Изобретение относится к кассете универсальной четырехвалковой клетки для прокатки трамвайных рельсов и аналогичных желобчатых профилей.
Для компенсации радиальных усилий, действующих на разрезной ролик при формировании головки профиля, конструкция кассеты универсальной четырехвалковой клети для прокатки трамвайных рельсов оснащена двумя рядами (сверху и снизу) подпорных катков различного диаметра, располагающихся в обойме сварного корпуса кассеты под определенными углами, причем опорой меньших катков служат подшипники скольжения, а для катков большего диаметра - подшипники качения. Изобретение позволяет при сохранении первоначальных габаритных размеров кассеты получить резервные силы, позволяющие увеличить величину деформации со стороны разрезного ролика, и улучшить условия захвата раската. Изобретение обеспечивает рациональное использование габарита подушки разрезного ролика с целью обеспечения оптимальных энергосиловых параметров прокатки в чистовом универсальном калибре. Чертеж.
Профиль трамвайного рельса по ТУ 2Р-320-96 состоит из подошвы, шейки, головки и губы, которая совместно с боковой поверхностью головки образует желоб, где размещается реборда колеса, катящегося по поверхности катания головки рельса.
Известна кассета для прокатки несимметричных фасонных профилей [1], которая состоит из двух несущих плит, между которыми размещены вертикальные неприводные валки. Вертикальные валки имеют эксцентриковое нажимное устройство и возможность поворота на определенный угол в горизонтальной плоскости. Недостатком данной кассеты являются: сложность изготовления, настройки и регулировки; фиксирование роликов осуществляется только осью и при достаточно больших нагрузках не обеспечивается надежность крепления.
Наиболее близким техническим решением к предлагаемому изобретению относится разрезающее приспособление отделочного калибра [2], которое принято за прототип.
Разрезающее приспособление прототипа размещается между шейками нижнего и верхнего валков в пустотелой стальной подушке, устанавливающейся на выступах станины. Внутри подушки вмонтирован ролик из термически обработанной стали. В отверстии в центре ролика расположен игольчатый подшипник, состоящий из наружной втулки, впрессованной в отверстие ролика, и внутренней втулки, через которую проходит ось, скрепляющая ролик с подушкой.
К недостаткам указанной конструкции разрезающего приспособления с вертикальным роликом следует отнести достаточно большой диаметр разрезного ролика (⌀ 541,5 мм), что вызывает большие давления на ролик и его ось при разрезке головки профиля и приводит к его частым поломкам, вследствие чего происходит остановка процесса прокатки. Кассета с роликом выполнена в виде цельнолитой неразборной отливки, что затрудняет ее ремонтопригодность и увеличивает стоимость изготовления. В процессе разрезки губы головки рельса радиальное усилие испытывает только ось ролика.
Технической задачей данного изобретения является: уменьшение давления металла на разрезной ролик в очаге деформации при разрезке головки профиля с уменьшением радиальных усилий на игольчатый подшипник и ось; высвобождение резервных усилий для осуществления возможности больших обжатий при разрезке; увеличение надежности разрезного ролика чистового калибра без изменения исходных габаритных размеров кассеты.
Технический результат достигается за счет сокращения площади контактной поверхности при разрезке в очаге деформации. Для компенсации радиальных усилий, действующих на ось разрезного ролика во время прокатки, в конструкцию кассеты со стороны, противоположной очагу деформации, устанавливаются два ряда (сверху и снизу) подпорных катков с суммарным углом установки 150°. Катки выполнены различного диаметра с определенным углом позиционирования (15°, 45°, 75°). Катки большего диаметра имеют опоры качения, катки меньшего диаметра, опоры скольжения. Подпорные катки соприкасаются с разрезным роликом по специальным проточкам, соответствующим его нерабочим поверхностям, и воспринимают усилие деформации при разрезке. Предлагаемое решение при сохранении первоначальных габаритных размеров кассеты обеспечивает максимально эффективное использование пространства кассеты, уменьшение радиальных усилий при разрезке головки профиля за счет уменьшения длины очага деформации, повышение надежности данного узла за счет перераспределения усилия деформации на опорные поверхности подпорных катков.
Таким образом в процессе прокатки при разрезке губы головки рельса с использованием кассеты с предлагаемым техническим решением ликвидируется сосредоточенное усилие на ось крепления разрезного ролика посредством перераспределения нагрузки на опорные поверхности подпорных катков, что благоприятно сказывается на работе данного узла.
Сопоставительный анализ заявленного решения с прототипом показывает, что кассета универсальной четырехвалковой клети для прокатки трамвайных рельсов отличается от прототипа меньшим диаметром разрезного ролика, для которого со стороны, противоположной очагу деформации, установлены два ряда подпорных катков с различными диаметрами. Таким образом, заявляемая кассета универсальной четырехвалковой клети для прокатки трамвайных рельсов соответствует критерию изобретения «новизна». При изучении других известных технических решений в данной области техники признаки, отличающие заявляемое решение от прототипа, не были выявлены, и поэтому они обеспечивают заявляемому техническому решению соответствие критерию «изобретательский уровень».
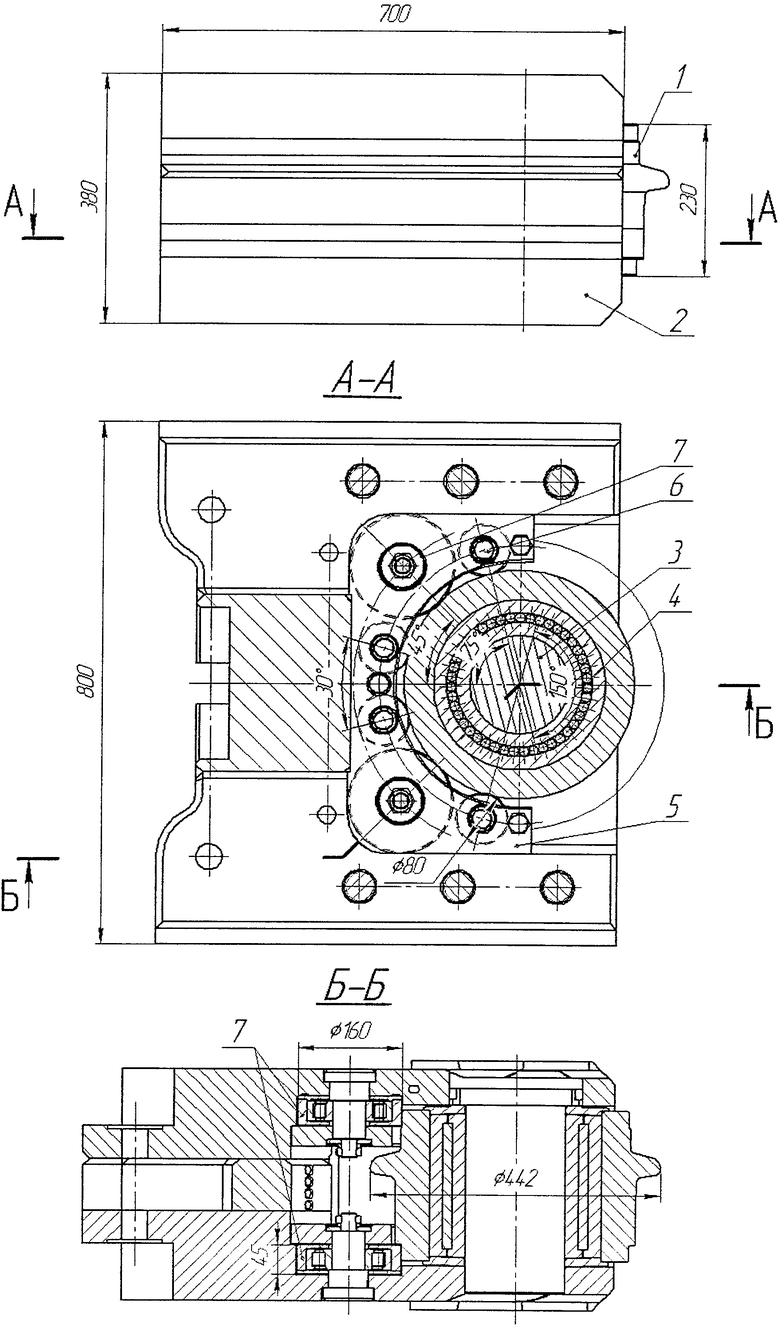
На чертеже представлена предлагаемая кассета с разрезным роликом универсальной четырехвалковой клети для прокатки трамвайных рельсов.
Кассета состоит из разрезного ролика 1, который располагается в сборном сварном корпусе 2, и крепится на оси 3 с насаженным на нее игольчатым подшипником 4. Подпорные катки 6 меньшего диаметра установлены на подшипниках скольжения, катки 7 большего диаметра - на подшипниках качения и крепятся в обойме корпуса 5.
Конкретный пример использования предлагаемой конструкции кассеты универсальной четырехвалковой клети для прокатки трамвайных желобчатых рельсов типа Т62 по ТУ 2Р-320-96.
Новая конструкция кассеты универсальной четырехвалковой клети используется в рельсобалочном цехе ОАО «НКМК» в чистовом калибре при прокатке трамвайных желобчатых рельсов. Кассета в сборе с габаритными размерами 800×380×700 мм вставляется в пазы станины. Для установки кассеты в клети имеется система регулировки нажимным винтом, при помощи которого кассета перемещается в горизонтальном направлении. Нажимной механизм кассеты крепится к стойкам станины при помощи системы тяг и затяжных клиньев. Уменьшение диаметра разрезного ролика по сравнению с существующим составляет 32%. Сборка кассеты осуществляется следующим образом: в нижнюю и верхнюю половинки сварного корпуса устанавливаются подпорные катки большего диаметра, равные ⌀160 мм, по два в нижнюю и верхнюю части корпуса под углами 45° с подшипниками качения и подпорные катки меньшего диаметра ⌀80 мм по четыре сверху и снизу под углами 15° и 75° на подшипниках скольжения. Высота подпорных катков равна 45 мм, которые соприкасаются с разрезным роликом по специальным проточкам. Подпорные катки фиксируются в половинках сварного корпуса при помощи обоймы. В отверстии в центре ролика расположен игольчатый подшипник, через который проходит ось, фиксирующая разрезной ролик в двух половинках сварного корпуса, соединенного при помощи двенадцати болтов. Игольчатый подшипник, втулки и подкладные кольца смазывают густой смазкой при помощи специальных масленок.
Использование предлагаемой конструкции кассеты с разрезным роликом и подпорными катками в универсальной чистовой клети для прокатки трамвайных желобчатых рельсов обеспечивает по сравнению с прототипом следующие преимущества:
1. Уменьшение усилия прокатки на 27% за счет уменьшения диаметра разрезного ролика чистового калибра, уменьшающего площадь очага деформации при разрезке головки профиля с сохранением исходных габаритных размеров кассеты.
2. Уменьшение потребляемой электроэнергии на 55,5 кВт за счет снижения усилия необходимого при разрезке губы головки рельса.
3. Повышение стабильности получения профиля и его качество. Это достигается за счет того, что появляются резервные силы, способные осуществлять большие обжатия взамен существующих.
4. Повышение ремонтопригодности кассеты за счет того, что корпус кассеты ролика выполнен разборным.
5. Улучшение условий захвата раската за счет того, что с уменьшением диаметра разрезного ролика очаг деформации при разрезке головки профиля приближается к очагу деформации горизонтальных валков.
Источники информации
1. Кучко И.И., Серкин М.Г., Рапопорт И.Б. Производство трамвайных рельсов новых типов. // Сталь. - 1956. - №8. - С.708-716, рис.7.
2. Рождественский Ю.В. Совершенствование технологии прокатки рельсов. // Изв. вузов. Черная металлургия. - 1995. - №9. - с.74.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ ТРАМВАЙНЫХ ЖЕЛОБЧАТЫХ РЕЛЬСОВ И ЧИСТОВОЙ ЧЕТЫРЕХВАЛКОВЫЙ КАЛИБР ДЛЯ ПРОКАТКИ ТРАМВАЙНЫХ ЖЕЛОБЧАТЫХ РЕЛЬСОВ | 2015 |
|
RU2604076C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2015 |
|
RU2595082C1 |
| СПОСОБ ПРОКАТКИ ТРАМВАЙНЫХ ЖЕЛОБЧАТЫХ РЕЛЬСОВ | 2022 |
|
RU2787897C1 |
| ВАЛКОВЫЙ УЗЕЛ УНИВЕРСАЛЬНОГО ЧЕТЫРЕХВАЛКОВОГО КАЛИБРА | 2003 |
|
RU2233716C1 |
| Трехвалковый калибр для прокатки трамвайных рельсов | 1989 |
|
SU1776469A1 |
| СПОСОБ ПРОКАТКИ НЕСИММЕТРИЧНЫХ РЕЛЬСОВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 2019 |
|
RU2721968C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2016 |
|
RU2627140C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2021 |
|
RU2782330C1 |
| СПОСОБ ПРОКАТКИ АСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2005 |
|
RU2284872C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2019 |
|
RU2710410C1 |
Изобретение относится к области металлургии и может быть использовано при прокатке трамвайных желобчатых рельсов или аналогичных профилей преимущественно в чистовом калибре. Кассета универсальной четырехвалковой клети для прокатки трамвайных рельсов, а также для аналогичных профилей с желобом содержит разрезной ролик на игольчатом подшипнике, через который проходит ось, в разборном корпусе кассеты установлен разрезной ролик меньшего диаметра, кассета снабжена двумя рядами цилиндрических подпорных катков различного диаметра, закрепленных в обойме, установленных сверху и снизу со стороны, противоположной очагу деформации, и соприкасающихся с разрезным роликом по проточкам, соответствующим его нерабочим поверхностям, при этом подпорные катки большего диаметра смонтированы на роликоподшипниках и расположены под углом 45° к действию радиальных сил, катки меньшего диаметра смонтированы на подшипниках скольжения и расположены под углами 15° и 75° для обеспечения равномерного распределения усилия разрезки губы головки рельса между подпорными катками и осью разрезного ролика. Обеспечивается уменьшение усилия прокатки, снижение потребления электроэнергии, повышение ремонтопригодности кассеты вертикального ролика, улучшение условия захвата раската и повышение производительности. 1 ил.
Кассета универсальной четырехвалковой клети для прокатки трамвайных рельсов и аналогичных желобчатых профилей, содержащая разрезной ролик на игольчатом подшипнике, через который проходит ось, отличающаяся тем, что она снабжена закрепленными в обойме двумя рядами цилиндрических подпорных катков различного диаметра, установленных сверху и снизу со стороны, противоположной очагу деформации, и соприкасающихся с установленным в разборном корпусе кассеты разрезным роликом по проточкам, соответствующим его нерабочим поверхностям, при этом для обеспечения равномерного распределения усилия разрезки губы головки рельса между подпорными катками и осью разрезного ролика подпорные катки большего диаметра смонтированы на роликоподшипниках и расположены под углом 45° к направлению радиальных сил, действующих на ось ролика во время прокатки, а катки меньшего диаметра смонтированы на подшипниках скольжения и расположены под углами 15° и 75°.
| РОЖДЕСТВЕНСКИЙ Ю.В | |||
| Совершенствование технологии прокатки рельсов | |||
| Изв | |||
| вузов | |||
| Черная металлургия, 1995, №9, с.74 | |||
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРОВ | 1999 |
|
RU2169050C2 |
| Универсальный калибр | 1984 |
|
SU1205949A1 |
| Чистовой двухвалковый калибр для прокатки рельсов | 1990 |
|
SU1731305A1 |
| СПОСОБ И СИСТЕМА СВЯЗИ МЕЖДУ БЕСПРОВОДНЫМИ УСТРОЙСТВАМИ | 2009 |
|
RU2531355C2 |
| US 4901554 A, 20.02.1990. | |||

