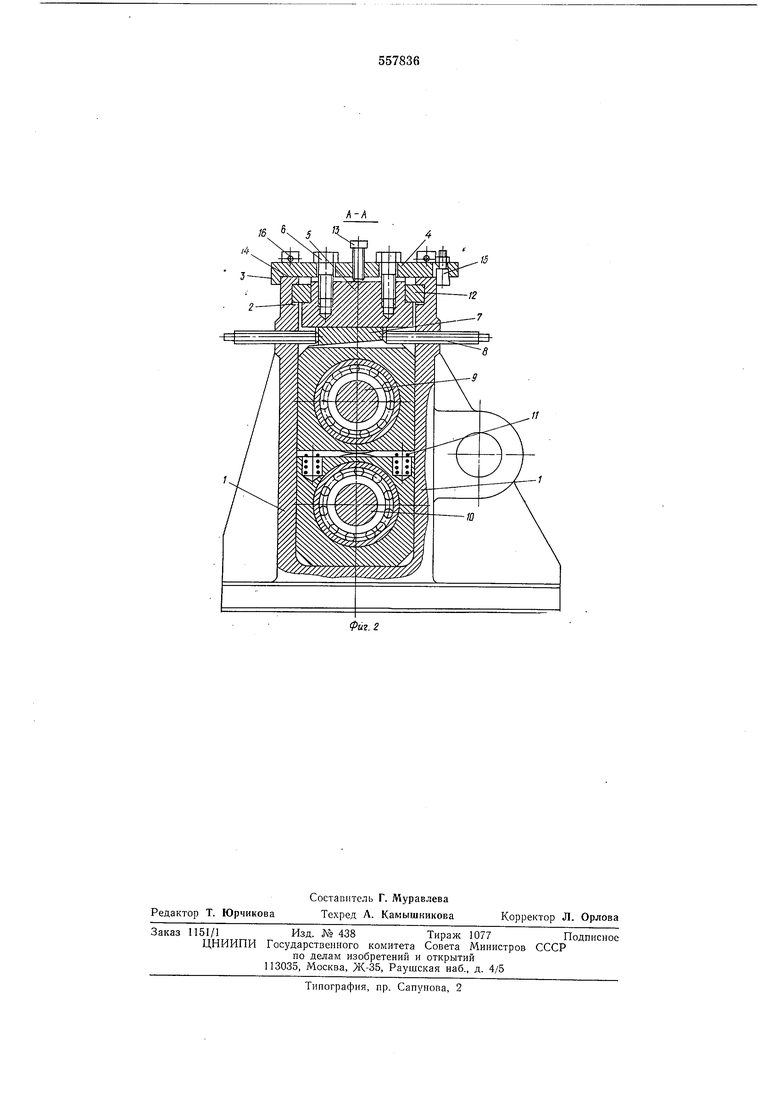
труб и вследствие этого точности прокатываемых труб. Для этого в стойках предлагаемой станины над пазами выполнены продольные проемы, а крышки составлены из скобы, размещенной концами в проемах, и траверсы, фиксированной в стойках брусьями и подвижно установленной относительно скобы в вертикальной плоскости. На фиг. 1 и 2 изображена рабочая клеть
стана холодной прокатки труб.
Предлагаемая станина рабочей клети стана холодной прокатки труб содержит вертикальные боковые стойки 1, имеющие с внутренней стороны поперечные пазы 2, и крышки 3, соединяющие боковые стойки. Крыщки составлены из скоб 4 и траверс 5, соединенных между собой болтовым соединеннем 6. Траверсы относительно скоб подвижны в вертикальной плоскости и через клинья 7 с нажимными виитами 8 иаходятся в контакте с подущками верхнего рабочего валка 9, взаимодействующего Q нижним рабочим валком 10 через пружины 11. Траверса 5 фиксирована в стойках параллельными брусьями 12, размещенными в иазах 2 стоек 1. Ее вертикальное перемещение осуществляется винтом 13. Скоба 4 размещена концами в проемах 14, выполненных в стойках 1 над пазами 2, и фиксирована в
стойках от горизонтального иереметцения клиновым устройством 15, а от перемещения вверх ограничителями 16, расположенными в отверстиях стоек над скобой.
Для осуществления перевалки валков 9 и 10 необходимо ослабить болтовое соединение 6 и клиновое устройство 15 и с помощью винта 13 отжать траверсу 5 от скобы 4 так, чтобы ослабить брусья 12, после чего вынуть их. Вынув ограничители 16, снимают крышку 3 со стоек 1 и производят перевалку валков.
При сборке клети для подготовки ее к прокатке (когда крышка снята со стоек) между стойками устанавливают последовательно нижний рабочий валок 10 с пружинами 11, верхний рабочий валок 9 и клинья. Затем в проемы 14 стойкп устанавливают крышку 3, составленную из скобы 4 и траверсы 5. Причем в этот момент болты 6, соединяющие скобу и траверсу, не затянуты, т. е. не создано натяжение между ними. Затем устанавливают ограничители 16 и винт 13, которым производят отжатие траверсы вниз, преодолевая усилия пружин 11.
После образования между опорными плоскостями траверс 5 и пазами 2 стоек 1 пространства, несколько большего высоты брусьев 12, последние устанавливают в это пространство. Затем винт 13 вывертывают и траверсы под действием пружин 11 через подушки верхнего рабочего валка 9 и клинья 7 прижимаются к опорным поверхностям брусьев 12. Болты 6 затягивают, тем самым выбираются
зазоры и создается предварительное напряжение в местах контакта брусьев 12 со стойками 1 и траверсой 5 крышки 3. Благодаря выполнению крышки сосгавленной из скобы и траверсы, установленной относительно скобы подвижно в вертикальной плоскости, в местах контактов брусьев 12 со стойками и траверсой можно создать напряжение, равное напряжению, возникающему в этих местах при прокатке, или большее его. В результате повышается жесткость клети и увеличивается точность прокатываемых труб.
Формула изобретения
Станина рабочей клети стана холодной прокатки труб, содержащая вертикальные боковые стойки, имеющие с внутренней стороны поперечные пазы, размещенные в них параллельные брусья и крышки, соединяющие боковые стойки, отличающаяся тем, что, с целью повышения жесткости клети, в стойках над пазами выполнены продольные проемы, а крышки составлены из скобы, размещенной
концами в проемах, и траверсы, фиксированной в стойках брусьями и подвижно установленной относительно скобы в вертикальной плоскости. Источники информации, принятые во впимание при экспертизе:
1.Патент ФРГ № 1287541, кл. 7а31/04, 1969.
2.Патент США № 2972267, кл. 72-198, 1961.
18
| название | год | авторы | номер документа |
|---|---|---|---|
| НАЖИМНОЕ УСТРОЙСТВО РАБОЧЕЙ КЛЕТИ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2012 |
|
RU2508172C1 |
| КЛЕТЬ ДЛЯ ПРОКАТКИ СОРТА | 1991 |
|
RU2010635C1 |
| Реверсивная клеть дуо для прокатки профилей | 1990 |
|
SU1838007A3 |
| ПРОКАТНАЯ КЛЕТЬ | 2000 |
|
RU2171725C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2012 |
|
RU2487771C1 |
| Рабочая клеть стана холодной прокатки труб | 1975 |
|
SU588026A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2012 |
|
RU2488454C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2015 |
|
RU2601724C1 |
| Рабочая клеть стана поперечной прокатки | 1976 |
|
SU622519A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2005 |
|
RU2292968C1 |