1
Изобретение относится к технологии изготовления электрических машин и может быть использовано в электротехнической промышленности.
Известны устройства, реализуюш,ие способ сборки пакетов электрических машин, при котором листы пакета магнитопровода шихтуются на вращающейся оправке, снимаются с нее, опрессовываются и механически обрабатываются. Недостатком этого способа является низкая производительность и недостаточная точность изготовления пакетов.
Известен способ изготовления пакетов электрических машин из пластин пермаллоя, заключающийся в сборке окончательно обработанных листов статора в пакет на оправке с гарантированным зазором, опрессовке до размера пакета и его механической обработке.
Этот способ является наиболее близким к изобретению по технической сущности и достигаемому результату.
Существенным недостатком известного способа является сложность сборки и недостаточная точность изготовления пакетов статоров, как следствие наличия разброса размеров оправки и листов статора по диаметрам в пределах установленных допусков и гарантированного зазора между ними, которые приводят при сборке к непрямолииейности геометрического места центров пластин и неравномерному увеличению наружного и уменьшению внутреннего диаметра пакета, т. е. вызывает отклонения от формы цилиндрической поверхности пакета. Последующая механичеекая обработка пакета для получения точных установочных поверхностей в результате деформации снижает однородность магнитных свойств отожженого пермаллоя и из-за недостаточно точной базовой поверхности, имеющей отклонение от цилиндричности, вносит погрешность в центровку пакета статора по оси электрической машины. Уменьщение гарантированного зазора приводит к деформации пластин при их сборке в пакет на оправке и выпрессовке оправки из пакета и увеличению магнитной асимметрии.
Целью изобретения является упрощение технологии сборки. Указанная цель достигается тем, что оправку нагревают до температуры, при которой диаметр оправки равен внутреннему диаметру листа.
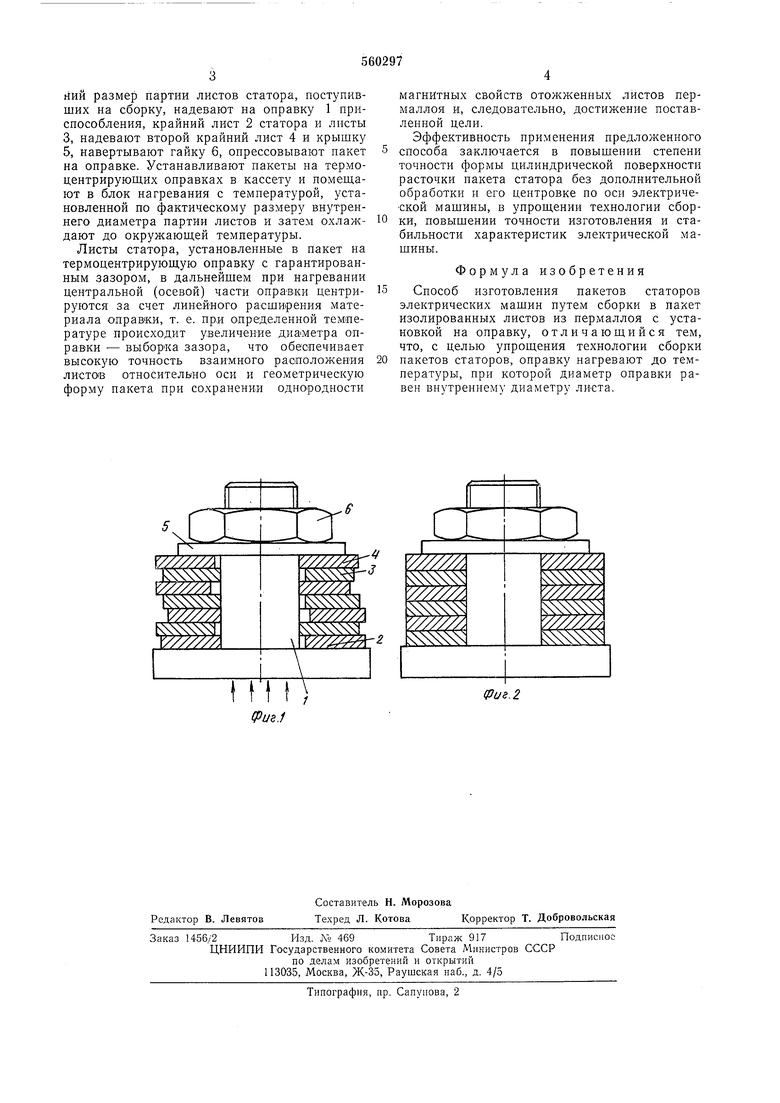
На фиг. 1 изобрал ено устройство, реализующее предлагаемый способ до нагревания оправки; на фиг. 2 - то же после нагревания
оправки.
Изготовление пакетов по предлагаемому способу заключается в следующем.
По среднему значению результатов проверки внутреннего диаметра установленного количества листов статора определяют внутренНИИ размер партии листов статора, поступивших на сборку, надевают на оправку 1 приспособления, крайний лист 2 статора и листы 3, надевают второй крайний лист 4 и крышку 5, навертывают гайку 6, онрессовывают пакет на оправке. Устанавливают пакеты на термоцентрируюш,их оправках в кассету и помеш,ают в блок нагревания с температурой, установленной по фактическому размеру внутреннего диаметра партии листов и затем охлаждают до окружающей температуры.
Листы статора, установленные в пакет на термоцентрируюш,ую оправку с гарантированным зазором, в дальнейшем при нагревании центральной (осевой) части опра-вки центрируются за счет линейного расширения материала оправки, т. е. при определенной температуре происходит увеличение диаметра опраВКИ - выборка зазора, что обеспечивает высокую точность взаимного расположения ЛИСТ01В относительно оси и геометрическую форму пакета при сохранении однородности
магнитных свойств отожженнЬгх листов пермаллоя и, следовательно, достижение поставленной цели.
Эффективность применения предложенного способа заключается в повышении степени точности формы цилиндрической поверхности расточки пакета статора без дополнительной обработки и его центровке по оси электрической машины, в упрощении технологии сборки, повышении точности изготовления и стабильности характеристик электрической машины.
Формула изобретения
Способ изготовления пакетов статоров электрических машин путем сборки в пакет изолированных листов из пермаллоя с установкой на оправку, отличающийся тем, что, с целью упрощения технологии сборки пакетов статоров, оправку нагревают до температуры, при которой диаметр оправки равен внутреннему диаметру листа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИХ МАШИН | 1990 |
|
RU2030005C1 |
| Устройство для сборки статора электрической машины | 1989 |
|
SU1786602A1 |
| Способ изготовления магнитопровода электрической машины | 1987 |
|
SU1536480A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2127016C1 |
| Способ изготовления бесщеточных электродвигателей | 2024 |
|
RU2839741C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2130681C1 |
| Статор электродвигателя переменного тока | 1989 |
|
SU1746471A1 |
| Способ сборки электрической машины | 1988 |
|
SU1670749A1 |
| СПОСОБ СБОРКИ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2005 |
|
RU2320063C2 |
| Пресс-форма для заливки статоров электрических машин | 1978 |
|
SU725800A1 |
