1
Изобретение относится к области сварочного производства, в частности к устройствам для ориентации сварочной горелки при сварке незамкнутых швов.
Известно устройство для ориентации сварочной горелки при сварке незамкнутых швов, содержаш,ее привод слежения и два струйных датчика, закрепленные на сварочной горелке и функционально связанные с приводом слежения при помоши блока управления.
Цель изобретения - обеспечение возможности слежения по стыку без разделки кромок и автоматизации процесса установки сварочной горелки в исходное положение и окончание процесса сварки.
Это достигается тем, что в предлагаемое устройство для ориентации сварочной горелки при сварке незамкнутых швов введены два дополнительных струйных датчика, блоки поиска стыка и окончания процесса сварки и пороговые элементы основных и дополнительных датчиков, при этом выходы пороговых элементов основных струйных датчиков соединены с входами блоков управления приводом слежения, поиска стыка и окончания процесса сварки, а выходы пороговых элементов дополнительных датчиков соединены с вторыми входами блоков окончания процесса сварки и уиравления приводом слежения.
Блок иоиска стыка может содержать элемент «Память и два элемента ПЛИ, при этом входы одного из элементов ИЛИ доллсны быть соединены с выходами пороговых элементов основных датчиков, его выход соединен с входами элемента «Память и другого элемента ИЛИ, второй вход которого соединен с инверсным выходом элемента «Память.
Блок управления приводом слежения целесообразнее выполнить из двух элементов НЕ-ИЛИ и ячейки «неравнозначности, при этом входы элементов ИЛИ-НЕ должны быть соединены с выходами пороговых элементов основных датчнков и элемента «Неравнозначность, входы которого соединены с выходами пороговых элементов дополнительных датчиков. Блок окончания процесса сварки может
быть выполнен в виде элемента НЕ-ИЛИ, входы которого должны быть соединены с прямыми выходами всех пороговых элементов. Дополнительные струйные датчики могут
жестко связаны с соответсгвующими основными струйными датчиками и расположены с ними по одну сторону свариваемого стыка в илоскости, перпендикулярной к этому стыку, прн этом обе пары основных и дополнительных датчиков должны быть расиоложены в параллельных плоскостях по разные стороны от сварочной горелки.
Целесообразнее для стабилизации расстояния от струйных датчиков до свариваемой поверхности последние шарнирно связать со сварочной горелкой при помощи поворотных в вертикальной плоскости рычагов, снабженных в зоне крепления струйных датчиков опорами качения.
Для обеспечения возможности наладки струйных датчиков для поверхностей различного профиля и различной ширины разделки шарнирное соединение поворотных в вертикальной плоскости рычагов со сварочной горелкой может быть выполнено в виде круглой зубчатой рейки, закрепленной перпендикулярно к свариваемому стыку на сварочной горелке, и находяш,ихся в зацеплении с ней шестерен, размещенных в расточках рычагов, при этом параллельно рейке должен быть расположен жестко соединенный со сварочной горелкой и охватываемый вырезами рычагов упорный стержень, кинематически связанный с поджимными к рычагам ползунами.
Для регулирования угла поворота рычагов в вертикальной плоскости в их вырезах со стороны, противоположной подпружиненным ползунам, могут быть размещены винтовые упоры.
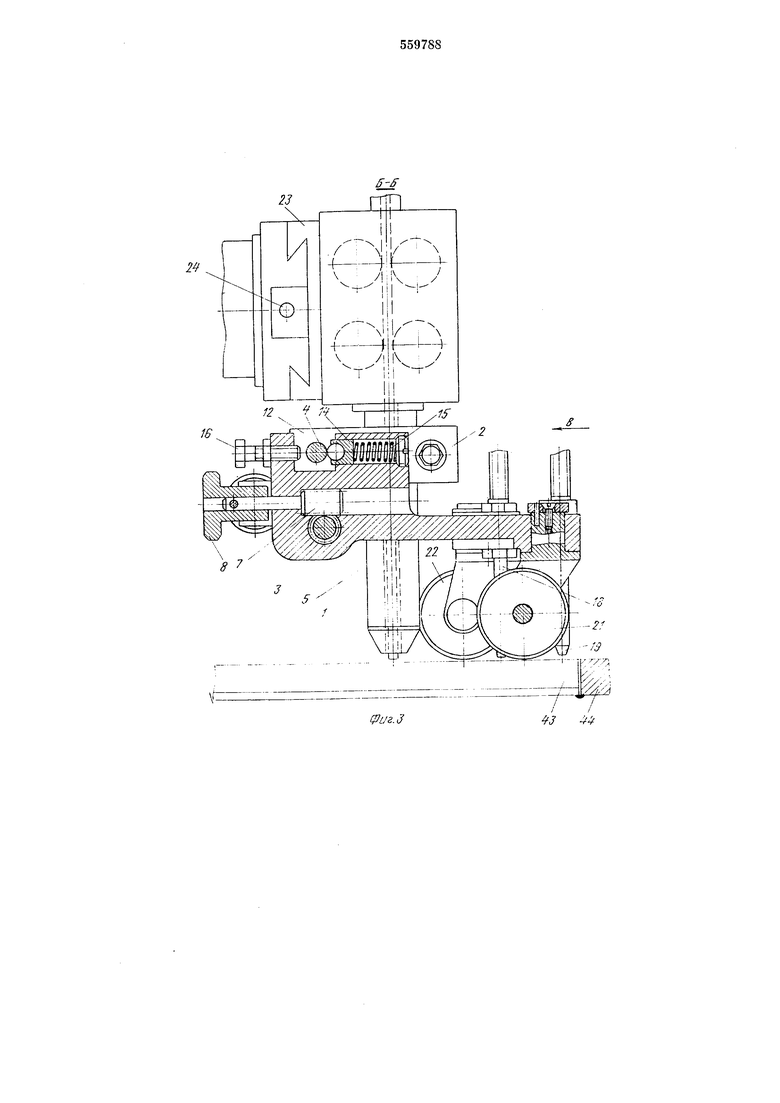
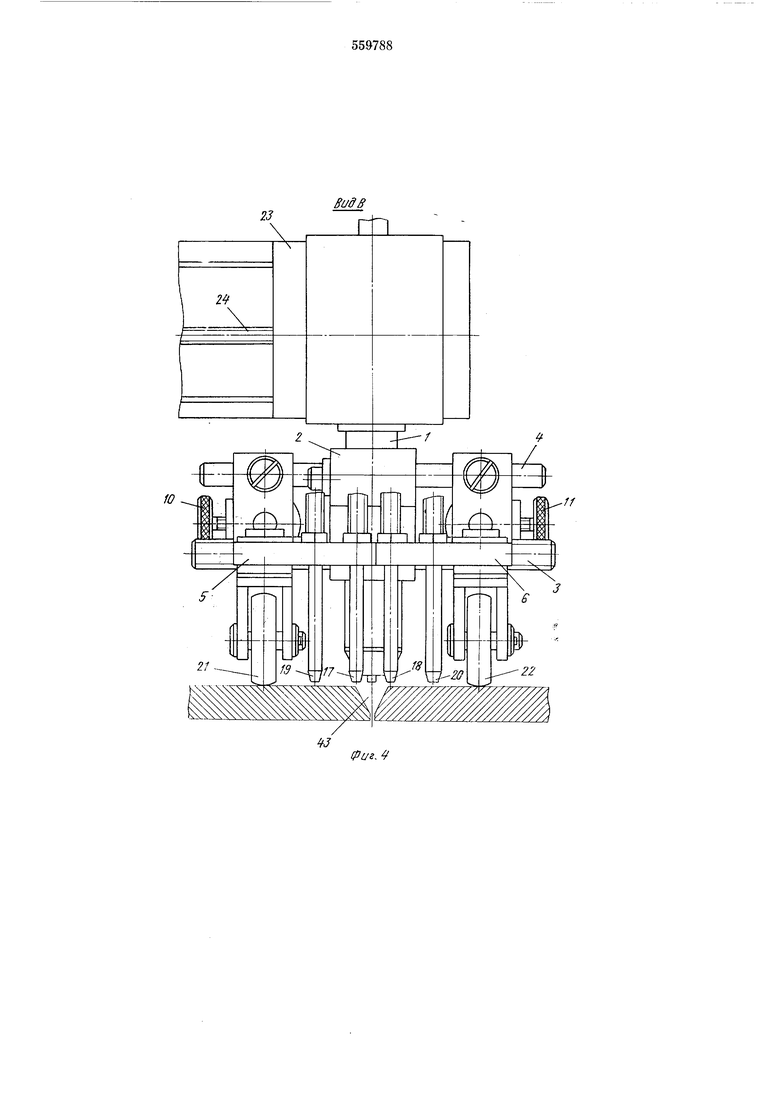
На фиг. 1 иоказаио предлагаемое устройство, общий вид; па фиг. 2 - разрез по А-А иа фиг. 1; иа фиг. 3 - разрез по Б-Б иа фиг. 2; иа фиг. 4 - вид по стрелке В па фиг. 3; на фиг. 5 - блок-схема управления; иа фиг. 6 - иринципиальиая схема управления.
Устройство включает горелку 1, на которой жестко закреплен кронштейн 2. С этим кронштейном жестко соединена круглая зубчатая рейка 3 и упорный стержень 4. На круглой рейке 3 подвижно посажены рычаги 5 и 6, в расточках которых размещены шестерни 7, находящиеся в зацеплении с рейкой 3. На концах валов этих шестерен закреплены рукоятки 8 и 9, фиксируемые винтами 10 и 11.
Прорези 12 и 13 рычагов 5 и 6 охватывают упорный стержень 4, с котО)рым взаимодействуют ползуны 14, поджатые пружинами 15. С противоположной этим ползунам стороны стержня 4 расположены регулируемые винтовые упоры 16. На концах рычагов 5 и 6 жестко закреплены соответственно основные 17 и
18и дополнительные 19 и 20 струйные датчики.
При этом пары датчиков 17-19 и 18-20 расположены в плоскостях, перпендикулярных к оси свариваемого стыка, и датчики 17-
19находятся по ходу сварки впереди датчиков 18-20. В непосредственной близости от датчиков на концах рычагов 5 и 6 размещены опоры качения, допускающие горизонтальное перемещение в двух взашига перпендикулярных направлениях, напри:мер ролики
21 и 22 рояльного типа. Сварочная горелка 1
жестко соединена ползуном 23 привода слежения 24.
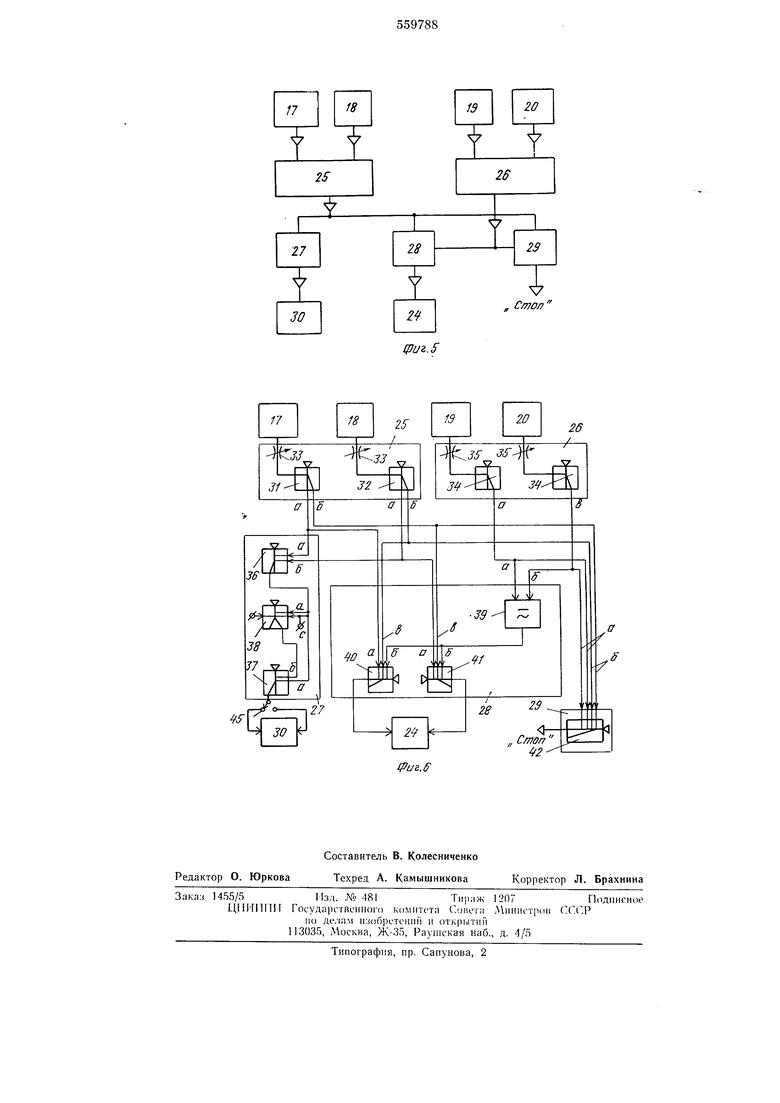
Выходы основных датчиков 17 и 18 соединены с входом блока пороговых элементов 25, а выходы дополнительных датчиков 19 и 20 соединены с входом блока 26 пороговых элементов. Выход блока пороговых элементов 25 соединен с блоком 27 поиска стыка, блоком 28 управления приводом слежения 25 и блоком 29 окончания процесса сварки.
Выход блока 26 пороговых элементов соединен с вторыми входами блока 28 управления приводом слежеиия 24 и блока 29 окончания процесса сварки. Выход блока 27 поиска стыка соединен с входом привода 30 установочных перемещений.
Блок 25 пороговых элементов состоит из двух элементов 31 и 32 ИЛИ-НЕ/ИЛИ, на входе которых через регулируемые дроссели 33, служащие для регулирования порога срабатывания элементов, подключены осповиые датчики 17 и 18. Блок 26 пороговых элементов состоит из двух элемептов 34 ИЛИ, на выходе которых через регулируемые дроссели 35 подключены дополнительные датчики 19 и 20.
Блок 27 поиска стыка состоит из двух элементов 36 и 37 ИЛИ и одного элемента 38 «Память. Вход а элемента 36 соединен с лпверсным выходом а элемепта 31, а вход б элемепта 36 - с ииверсиым выходом а элемепта 32. Выход элемеита 36 соединен с входами элементов 38 и 37. Вход б элемепта 37 соединен с выходом элемеита 38. Блок 28 уиравлеиия приводом слежеиия состоит из одиого элемеита 39 «неравнозначность и двух элементов 40 и 41 НЕ/ИЛИ.
Входы а элементов 40 и 41 соединены с выходами а элемеитов 31 и 32. Входы б элементов 40 и 41 соедииены с выходом элемента 39. Вход в элемента 40 соедииен с выходом б элемента 32, а вход в элемента 41 - с выходом б элемента 31. Входы элемента 29 соедииены с выходами элемеитов 34. Выходы элемеитов 40 и 41 соедииены с входами привода слежения 24. Блок 29 окончания процесса сварки состоит из одного четырехходового элемеита 42 НЕ/ИЛИ, входы а которого соединены с выходами иороговых элемептов 34, а входы б - с выходами б эле,ментов 31 и 32.
В конце свариваемого стыка 43 установлена выходная планка 44. Кроме того, выход элемента 37 через переключатель 45 соединен с входами привода 30 устаиовочных перемещений.
Перед началом работы производят наладку устройства, заключающуюся в том, что рукоятками 8 и 9 вращают шестерни 7, передвигая тем самым рычаги 5 и 6 по круглой зубчатой рейке 3, и устанавливают в заданное положение датчики 17 и 18 относительно сварочной горелки 1 в зависимости от размеров и формы разделки стыка 43, после чего производят фпксацию винтами 10 и 11. После установки свариваемого изделия на позицию
сварки сварочную горелку 1 ориентировочно приводом 30 иодводят и устанавливают в районе стыка 43 , что 21 и 22 оказываются расположенными по разные стороны этого стыка. При этом ролики 21 и 22 опираются иа свариваемое изделие. При включении схемы уиравления элемент «Память 38 сигналом с устанавливается в исходное положение. Для точной установки горелки 1 относительно стыка 43 включает схему поиска стыка путем подачи сигнала И. При этом выходной сигнал элемента 38 .включает элемент 37 по входу б. В зависимости от расположения горелки 1 слева или справа от стыка 43 включают иереключатель 45, устанавливая его для работы в режиме «Вправо или «Влево. При перемещении устройства приводом
30одии из датчиков 17 или 18 окажется над стыком 43. Давление иа выходе датчика падает. При этом пороговый элемент 31 или 32 выключается и на его инверсном выходе п (выход НЕ/ИЛИ) появляется сигнал «1, который включает элемент 36 по входу а или б.
Выходной сигнал элемента 36 включает элемент «Память 38 по входу а и поддерживает элемент 37 по входу а во включенном состоянии. При достижении гореЛКОЙ 1 требуемого положения относительно стыка 43 оба датчика 17 и 18 расположены над кромками стыка 43. При этом «а их выходах давление иовышается, переключая пороговые элементы 31 и 32 на выходе б.
Элемент 36 выключается. На выходе элемента 37 сигналы будут отсутствовать, и привод 30 выключается, П1рекращая поиск стыка. Переключатель 45 ставят в средиее иоложение и включают схему слежения по стыку. Одновременно включают процесс сварки, т. е. перемещение горелки 1 вдоль стыка 43, подачу сварочной проволоки и подачу защитного газа или флюса и сварочного тока. В процессе сварки, если горелка 1 находится в требуемом положении относительно стыка 43, все датчики 17, 18, 19, 20 находятся над поверхиостью свариваемой детали. Пороговые элемеиты 31, 32, 34 находятся во включенном состоянии. На входах элемента 39 «неравнозначность будут сигналы «1, а на его выходе сигнал «О, т. е. запрет с элементов 40 и 41 снят по входам б. На входах а элементов 40 н 41, связанных с выходами а элементов
31и 32, будут сигналы «О.
На входах в элементов 40 и 41, связанных с выходами б элементов 31 и 32, будут сигналы «1.
Следовательно, элементы 40 и 41 будут включены, и привод 24 слежения по стыку будет находиться в нейтральном положении. На всех входах элемента 42 будут сигналы «1, и команда «Стой выдаваться ие будет. П)11 отклонении горелки 1, наиример влево, (см. фиг. 4 давление иа выходе датчика 18 иадает. При этом пороговый элемент 32 выключается, и на его выходе а иоявляется сигнал «1, а на выходе б - сигиал «О. На выходе а элемента 42 появляется блокирующий сигнал «I, а на выходе в элемел1та 40 блокируюиии сигнал снимается, т. е. на всех входах элемента 40 будут сигналы «О, и этот элемент включается, выдавая команду на привод 24, который перемещает горелку 1 вправо до тех пор, пока на выходе датчика 18 не повысится давление до заданного уровня. При этом иороговый элемент 32 включается, на выходе его а иоявится сигнал «О, а иа (Выходе б - сигнал «1. На входе в элемента 40 появляется при этом блокирующий сигнал «1, который выключает элемент 40, а следовательно, и привод 24 слежения.
При отклонении горелки 1 вправо срабатывает датчик 17, и отработка сигналов на привод слежеиия 24 происходит аналогично описанному выше.
При подходе сварочной горелки 1 к концу стыка 43 датчики 17 и 19 выходят на щель между выходной нланкой 44 и краем свариваемой детали. При этом давлеиие на выходах этих датчиков надает, и элементы 31 л 34
выключаются. На входе а элемента 39 появляется сигнал «О, а на его входе б сохраняется сигиал «1. Следовательно, на выходе элемента 39 ноявится сигнал «1, который заблокирует элементы 40 и 41 ио входам б. При
этом отработки сипиала датчика 17 ириводом слежения 24 не происходит, и горелка 1 продолжает движение вдоль стыка в прежнем иаиравлении, т. е. на время прохождения датчиком 17 щели между выходной планкой 44
и краем свариваемой детали привод слежеиия 24 выключается. При дальнейшем движении эту же. щель проходят датчики 18 н 20. Схема в этом случае работает аналогично описанному выше. Таким образом, наличие
датчиков 19 и 20 позволяет исключить увод сварочной горелки в сторону от нормального направления движения npi прохождеиии датчиками 17 и 18 вышеуказанной щели. Это же позволяет обеспечить доварку стыка 43 до
конца в автоматическом режиме.
После выхода сварочной горелки на концевую планку 44 сначала датчики 17 и 19, а затем датчики 18 и 20 выходят за пределы плаики 44. Давлеиие иа входах всех датчиков падает, пороговые элементы 31, 32, 34 выключаются и на выходах я и б элемента 42 будут сигналы «О.
При этом элемент 42 включается, выдавая сигнал «Стон на выключение ироцесса сварки, т. е. на вык.чючение всех агрегатов сварочиой установки. В продолженгш всего процесса сварки ролики 21 и 22 катятся ио свариваемой детали и ирижимаются к ней за счет собственного веса роликов 21 и 22, рычагов 5 и 6, а также за счет усилий пружпи 15. Если стык 43 собран иод сварку с ирсвыИ1еиием одной кромки иад другой, то рычаги 5 и 6, новорачиваясь вокруг рейки 3, комюнсируют это иревышение, что иозволяет сохранить постояииой величину зазора между датчнками и поверхностью свариваемой детали, т. е. исключить вредное влияние превышения кромок друг над другом на нроцесс слежения по стыку. Регулировоч,ные винты 16 ограничивают поворот (рычагов 5 и 6 вокруг рейки 3 в случае прекращения контакта роликов 21 и 22 с поверхностью свариваемой детали, т. е. в момент окончания процесса сварки и ири /нахождении установки в нерабочем положении.
Формула изобретения
1.У.ст1ройство для ориентации свароч}юй горелки при сварке незамкнутых швов, содержаш,ее привод слежения и два струйных датчика, закрепленные иа сварочной горелке
и функционально связанные с приводом слежения при помош,и блока управления, отличаюш,ееся тем, что, с целью обеспечения возможности слежения по стыку без разделки кромок и автоматизации процесса установки сварочной горелки в исходное положенпе и окончания процесса сварки, в него введены два дополнительных струйных датчика, блоки поиска стыка и окончания процесса сварки м пороговые элементы основных и дополнительных датчиков, при этом выходы пороговых элементов основных струйных датчиков соединены с входами блоков управления приводом слежения, поиска стыка и окончания процесса сварки, а выходы пороговых эле1ментов дополнительных датчиков соединены с вторыми входами блоков окончания процесса сварки и управления приводом слежения.
2.Устройство по п. 1, отличающееся тем, что блок поиска стыка содержит элемент «Память и два элемента ИЛИ, при этом входы одного из элементов ИЛИ соединены с выходами пороговых элементов основных датчиков, его выход соединен с входами элемента «Память и другого элемента ИЛИ, второй вход которого соединен с инверсным выходом элемента «Память.
3.Устройство по п. 1, отличающееся тем, что блок управления приводом слежения выполнен из двух элементов НЕ-ИЛИ и ячейки «неравнозначности, при этом входы элементов ИЛИ-НЕ соединены с выходами
пороговых элементов основных датчиков п элемента «неравнозначность, входы которого соединены с выходами пороговых элементов дополнительных датчиков.
4.Устройство по п. 1, отличающееся тем, что блок окончания процесса сварки выполнен в виде элемента НЕ-ИЛИ, входы которого соединены с прямыми выходами всех пороговых элементов.
5.Устройство по п. 1, отличающееся тем, что дополнительные струйные датчики жестко связаны с соответствующими основными струйными датчиками ,и расположены с ними по одну сторону свариваемого стыка в плоскости, перпендикулярной к этому стыку, при этом обе пары основных и дополнительных датчиков расположены в параллельных плоскостях по разные стороны от сварочной горелки.
6.Устройство по пп. 1 и 5, отличающееся тем, что, с целью стабилизации расстояния от струйных датчиков до свариваемой поверхности, последние шарнирно связаны со сварочной горелкой при помощи поворотных в вертикальной плоскости рычагов, снабженных в зоне крепления струйных датчиков опорами качения.
7.Устройство по пп. 1, 5 и 6, отличающееся тем, что, с целью обеспечения наладки струйных датчиков для поверхностей различного профиля и различной ширины разделки, щарнирное соединение поворотных в вертикальной плоскости рычагов со свароч,ной горелкой выполнено в виде круглой зубчатой рейки, закрепленной перпендикулярно к свариваемому стыку на сварочной горелке, и находящихся :В зацеплении с ней щестерен, размещенных в расточках рычагов, при этом параллельно рейке расположен жестко соединенный со сварочной горелкой и охватываемый вырезами рычагов упорный стержень, кинематически связанный с поджимными к рычагам ползунами.
8.Устройство по пп. 1, 4-6 и 7, отличающееся тем, что, с целью регулирования угла поворота рычагов в вертикальной плоскости, в вырезах рычатов со стороны, противоположной подпружиненным ползунам, размещены винтовые упоры.
Т.
5
f
.
У/иг.З
SudS
23
rfi
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ориентации сварочной горелки | 1975 |
|
SU605705A1 |
| Установка для автоматического управления дуговой сваркой кольцевых швов многослойных труб | 1980 |
|
SU963755A1 |
| Устройство для слежения за стыком свариваемых изделий | 1985 |
|
SU1290268A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СБОРКИ И КОЛЬЦЕВОЙ СВАРКИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2024 |
|
RU2840538C1 |
| Устройство для слежения за линией стыка при электродуговой сварке плавящимся электродом | 1991 |
|
SU1834762A3 |
| Устройство управления положением электросварочной горелки относительно стыка | 1984 |
|
SU1194624A1 |
| Система автоматического копирования линии сварного соединения | 1981 |
|
SU994174A1 |
| Следящая система автоматического направления электрода по стыку свариваемых деталей | 1982 |
|
SU1002115A1 |
| Устройство для слежения по стыку | 1989 |
|
SU1696202A1 |
| Устройство для автоматического управления процессом дуговой сварки | 1983 |
|
SU1109276A1 |


Ю
-//
f
J
f9
J8
-22
-(7
u
J
Фиг.
