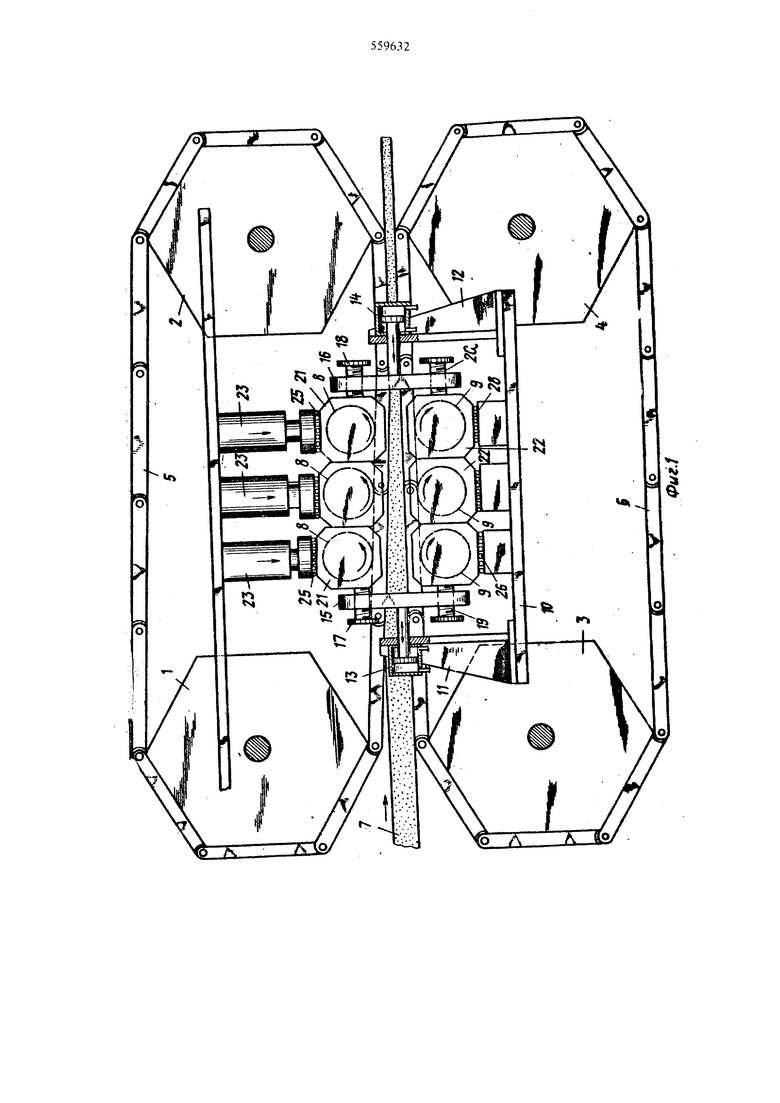
консоли 11 и 12, на которых установлены гидрав лические цилиндры 13 и 14, служащие для передвижения звеньев 15 и 16.
Для возможности передвижения прижимных валков 8 каждой стороны по отношению к нижним прижимным валкам 9 предусмотрены управляемые вручную или автоматически шпиндели 17, 18, 19, 20, служащие для направления подшипников 21 или 22 аналогичным образом. В этом случае только верхние прижимные валки 8 i подвержены воздействию посредством нажимных цилиндров 23 в направлении сфелки, нижние нажимные валки, таким оЗразом, не могут регулироваться по высоте.
Между нажимными цншнндрами 23 и подшипниками 21 прижимных валков 8 расположены ведомые в направляюших 24 игольчатые подшипники 25, между контрподшитшиками подшипников 22, на которые опираются прижимные валки 9, расположены ведомые в направляющих игольчатые подшипники 26, благодаря чему трение в этих местах значительно )меньшается и вследствие этого можно осуществить регулирование прижимных валков также при непрерывно действующем прессе.
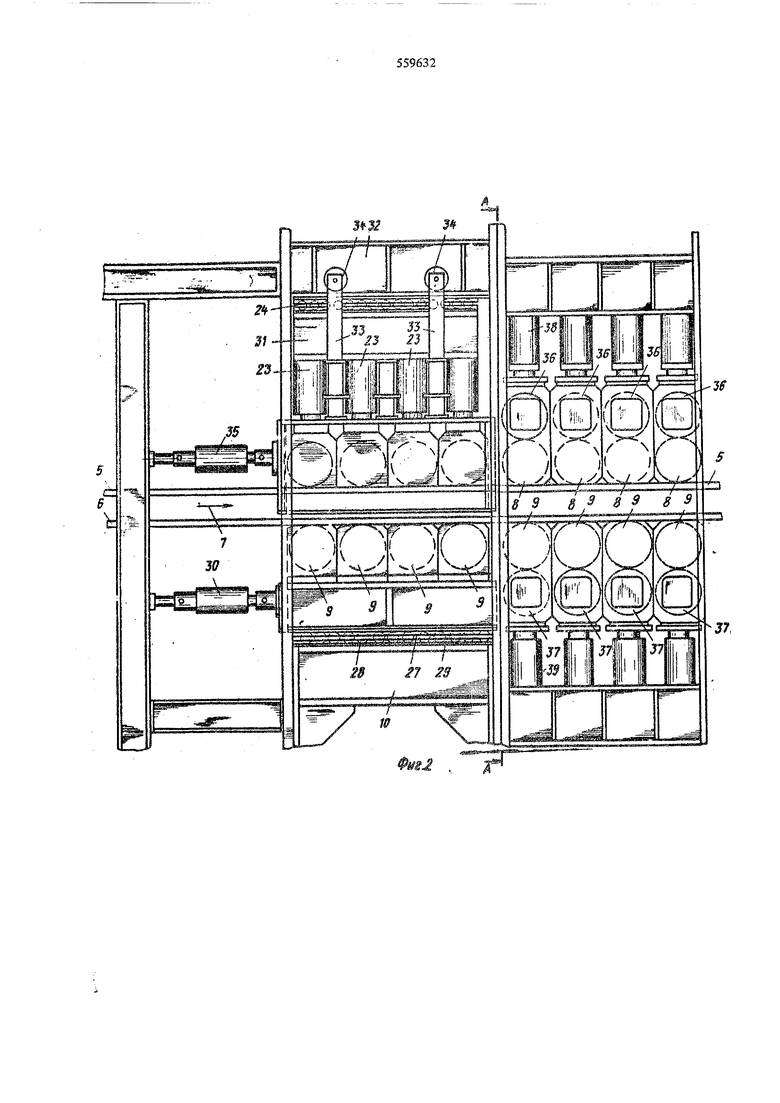
В случае вьшолнения пресса, изображенного на фиг. 2, на стойках 10 станины установлены соответствующие стойки 27, на которые опираются посредством игольчатых подшипников 28 стойки 29, на последних установлены подшипники нижних прижимных валков 9. При помощи гидравлического цилиндра 30 параллельно направлению движения бесконечных пластинчатых лент 5 и 6 или изготовляемого древесностружечного полотна стойки 29 подвижны. Нажимные цилиндры 23 прижимных валков 8 установлены на стойке 31, которая посредством игольчатого рогшкоподшипкика 25 подвешена под стойкой 32, т. е. посредством планок 33 и колес 34. Регулируется этот узел гидравлическим цилиндром 35, который регулирует узел так же, как это осуществляется гидравлическим цилиндром 30 по отношению к нижнему узлу. Целесообразно приводить в действие верх.ле прижимные валки 8 и нижние прижимные валки 9; средства, служащие для приведения их в действие, не показаны, так как они известны. Приданные игольчатым роликоподшипникам прижимные валки объединены в каждом случае в одну гругшу.
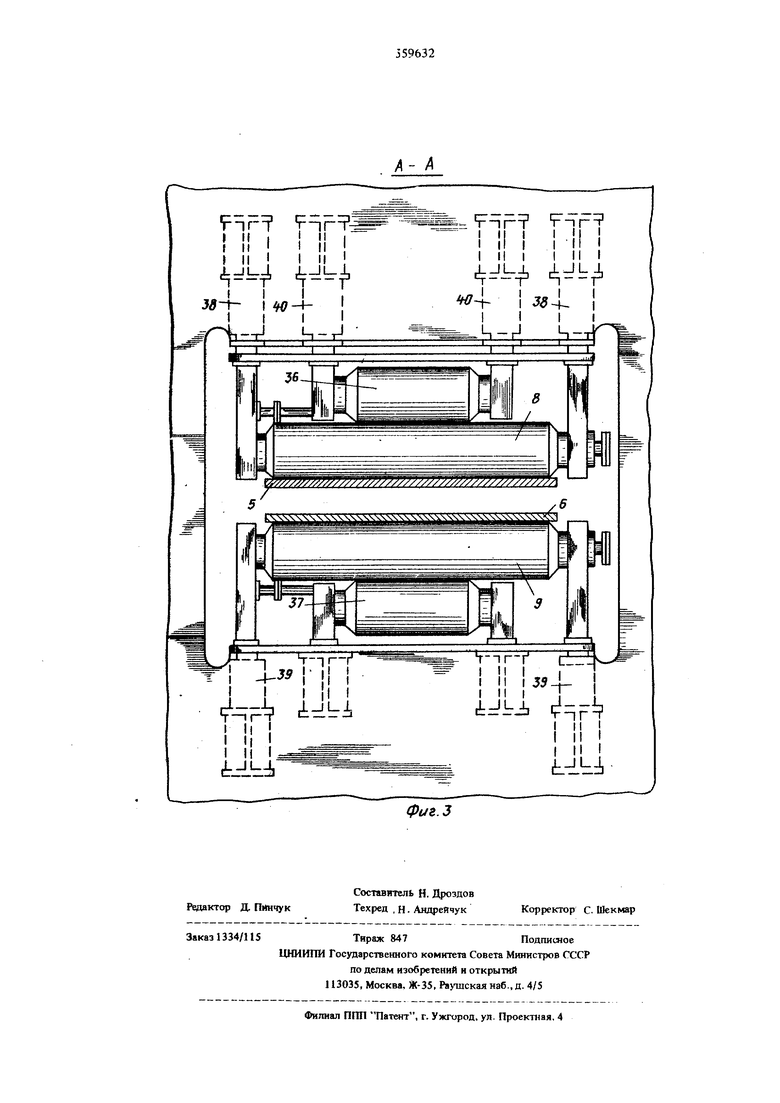
На следующие прижимные валки 8 и 9, образующие зону высокого давления, которые также могут быть приведены в действие, с целью предотвращения прогиба по меньшей мере в средней зоне, воздействует в каждом случае один подпорный валик 36 или 37. Верхние прижимные валки 8 зтой зоны подвержены воздействию гидравлических цилиндров 38, а нижние прижимные алки
посредством гидравлических цилиндров 39 регулируемы. Так как верхние подпорные валки 36 также подвержены воздействию гидравлических цилиндров 40, то их высотные отметки и оказываемые ими нажимные усилия можно при необходимости изменять. Нижние подпорные валки 37 имеют прессоустойчивую опору. Все подпорные валки, таким образом, воздействуют на среднюю зону прижимных валков.
. Верхние прижимные валки могут быть установлены стационарно, если нижние прижимга 1е валки имеют возможность регулирования по высоте. Это соответствует практически виду кинематического реверсирования.
Работает пресс следующим образом.
5 Стружечный ковер 7 подается между пластинчатыми лентами 5, 6 и сжимается между валками 8, 9.
Горизонтальное регулирование прижимных
Q валков при необходимости осуществляют шпинделями 17, 18, 19, 20. При перемещении валков трение между деталями уменьшается вследствие наличия игольчатых подшипников, причем боковое . смещение подшипников предотвращается наличием
5 направляющих 24.
Формула изобретения
1.Пресс непрерывного действия для изготовления древесных плит, включающий станину, расположенные друг над другом бесконечные приводные пластинчатые ленты, взаимодействующие с ними прижимные валки, установленные в подшипниках с опорной частью, отличающийся тем, что, с целью ликвидации смеще1шя бесконечньгх лент и уменьшения сил трения между деталями при горизонтальном регулировании валков, между опорной частью подшипников прижимных валков и станиной расположены в направляющих игольчатые роликоподшипники.
2.Пресс по п. 1,отличающийся тем, что прижимные валки с гидроцилиндрами объединены в одну группу с общей опорной частью, а игольчатые ролики также объединены в одну группу.
Приоритет по пунктам:
30.03.73по п. 1;
23.01.74по п. 2.
Источники информации, принятые во внимание при экспертизе :
1.Шварцман Г. М. Производство древесностружечных цлит , М., Лесная промыишенность, 1957. с. 212-213.
2.Выложная заявка ФРГ № 2135230, кл. 39 а 75/08, 01.02.73 ГО АЛГ go/
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс непрерывного действия | 1979 |
|
SU812598A1 |
| ФИКСИРУЮЩЕЕ УСТРОЙСТВО | 2002 |
|
RU2262450C2 |
| Пресс непрерывного действия | 1982 |
|
SU1066836A1 |
| КАССЕТА УНИВЕРСАЛЬНОЙ ЧЕТЫРЕХВАЛКОВОЙ КЛЕТИ ДЛЯ ПРОКАТКИ ТРАМВАЙНЫХ РЕЛЬСОВ | 2009 |
|
RU2403108C2 |
| УСТРОЙСТВА ДЛЯ РЕГУЛИРОВАНИЯ ПРИЖИМНОГО ДАВЛЕНИЯ ВАЛКА, УСТАНОВЛЕННОГО С ВОЗМОЖНОСТЬЮ ЕГО ПОЗИЦИОНИРОВАНИЯ | 2002 |
|
RU2263582C2 |
| ПРЕСС ДЛЯ ЗАПРЕССОВКИ ИЛИ РАСПРЕССОВКИ КОЛЕСНЫХ ПАР | 2008 |
|
RU2487789C2 |
| ПРЕСС-ГРАНУЛЯТОР ДЛЯ ИЗГОТОВЛЕНИЯ ГРАНУЛ | 2010 |
|
RU2566692C2 |
| Качающийся пресс | 1985 |
|
SU1340575A3 |
| УСТРОЙСТВО ДЛЯ ЗАПИРАНИЯ ПРЕСС-ФОРМЫ МАШИНЫ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1993 |
|
RU2074051C1 |
| Способ непрерывного изготовления древесностружечных плит и аналогичных плитных материалов и установка для осуществления способа | 1991 |
|
SU1836209A3 |