(5) МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля процесса сварки давлением | 1984 |
|
SU1248739A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ И КОНТРОЛЯ ПРОЦЕССА КОНТАКТНОЙ СВАРКИ | 1999 |
|
RU2164846C1 |
| МНОГОЭЛЕКТРОДНОЕ УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ АРМАТУРНОЙ СЕТКИ | 2009 |
|
RU2424882C1 |
| Способ контроля и управления процессом контактной сварки | 1991 |
|
SU1816604A1 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ УЗЛОВ | 1995 |
|
RU2100160C1 |
| СПОСОБ И УСТРОЙСТВО КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КОМПАКТНОГО СЕЧЕНИЯ | 2009 |
|
RU2393068C1 |
| Устройство для контроля величины зазоров между свариваемыми деталями и регулирования процесса контактной точечной сварки | 1988 |
|
SU1646745A1 |
| МНОГОЭЛЕКТРОДНОЕ УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ | 1997 |
|
RU2129481C1 |
| Способ управления конденсаторной точечной сваркой | 1988 |
|
SU1570869A1 |
| СПОСОБ ХОЛОДНОЙ СВАРКИ РАЗНОРОДНЫХ МЕТАЛЛОВ | 1989 |
|
SU1727293A1 |
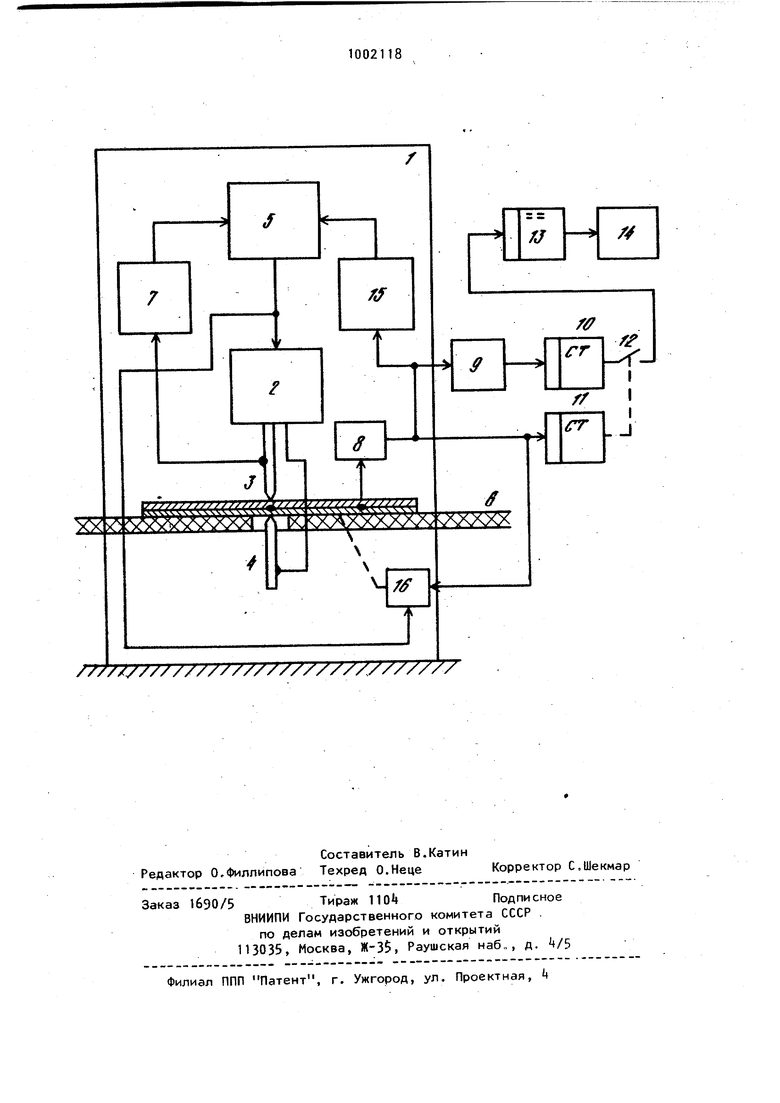
Изобретение относится к технике обработки металлов и может быть использовано как при проектировании новых, так и при модернизации существующих сварочных машин для контактной точечной сварки. .Известны машины для контактной точечной сварки с активным контролем качества контактной сварки Недостатком известной машины является то, что она не предусматривает определения и изменения параметров режима сварки на доварку ненадежных сваренных точек. Наиболее близким техническим решением к данному изобретению является машина для контактной точечной сварки , содержащая корпус, сварочный тран форматор с подвижным верхним и непод|вижным нижним электродами, закрепленными в соответствующих электрододержателях, и входящими во вторичный кон тур сварочного трансформатора, блок управления сваркой, направляющие для перемещения свариваемых деталей, соединенные с корпусом, а также систему активного контроля качества контактной точечной сварки, причем вход сварочного трансформатора, закрепленного в корпусе машины, соединен с выходом блока управления сваркой, первый вход которого через систему активного контроля соединен со вторичным контуром сварочного трансформатора . Недостатком известного устройства является низкое качество сварки. Целью изобретения является повышение качества сварки„ Поставленная цель достигается тем, что в машину для контактной точечной сварки, содержащую корпус, сварочный трансформатор с подвижным верхним и неподвижным нижним электродами, закреплен ными в соо т вет ст в ующи х эл е ктрододержателях и входящими во вто- ричный контур сварочного трансформатора, блок управления сваркой, направляющие для перемещения свариваекых .деталей, соединенные с корпусом а также систему активного контроля и регулирования качества контактной точечной сварки, причем вход сварочного трансформатора,, закрепленного в корпусе машины, соединен с выходом блока управления сваркой, первый вход которого через систему активного контроля соединен со вторичным контуром сварочного трансформатора, введены последовательно соединенные после операционный измеритель качества контактной точечной сварки, индикатор точек неисправимого брака, первый счетчик, ключ, элемент сравнения и индикатор количества деталей с неисправимым браком, а также второй счетчик, устройство вычисления параметров дополнительного сварочного цикла для сварных точек с исправимым браком и привод перемещения свариваемых деталей, причем входы второго счетчика, устройства вычисления параметров дополнительного сварочного цикла и первый входпривода перемещения свариваемых деталей соединены с выходом послеоперационного измерителя качества контактной точечной сварки, выход второго счетчика соединен со вторым входом ключа, выход устройства вычисления параметров дополнительного сварочного цикла соединен со вторым входом блока управления сваркой, второй вход привода перемещения свариваемых деталей соединен с выходом блока управления сваркой. На чертеже представлена функцио нальная схема машины для контактной точечной сварки. . Машина состоит из корпуса 1, укрепленного на нем сварочного трансформа тора 2 с подвижным верхним 3 и неподвижным нижним 4 электродами, установленными в соответствующих электрододержателях и входящими во вторичный контур сварочного трансформатора 2, блока управления сваркой 5, направляющих для перемещения свариваемых деталей 6, системы активного контроля и регулирования качества контактной точечной сварки 7, а также послеоперационного измepиteля качества контакт ной точечной сварки 8, закрепленного на корпусе 1, индикатора то.чек неис правимого брака 9 первого 10 и второго 11 счетчиков, ключа 12, элемента сравнения 13, индикатора количества точек на детали с неисправимым бр ком k, устройства вычисления параметров дополнительного сварочного цикла 15 и привода перемещения свариваемых деталей 1б. Остальные элементы сварочной машины - пневмопривод сжатия свариваемых деталей с органами его управления, входящими в блок управления сваркой 5, система охлаждения, пульт включения и т„д. не показаны Подвижный верхний 3 и неподвижный нижний k электроды, входящие во вторичный контур сварочного трансформатора 2, предназначены для сжатия свариваемых деталей с определенным, задаваемым блоком управления сваркой 5 усилием, и создания цикла сварочного тока определяемой этим же блоком величины и длительности. Вход (первичный контур) сварочного трансформатора 2 соединен с выходом блока управления сваркой 5 и со вторым входом привода перемещения свариваемых деталей 16 Свариваемые детали перемещаются с помощью этого привода в ту или иную сторону, определяе иую командами с выхода послеоперационного измерителя качества контактной точечной сварки 8, по направляющим 6, жестко соединенным с основанием 1 машины. Вторичный контур сварочного трансформатора 2 соединен с входом системы активного контроля и регулирования качества контактной точечной сварки 7, выход которой соединен с первым входом блока управления сваркой 5 о Эта система предназначена для контроля качества контактной сварки в процессе сварочного цикла и регулирования по результатам контроля параметров этого цикла через блок управления сваркой 5 о Послеоперационный измеритель качества контактной точечной сварки 8 предназначен для контроля качества уже прошедшей цикл сварки точки после перемещения детали приводом перемещения 16 на один шаг и передачи информации о результатах этого контроля, на входы привода перемещения свариваемых деталей 16 и устройства вычисления параметров дополнительного сварочного цикла 15 в случае исправимого брака-, на вход первого счетчика Ю через индикатор точек неисправимого брака 9 в случае определения такого брака; на вход второго счетчика 11 в начале процесса контроля каждой точки. Первый счетчик 10 служит для подсчета количества сварных точек с не.исправимым браком и передани инфйрмации об этом на вход элемента сравнения 13 через ключ 12, управляемый с выхода второго счетчика 11, служащего для подсчета количества сварных Точек в проходящей цикл сварки детали (это количество является вполне определенным) и сброса в нулевое состояние элемента сравнения после окончания сварки очередной детали (тое. сварки определенного числа точек), Вход индикатора I количества деталей с неисправимым браком соединен с выходом элемента сравнения 13. Машина для контактной точечной сварки работает следующим образом. После установки на,направляющие 6 свариваемых деталей и помещения в зону сварки первой точки, требующей свар-; ки, производитсяпуск машины. Во время цикла сварки система .активного ко троля 7, получающая информацию о параметрах сварочного процесса, производит регулирование этих параметров через блок управления сваркой 5 с целью получения требуемого качества сварного соединения. По окончании цикла сварки первой точки блок управления сваркой 5 подает сигнал на второй вход привода 16 перемещения свариваемых деталей, который произво дит их перемещение по направляющим на расстояние, равное требуемому рас стоянж) между сварными точками в направлении дальнейшей сварки. При этом первая точка, уже подвергнувшаяся сварке, оказывается в зоне кон троля послеоперационным измерителем качества контактной точечной сварки 8. С учетом его повышенной точности (по сравнению с системой активного контроля качества контактной точечной сварки 7 ) послеоперационный и меритель качества определяет качество сварки первой точки, передает информацию о производстве ее контроля на вход счетчика 11 и в зависимости от результатов контроля качества свар ки этой точки производит следующие операции. В случае исправимого брака (непро .вар) передает сигнал на вход устройства вычисления параметров дополнительного сварочного .цикла 15 о вычис лении этих параметров и установке их в блоке управления сваркой 5 а также на вход привода перемещения свари ваемых деталей 16 для противоположно го перемещения свариваемых деталей с целью доварки первой точки, В случае неисправимого брака (прожог) через Индикатор неисправимого брака 9 на вход счетчика 10 для учета числа точек неисправимого брака. Одновременно с этим процессом идет сварка второй точки Далее в первом случае (исправимого брака) поеле возврата первой точки с помощью привода перемещения 16 в зону сварочных электродов блок управления сваркой 5 передает сигнал о доварке первой точки с параметрами, полученними им с выхода устройства вычисления параметров дополнительного сварочного цикла 15, и после окончания этого дополнительного сварочного цикла подает команду на привод перемещения 16 для повторного перемещения ЭТОЙ точки в зону послеоперационного контроля качества сварю с помощью измерителя 8. Однако во время этрго послеоперационного контроля первой точки повторная сварка второй точки, которая находится в зоне сварки, не происходит, а на вход второго счетчика 11 передается вычитающий сигнал, исключающий из числа проверенных точек последнюю В случае получения требуемого качества сварки первой точки послеоперационный измеритель качества 8 передает об этом сигнал на счетчик 11 и на привод перемещения свариваемых деталей 16, который и производит перемещение деталей на следующий шаг, переводя в зону послеоперационного контроля вторую точку, и после остановки привода перемещения 16, производя сварку третьей точки , Одновре менно с этим производится послеоперационный контроль качества сварки второй точки и информация об этом передается на вход счетчика 11, В случае получения информации об исправимом браке второй и последующих точек процесс происходит аналогично описанному В случае получения информации с послеоперационного измерителя качества контактной точечной сварки 8 о неисправимом браке сигнал об этом через индикатор точек неисправимого брака 9 передается на вход счетчика 10, где и запоминается. По окончании сварки и послеоперационного контроля качества последней в свариваемых точках детали счетчик 11 замыкает на определенное время ключ 12., и сигнал 71 с выхода счетчика 10 передается на вход элемента сравнения 13. Если количество точек с неисправимым браком в свариваемых деталях не превышает допустимого, сигнал с выхода этого элемента сравнения, а следовательно, и на входе индикатора количества деталей с неисправимым браком отсутствует, в противном же случае на вход индикатора I проходит импульс, который последним и учитывается как сигнал о детали с неисправимым браком. Этот сигнал снимается со входа индикатора 1 при переходе ключа 12 в выключенное состояние, при этом счет чик 10 переходит в нулевое состояние После этого начинается и происходит процесс варки следующих деталей. Использование данного изобретения значительно повышает производительность и качество сварки за счет автоматического перемещения свариваемых деталей, автоматизации подачи на доварку и автоматического вычисления параметров дополнительного сварочного цикла для точек с устранимым браком, а также автоматической индикации количества точек с неустранимым браком, превышающим допустимое, . Формула изобретения Машина для контактной точечной .сварки, содержащая корлус, сварочный трансформатор с подвижным верхним и неподвижным нижним электродами, закрепленными в соответствующих электрододержателях и входящими во вторич йый контур сварочного трансформатора блок управления сваркой, направляющи для перемещения свариваемых деталей, соединенные с корпусом, а также систему активного контроля качества кон тактной точечной сварки, причем вход 188 сварочного трансформатора, закрепленного в корпусе машины, соединен с выходом блока управления сваркой, первый вход которого через систему активного контроля соединен с вторичным контуром сварочного трансформатора, отличающаяся тем, что, с цепью повышения качества сварки, в нее введены последовательно соединенные послеоперационный измеритель качества контактной точечной сварки, индикатор точек неисправимого брака, первый счетчик, ключ, элемент сравнения и индикатор количества деталей с неисправимым браком, а также второй счетчик, устройство вычисления параметров дополнительного сварочного цикла для сварных точек с исправимым браком и привод перемещения свариваемых деталей, причем вход второго счетчика устройства вычисления параметров дополнительного сварочного цикла и первый вход привода перемещения свариваемых деталей соединены с выходом послеоперационного измерителя качества контактной точечной.сварки, выход второго счетчика соединен с вторым входом ключа, выход устройства вычисления параметров дополнительного сварочного Цикла соединен с вторым -входом блока управления сваркой, выход которого соединен с вторым входом привода перемещения свариваемых деталей. Источники информации, принятые во внимание при экспертизе 1.Васильев А. С. .,Белахов О.В. и др. Система активного контроля качества контактной точечной сварки на базе математической модели сварочного процесса Автоматическая сварка, 1980, № 5, с. k2-liit. 2.Авторское свидетельство СССР № 829369, кл. В 23 К 11/2, 1981 (прототип)„
