1
Изобретение касается наплавки с применением жидкого присадочного металла и может использоваться в металлургической и машиностроительной промышленностях, в частности при получении биметаллических заготовок, состоящих из вязкой сердцевины и твердой, износостойкой рабочей поверхности.
Известен способ наплавки жидким присадочным металлом, заключающийся в том, что предварительно нагретую до 600-650 С деталь из бтали или чугуна погружают в кокиль с расплавленным алюминиевым сплавом при температуре 7ОО-80О С l .
Известен способ получения армированных отливок путем заливки расплавленной бронзы в нагретую до 960-1150°С литзйную форму с находящейся в ней флюсованной стальной ИЛИ чугунной заготовкой 2 .
Основным недостатком этих способов является ограниченность их применения (нанесения алюминиевых сплавов, бронз, баббита) , так как они не обеспечивают качественного соединения металлов при незначительном различии температур их плавления,
ввиду осуществления способов без учета соотношения массы сердечника и жидкого присадочного металла, а также скорости его заливки, что приводит либо к отсутствию соединения (при значительных массе основного металла и скорости заливки присадочного) , либо к ухудшению качества соединения за счет неравномерного оплавления основного металла (при значительной массе жидкого присадочного металла и низ-кой скорости его заливки).
Цель изобретения - повышение равномерности оплавленного слоя сердечника для улучшения качества соединения металлов.
Это достигается тем, что в предлагаемом способе сердечник нагревают в расплавленном флюсе до температуры в интервале от линии солкдус до линии ликвидус и погружают в расплавленный металл со скоростью 0,3-4 м/мин при соотношении масс сердечника и наплавляемого металла 0,121,7, при этом обеспечивается получение качественного соединения металлов по всей границе за счет полного удаления флюса и смачивания всей поверхности сердечника.
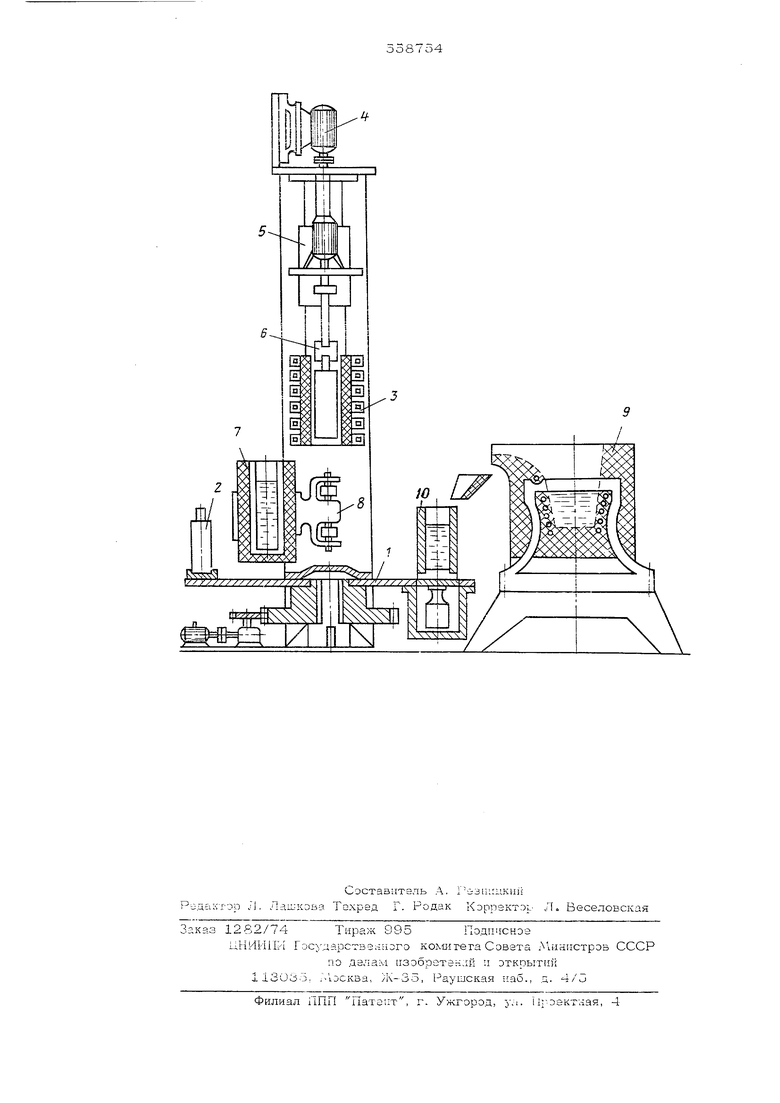
rl. чертеже изображено устройство для осуидгстБлеяия пре.Ц::ага8мого способа.
Поворотным столом 1 сердечник 2 помаизют сйосао под индуктор 3. Мехааизком ьзртккального пэремещения 4 каретку 5
подают 1эгИ13 н патрон захвата 6 соединяют с хвостовиком сердечника, который подмимают а индуктор. Нагревательную ванну 7 с расплавленным флюсом поворачивают ::а -гарнире 8 под индуктор и вводят в пее сердечник, который подогревают до заданной температуры, поверхностно очищаю-г и офлюсовывают. Затем сердечник поднимают в индуктор для поддержания в нем заданной Т8 ашоатуры. Нагревательную ванну возврашают в исходное положение. Жидкий металл из амтойного ковша 9 заливают в литейную (Ь;и;1г-:у 10, з которую после установки ее noEopui-iibJM столом под индуктор, с заданной скоростью вводят сердечник. По оконlaHHH кристаллнзации, освобожденную от заi. ;гу бгмэталлическую заготовку с литейгюм фоимой поворотным столом перемещают на DO и удаляют.
Предложенный способ позволяет повысить равномерность оплавленного слоя сердечника для улучшения качества соединение металлов.
Формула
тения
и 3 о о р
Способ получения биметаллических заготовок, включающий подогрев литейной формы, заливку в нее расплавленного металла и погружение в него нагретого в расплавленном флюсе до температуры интерзала от ллиии солидус до линии ликвидус сердечника, отличающийся тем, что, с целью повышения равномернос1-и оплавленного слоя сердечника для улучшения качества соединения металлов, сердечник погружают со скоростью 0,3-4 м/мин при соотношении масс сердечника и наплавляемого металла 0,12-1,7.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство СССР
№ 393036. М. кл.В 22 D 19/00,1972.
2.Смелякова Н. Н. Армированные отливки, Машгиз , Москва, 1958, 91.-с. 99100, 109-112.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 1995 |
|
RU2081726C1 |
| Способ индукционной наплавки | 1984 |
|
SU1296340A1 |
| Способ изготовления сварочного биметаллического электрода намораживанием | 2020 |
|
RU2756092C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ НАПЛАВКОЙ | 1991 |
|
RU2060869C1 |
| СПОСОБ РЕМОНТА, СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ, УСТРОЙСТВО ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ И КРИСТАЛЛИЗАТОР УСТРОЙСТВА ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ЧУГУННЫХ ПРОКАТНЫХ ВАЛКОВ | 1998 |
|
RU2139155C1 |
| Поточно-механизированная линия для наплавки бил | 1981 |
|
SU1069940A1 |
| Способ изготовления биметаллических изделий намораживанием на заготовку | 1986 |
|
SU1416266A1 |
| Способ изготовления биметаллических изделий | 1974 |
|
SU528997A1 |
| Устройсто для получения биметаллических изделий | 1975 |
|
SU550234A1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИНДУКЦИОННОЙ НАПЛАВКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1994 |
|
RU2086357C1 |