(54) ПРЕСС НЕПРЕРЫВНОГО ДЕЙСТВИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс непрерывного действия | 1982 |
|
SU1066836A1 |
| Пресс непрерывного действия | 1974 |
|
SU579882A3 |
| Пресс непрерывного действия | 1980 |
|
SU961990A1 |
| Устройство для изготовления фигурных изделий из стружечно-клеевой массы | 1986 |
|
SU1558677A1 |
| Устройство для непрерывного изготовления древесных плит | 1976 |
|
SU648438A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОГОНАЖНЫХ ИЗДЕЛИЙ С ОБЪЕМНЫМ РИСУНКОМ СЛОЖНОЙ КОНФИГУРАЦИИ НА ВУЛКАНИЗАТОРАХ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 2000 |
|
RU2169076C1 |
| Установка для непрерывного изготовления древесностружечных плит | 1974 |
|
SU496191A1 |
| Пресс для непрерывного изготовления профильных погонажных изделий из древесных материалов | 1987 |
|
SU1479271A1 |
| Устройство для непрерывного прессования древесных плит | 1989 |
|
SU1678612A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ДРЕВЕСНО-СТРУЖЕЧНЫХ ПЛИТ, ВОЛОКНИСТЫХ ПЛИТ ИЛИ ТОМУ ПОДОБНЫХ | 1994 |
|
RU2066634C1 |
1
Изобретение относится к прессам непрерывного действия для производства, преимущественно, древесностружечных плит и может быть использовано в деревообрабатывающем машиностроении.
Известны прессы непрерывного действия для производства древесностружечных плит, включающие верхний и нижний прессующие узлы с расположенными на барабанах бесконечными горизонтальными лентами, огибаюсцими пластинчатые цепи, и прижимные валки 1 и 2 .
Недостаток известных прессов состоит в том, что обжатие изделия на всем пути прессования осуществляется валками с регулируемым прижимом, на что требуется значительное увеличение мощности Привода, так как при большой длине среднего участка прессования значительно возрастают силы сопротивления движению пластин.
Цель изобретения - упрощение конс рукции и снижение мощности привода.
Поставленная цель достигается тем что пластинчатые цепи снабжены запирающим устройством, выполненным в виде двух установленных на барабанах многогранной формы бесконечных пластинчатых цепей, расположенных по бокам прессующих узлов и несущих замковые устройства, взаимодействующие в зоне прессования с пластинами пластинчатых цепей, прессукщих узлов,
причем оси барабанов многогранной формы расположены й-ертикально.
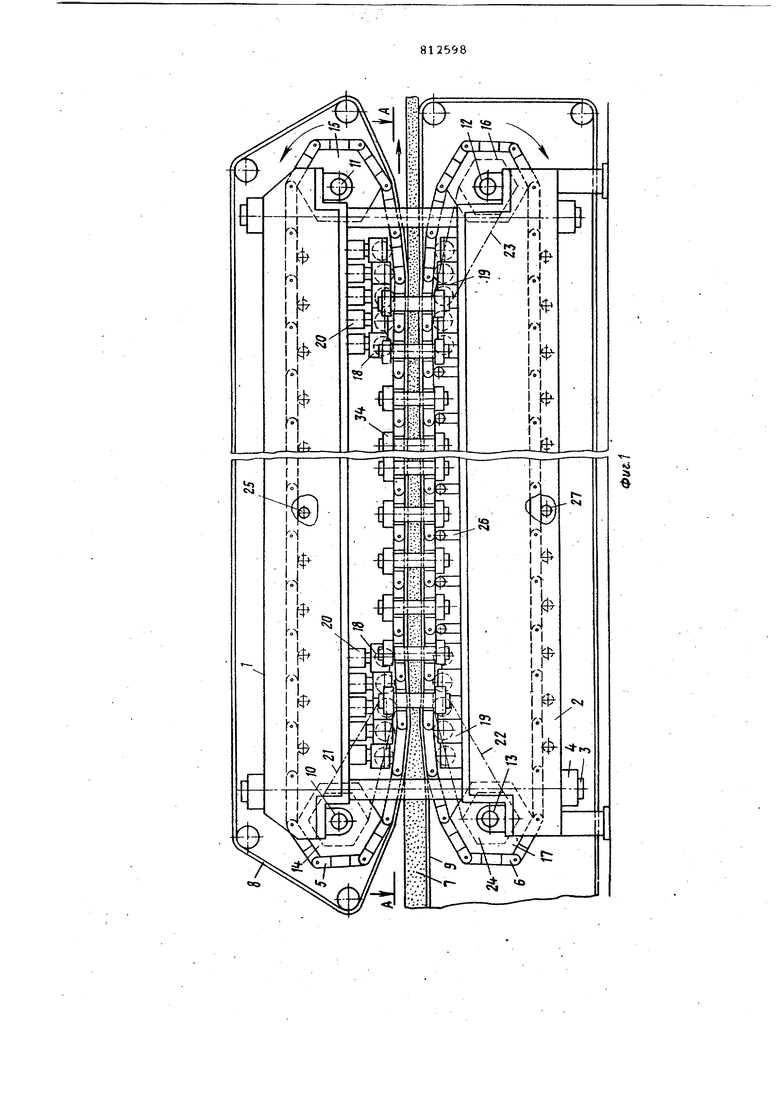
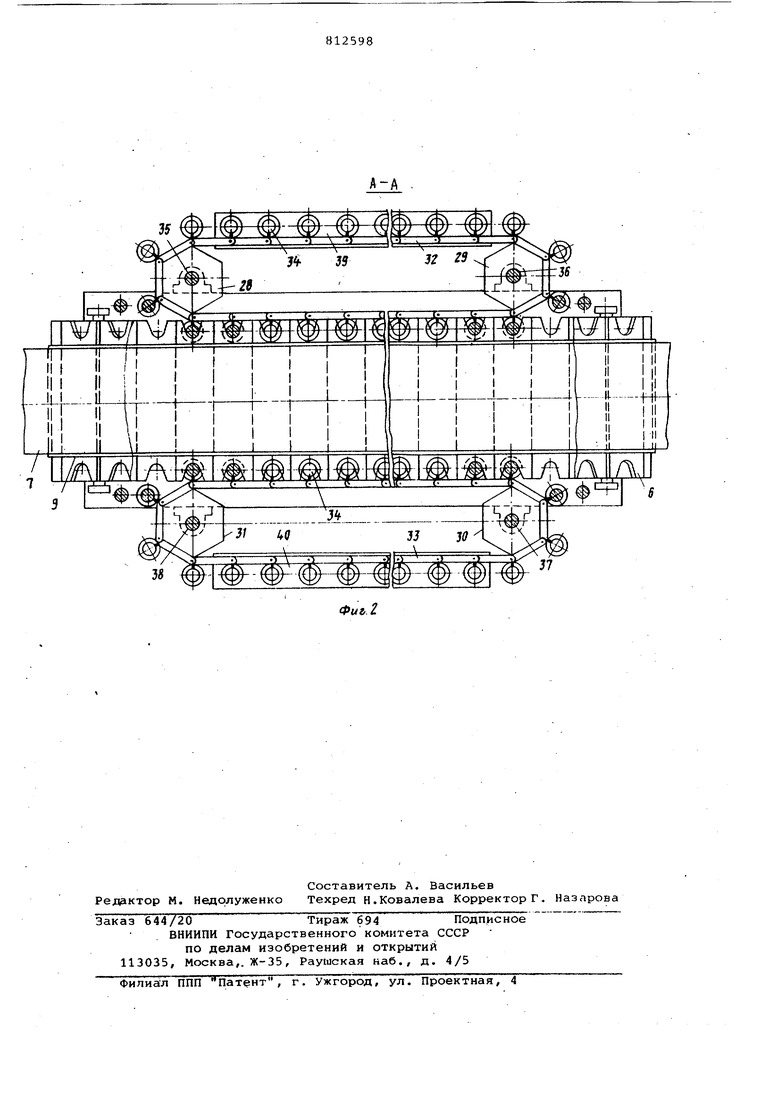
На фиг. 1 изображен предлагаемый пресс непрерывного действия, вид на фиг. 2 - разрез А-А;на фиг.1.
Пресс непрерывного действия состоит из верхнего и нижнего узлов, включакщих поперечины 1 и 2, стянутых колоннами 3 и гайками 4, образующими станину. К каждой из поперечин относится одна огибаю111ая пластинчатая цепь 5 и 6. Обращенные друг к другу ветви цепи образуют щель для формования листового изделия 7. Пластинчатые цепи 5 и 6 охвачены соответственно бесконечными горизонтальными лентами 8 и 9, причем лента 9 служит для подачи прессуемого изделия в пресс. Для привода пластинчатых цепей 5 и 6 служат насаженные на оси
10-13 барабаны 14-17 многоугольной формы.
Обращенные друг к другу ветви цепи на участках обжатия находятся под воздействием прижимных валков 18 сверху
и прижимных валков 19 снизу. Валки
IB связаны с регулируемыми гидравлическими цилиндрами 20, валки 19 закреплены неподвижно.
Привод прижимных валков 18 и 19 осуществляете,, посредством передач 21-23 от приардных звездочек 24, Пластины пласти йатых цепей 5 и 6 на участке пройисания поддерживаются катками 25-27.
Пластинчатые цепи 5 и б снабжены запирающим устройством, выполненным в виде двух установленных на барабанах 28-31 многогранной формы бесконечных пластинчатых цепей 32 и 33, расположенных по бокам прессующих узлов и несущих замковые устройства 34 взаимодействующие в зоне прессования с пластинами пластинчатых цепей 5 и б прессующих узлов, причем оси 35-38 барабанов 28-31 многогранной формы расположены вертикально.
Поддержку бесконечных пластинчатых цепей с замковыми устройствами на участке провисания осуществляют опоры 39 и 40.
Пресс работает следующим образом.
Подготовленное к прессованию изделие 7 подается нижней бесконечной лентой 9 к пластинам пластинчатых цепей 5 и б прессУкяцих узлов. Пластины цепи, перемещаясь под прижимными валками 18 и 19, обжимают изделие 7 с просветом между ними, меньшим его конечной толщины.
На этой стадии замковые устройства 34 без большого усилия входят в выемки на краях пластин пластинчатых цепей 5 и б, образуя щ-эль. Равномерно перемещаясь, пластины выходят из зоны действия прижимных валков 18, где за счет упругой деформации изделия 7 происходит силовое запирание пластин - усилие прессования начинает передаваться на замковые устройства. В конце участка прессования пластины пластинчатых цепей 5 и б
вновь обжимаются прижимными вешками 18, от чего изделие 7 сжимается до размера, меньшего его конечной толщины. Замковые устройства 34 без усилия разъединяются с пластинами пластинчатых цепей 5 и б. Готовое изделие выходит из пресса. Процесс, прессования окончен.
Предлагаемый пресс по сравнению с известным дает возможность уменьшить количество прижимных валков, гидроцилиндров и подшипников, что значительно упрощает его конструкцию. Снижение мощности привода в предлагаемом прессе достигается.на 30-40%.
Формула изобретения
Пресс непрерывного действия, включающий верхний и нижний прессующие узлы с расположенными на барабанах бесконечными горизонтальными лентами огибающими пластинчатые цепи, и прижимные валки, отличающийс я тем, ЧТО, с целью упрсядения конструкции и снижения мощности привода, пластинчатые цепи снабжены запирающим устройством, выполненным в виде двух установленных на барабанах многогранной формы бесконечных пластинчатых цепей, -расположенных по бокам прессукщих узлов и несущих замковые устройства, взаимодействующие в зоне прессования с пластинами пластинчатых цепей прессующих узлов, причем оси барабанов многогранной расположены вертикально.
Источники информации, принятые во внимание при экспертизе
«si
:з
