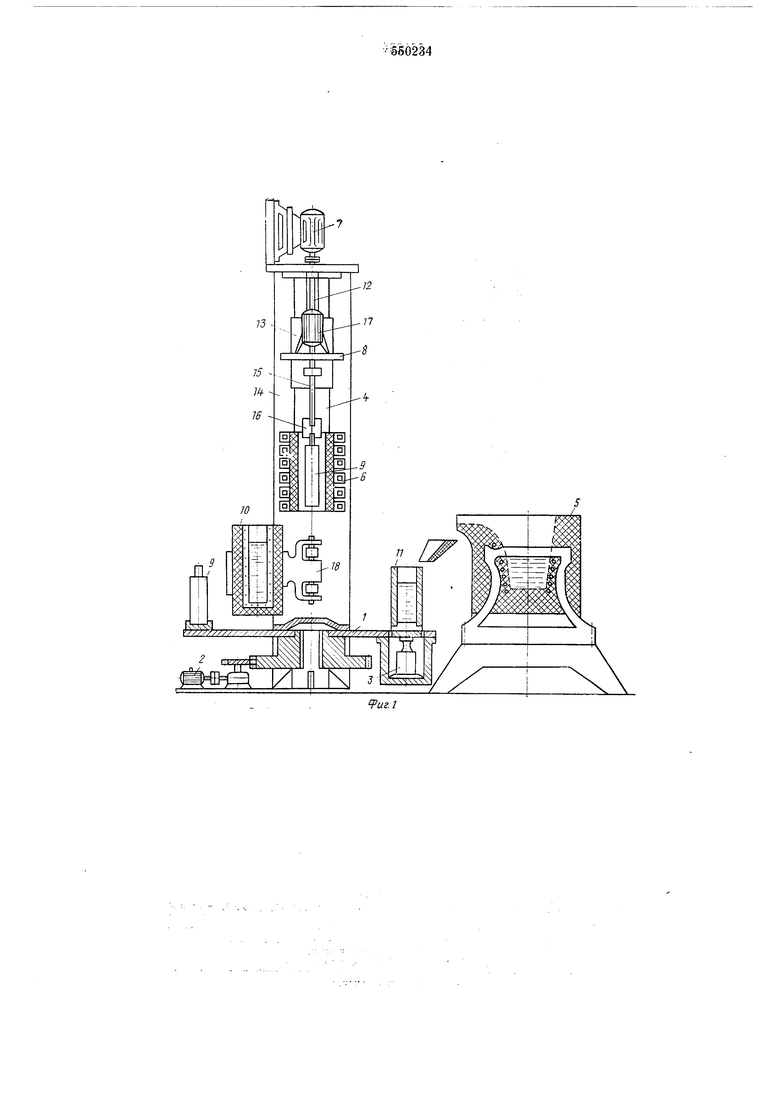
ретке 13, перемещающейся в направляющих 14 колоины 4. На каретгке 13 смонтирован меХШйЭМ вращения 8, содержащий шток 15 с nlt% biKOM захвата 16 детали 9 и привод его враШения 17. Такое устройство позволяет штоку вертикально перемещаться (вместе с кареткой) и вращаться вокруг своей оси. Индуктор 6 для нагрева детали 9 размещен соосно со щтоком 15 механизма вращения 8. При помощи щарнира 18 нагревательная ванна 10 закреплена на -колонне 4 с возможностью ее поворота в рабочее положение (под индуктор 6 соосно с ним) и холостое, показанное на чертеже.
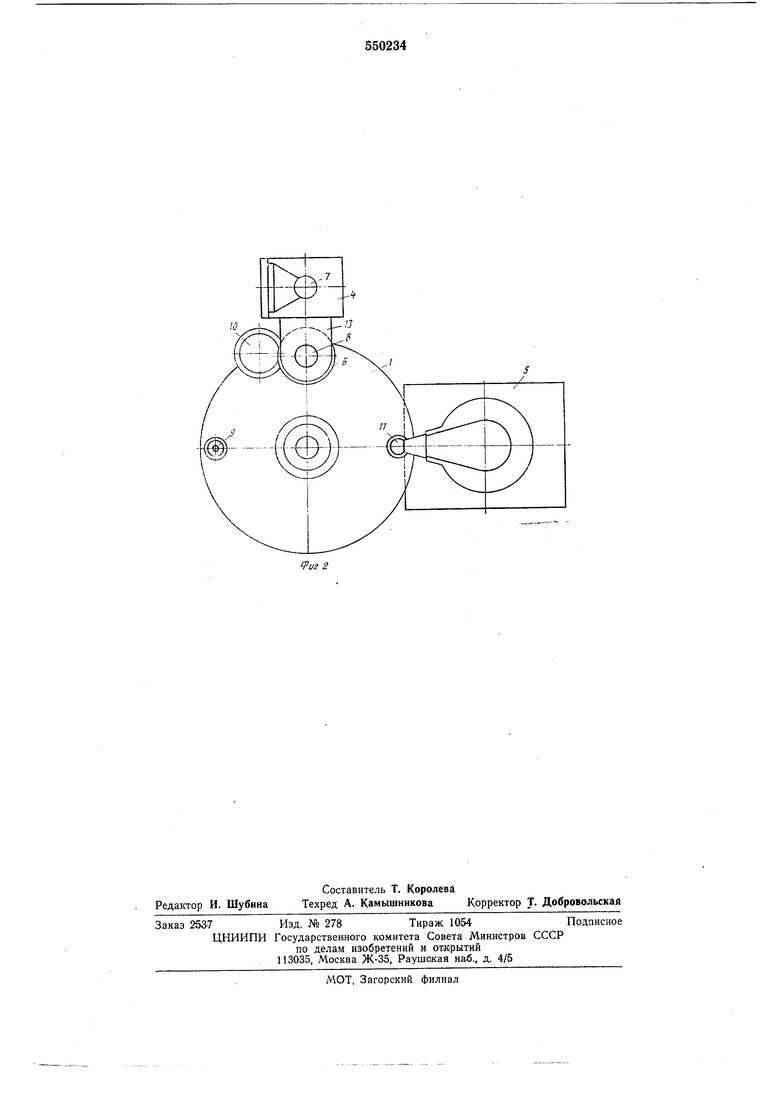
Многопозиционный поворотный стол 1 служит для технологических перемещений деталей, металлических форм и заготовок. Назначение вибратора ультразвуковых колебаний 3 - измельчение зерна кристаллизующегося в форме металла и дробление цементитных сеток при наплавке инструментальных сталей. Нагревательная шлаковая ванна 10 предназначена для ОЧ1ИСТКИ, предварительного нагрева и офлюсования деталей.
Устройство работает следующим образом.
Поворотным столом 1 наплавляемую деталь 9 помещают соосно под индуктор б, механизмом вертикального перемещения 7 каретку 13 подают вниз так, чтобы патрон захвата 16 штока 15 соединился с хвостовиком детали 9, после чего деталь поднимают в индуктор 6. Нагревательную ванну 10 с жидким щлаком поворачивают на шарнире в рабочее положение (под индуктор 6), вводят в нее деталь и включают механизм вращения детали. В нагревательной ванне производят предварительный разогрев детали до заданной темпоратуры, в ходе которого с ее поверхности удаляются загрязнения, окисные пленки, и деталь офлюсовывается. По достижении заданной температуры деталь перемещают в индуктор 6 и, продолжая ее вращать мехаииз.мом вращения 8, производят окончательный ее нагрев.
Нагревательную ванну 10 возвращают в холостое положение. Окончание нагрева детали 9 в ипдукторе 6 совмещают с заливкой
жидкого металла из литейного ковша 5 в металлическую форму (изложницу) 11. Необходимый уровень заливки контролируется электрическим датчиком. При заливке металла
включают вибратор ультразвуковых колебаний. Форму 11 с жидким металлом поворотным столом 1 перемещают под индуктор 6 и, выключив механизм вращения 8, деталь 9 вводят механизмом вертикального перемещения
7 в форму 11 с жидким металлом. По .окончании кристаллизации металла отключают вибратор 3, патрон захвата 16 освобождает биметаллическую заготовку, а форму 11 с заготовкой столом перемещают на 90° и удаляют
ее с поворотного стола. При последующем повороте стола на 90° технологический цикл повторяется.
Использование устройства для получения биметаллических заготовок обеспечивает еледующие преимущества, надежное соединение основного и наплавленного металлов и измельчение структуры наплавленного металла, что особенно важно при наплавке высоколегированных инструментальных сталей.
Формула изобретения
Устройство для получения биметаллических изделий, содержащее многопозиционный поворотный стол с размещенной на нем литейной формой, установленный над поворотным столом на одной из его позиций индуктор для нагрева заготовки и механизм вращения и вертикального перемещения заготовки, о т л ичающееся тем, что, с целью улучщения качества соединения наплавляемого металла с заготовкой, оно снабжено ванной для расплавленного шлака, смонтированной под индуктором с возможностью ее поворота в нерабочее положение.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство СССР N° 101182, М. Кл.2 В 23К 9/04, 1950.
2. Авторское свидетельство СССР № 261134, М. Кл.2 В 22D 19/00, 1968 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления биметаллических деталей | 1982 |
|
SU1069941A1 |
| Установка для изготовления многослойных и восстановления изношенных деталей | 1976 |
|
SU616965A1 |
| Способ получения биметаллических заготовок | 1975 |
|
SU558754A1 |
| Установка для изготовления биметалли-чЕСКиХ дЕТАлЕй | 1979 |
|
SU831317A1 |
| Поточно-механизированная линия для наплавки бил | 1981 |
|
SU1069940A1 |
| Линия для производства биметаллических отливок | 1990 |
|
SU1797515A3 |
| Установка для наплавки инструмента в вакууме | 1980 |
|
SU980953A1 |
| Способ соединения деталей и устройство для его осуществления | 2019 |
|
RU2765870C2 |
| УСТАНОВКА ДЛЯ НАПЛАВКИ ЦЕНТРОБЕЖНЫМ ЛИТЬЕМ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1998 |
|
RU2153954C2 |
| Вакуумная установка для наплавки инструмента | 1985 |
|
SU1252034A1 |