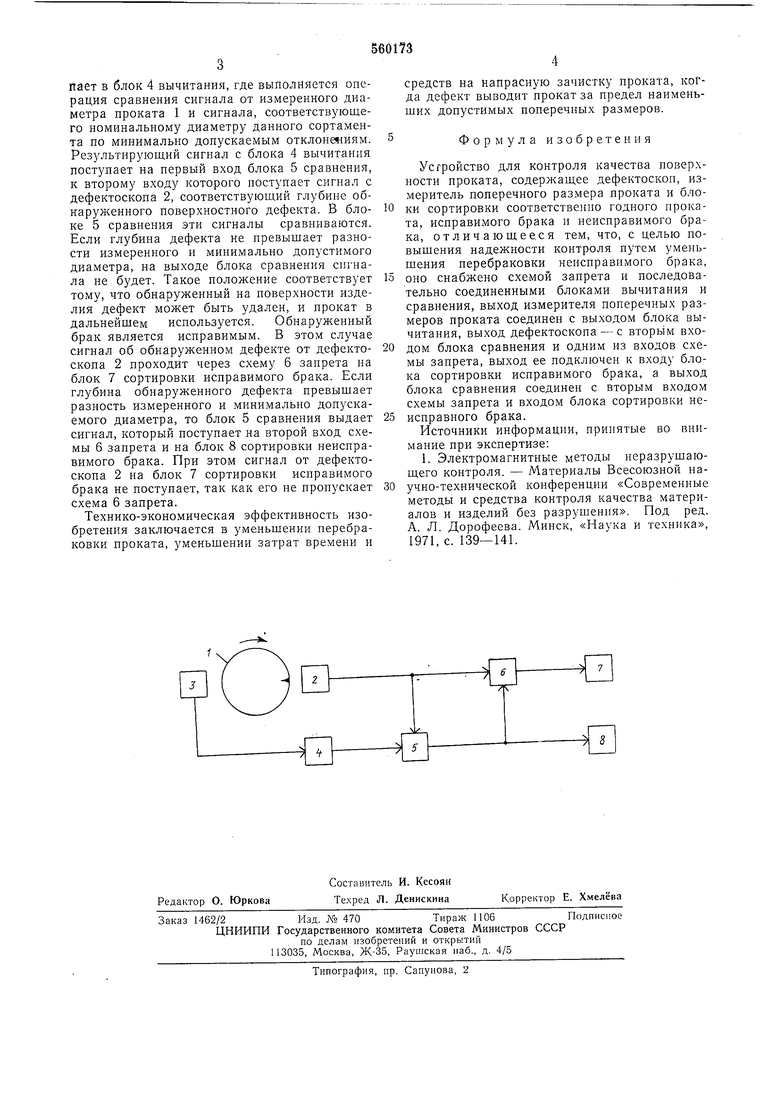
пает в блок 4 вычитания, где выполняется операция сравнения сигнала от измеренного диаметра проката 1 и сигнала, соответствующего номинальному диаметру данного сортамента по минимально допускаемым отклонениям. Результирующий сигнал с блока 4 вычитанпя поступает на первый вход блока 5 сравнения, к второму входу которого поступает сигнал с дефектоскопа 2, соответствующий глубине обнарул енного поверхностного дефекта. В блоке 5 сравнения эти сигналы сравниваются. Если глубина дефекта не превыщает разности измеренного и минимально допустимого диаметра, на выходе блока сравнения сигнала не будет. Такое положение соответствует тому, что обнаруженный на поверхности изделия дефект может быть удален, и прокат в дальнейшем используется. Обнаруженный брак является исправимым. В этом случае сигнал об обнаруженном дефекте от дефектоскопа 2 проходит через схему 6 запрета на блок 7 сортировки исправимого брака. Если глубина обнаруженного дефекта превыщает разность измеренного и минимально допускаемого диаметра, то блок 5 сравнения выдает сигнал, который поступает на второй вход схемы 6 запрета и на блок 8 сортировки неисправимого брака. При этом сигнал от дефектоскопа 2 на блок 7 сортировки исправимого брака не поступает, так как его не пропускает схема 6 запрета.
Технико-экономическая эффективность изобретения заключается в уменьщении перебраковки проката, уменьшении затрат времени и
средств на напрасную зачистку проката, когда дефект выводит прокат за предел наименьщих допустимых поперечных размеров.
Формула изобретения
Устройство для контроля качества поверхности проката, содерл ащее дефектоскоп, измеритель поперечного размера проката и блоки сортировки соответстве по годного проката, исправимого брака и неисправимого брака, отличающееся тем, что, с целью повыщения надежности контроля путем уменьшения перебраковки неисправимого брака,
оно снабжено схемой запрета и последовательно соединенными блоками вычитания и сравнения, выход измерителя поперечных размеров проката соединен с выходом блока вычитания, выход дефектоскопа - с вторь1м входом блока сравнения и одним из входов схемы запрета, выход ее подключен к входу блока сортировки исправимого брака, а выход блока сравнения соединен с вторым входом схемы запрета и входом блока сортировки неисправного брака.
Источники информации, принятые во внимание при экспертизе:
1. Электромагнитные методы неразрущающего контроля. - Материалы Всесоюзной научно-технической конференции «Современные методы и средства контроля качества материалов и изделий без разрущения. Под ред. А. Л. Дорофеева. Минск, «Наука и техника, 1971, с. 139-141.
| название | год | авторы | номер документа |
|---|---|---|---|
| Дефектоскоп поверхности проката круглого сечения | 1979 |
|
SU892288A1 |
| Автоматическая контрольно-сортировочная линия производства проката | 1978 |
|
SU748236A2 |
| Установка комплексного автоматического контроля качества и сортировки | 1973 |
|
SU468659A1 |
| Машина для контактной точечной сварки | 1981 |
|
SU1002118A1 |
| Способ дефектоскопии поверхности изделий | 1988 |
|
SU1617342A1 |
| Устройство для определения теоретическогоВЕСА пРОКАТА | 1979 |
|
SU811077A1 |
| Поточная линия отделки проката | 1981 |
|
SU1007927A1 |
| УСТРОЙСТВО ПОВЫШЕНИЯ ПОМЕХОЗАЩИЩЕННОСТИ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ | 2006 |
|
RU2371716C2 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ ИЗДЕЛИЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ, ИМЕЮЩИХ КОНИЧЕСКУЮ ЧАСТЬ | 2018 |
|
RU2698085C1 |
| УСТРОЙСТВО ВИХРЕТОКОВОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ЭЛЕМЕНТОВ КОЛЕСНЫХ ПАР РЕЛЬСОВОГО ТРАНСПОРТА | 2022 |
|
RU2788320C1 |
