(54) ПРЕСС-ФОРМА ДЛЯ ЗАЛИВКИ СТАТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для заливки под давлением пакета статора с шихтовочной скобой | 1981 |
|
SU973230A1 |
| СПОСОБ ЗАЛИВКИ АЛЮМИНИЕМ СТАТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 1964 |
|
SU166951A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2127016C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2130681C1 |
| Устройство для фиксации сердечников магнитопроводов электрических машин | 1977 |
|
SU736279A1 |
| Устройство для литья под давлением роторов электродвигателей | 1973 |
|
SU553716A1 |
| Устройство для шихтовки пластин сердечников электрических машин | 1990 |
|
SU1812595A1 |
| Способ изготовления статора электрической машины | 1984 |
|
SU1275663A1 |
| Устройство для сборки шихтованных магнитопроводов электрических машин | 1987 |
|
SU1594652A1 |
| Устройство для сборки статора электрической машины | 1989 |
|
SU1786602A1 |
Изобретение относится к литейному производству и может быть использовано при заливке статоров электрических машин в пресс-формах на литейных машинах под давлением.
Известна пресс-форма для заливки статоров под давлением, содержащая подвижrtyio и неподвижную полуформы, стакан, рассекатель, шихтовочную оправку со шпонками, установленными вдоль образующих цилиндрической поверхности оправки для щихтовки по пазам 1.
Однако в таких конструкциях напрессовка листов статора на оправку требует усилия, что приводит к быстрому износу рабочей поверхности оправки и шпонок и уве личению зазора между оправкой и пакетом статора. Процесс напрессовки очень трудоемок.
Зона рассеивания размеров отверстия статора после заливки получается до 4-5 кл. точности, взамен требуемых 2-2а кл.
Необходммость механической обработки отверстия статора для повышения точности до требуемых значений (прошивание, сухое хонингование или шлифование в завнсимости от серийности производства и назначения двигателя) приводит к ухудщению электромагнитных характеристик статора, а в конечном счете к ухудшению электрических показателей двигателя.
Целью изобретения является повышение точности размеров статора.
Это достигается тем, что пресс-форма снабжена конусной оправкой, установленной в стакане и подпружиненной относительно него, кулачками, установленными в шихтовочной оправке вдоль ее образующей с возможностью возвратно-поступательного перемещения в радиальном направлении при взаимодействии с конусной оправкой, при этом шпонки закреплены в кулачках.
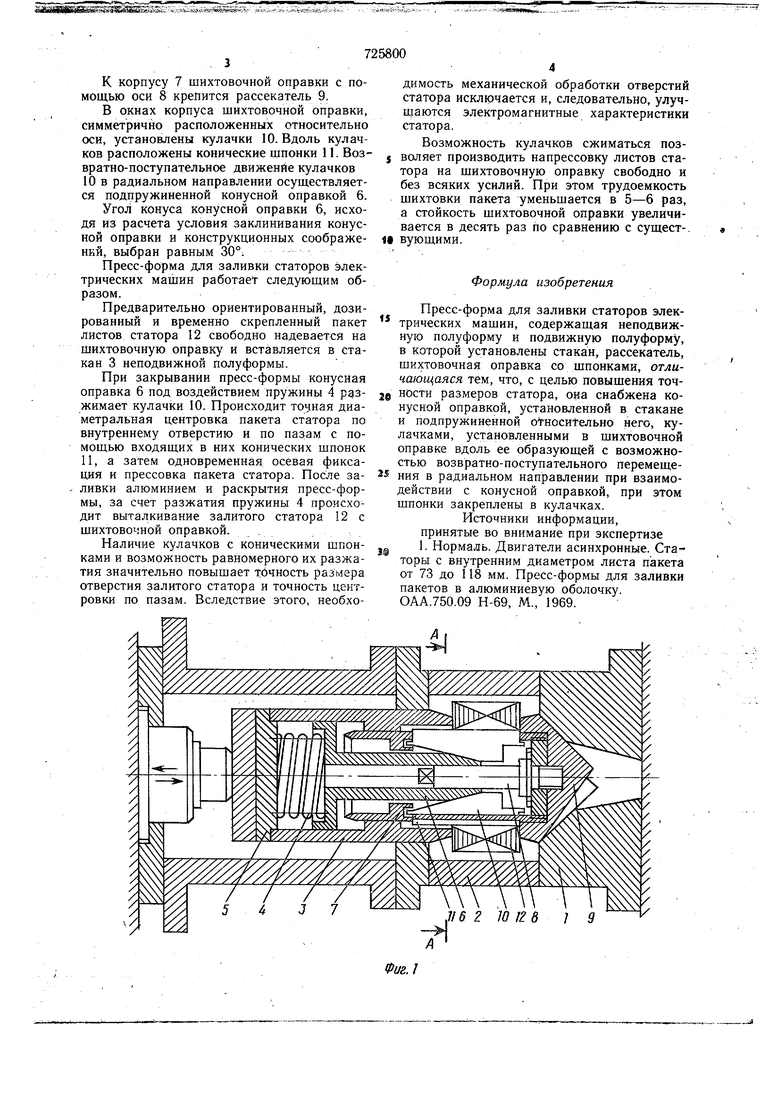
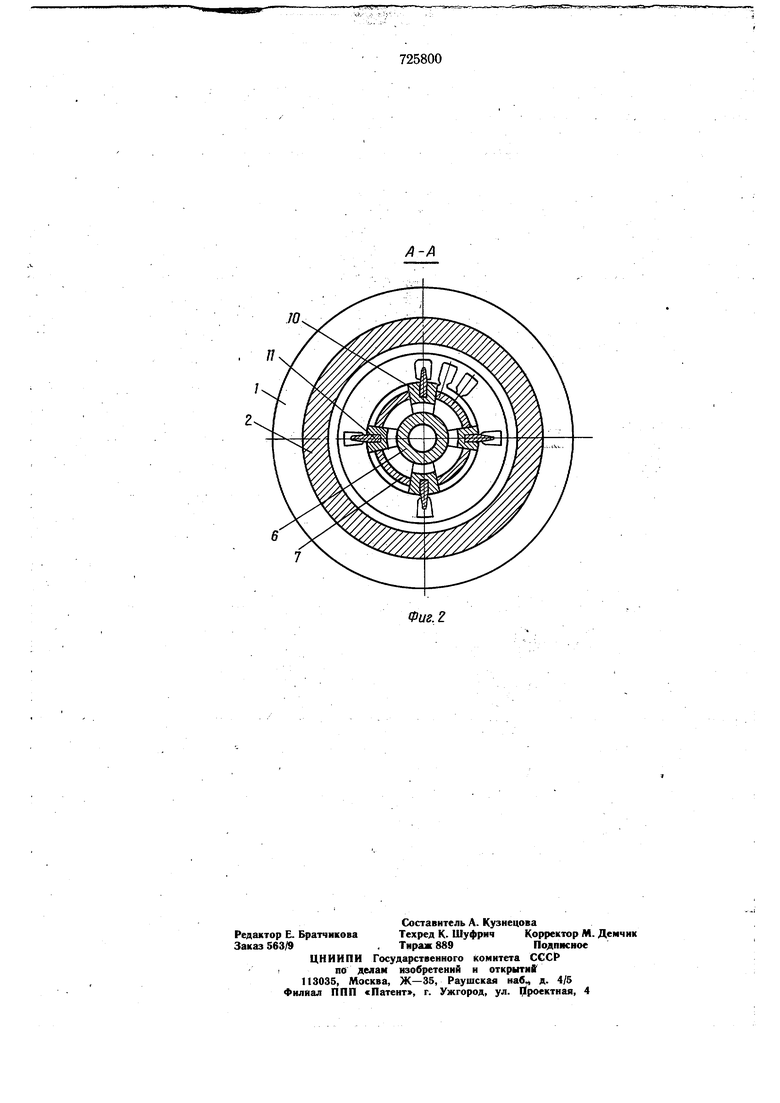
На фиг. 1 изображена предложенная пресс-форма, общий вид; на фиг. 2 - разрез А-А фиг. 1.
Пресс-форма для заливки статоров под давлением содержит неподвижную 1 и подвижную 2 полуформы. В стакане 3 подвижной полуформы 2 установлена пружина 4, ограниченная Ь одного конца заглушкой 5, а другим концом упирающаяся в торец конусной оправки 6. К корпусу 7 шихтовочной оправки с помощью оси 8 крепится рассекатель 9. В окнах корпуса шихтовочной оправки, симметрично расположенных относительно оси, установлены кулачки 10. Вдоль кулачков расположены конические шпонки 11. Возвратно-поступательное движение кулачков 10 в радиальном направлении осуществляется подпружиненной конусной оправкой 6. Угол конуса конусной оправки 6, исходя из расчета условия заклинивания конусной оправки и конструкционных соображенкй, выбран равным 30°. Пресс-форма для заливки статоров электрических машин работает следующим образом. Предварительно ориентированный, дозированный и временно скрепленный пакет листов статора 12 свободно надевается на Шихтовочную оправку и вставляется в стакан 3 неподвижной полуформы. При закрывании пресс-формы конусная оправка 6 под воздействием пружины 4 рдзжимает кулачки 10. Происходит точная диаметральная центровка пакета статора по внутреннему отверстию и по пазам с помощью входящих в них конических шпонок 11, а затем одновременная осевая фиксация и прессовка пакета статора. После заливки алюминием и раскрытия пресс-формы, за счет разжатия пружины 4 происходит выталкивание залитого статора 12 с шихтовочной оправкой. . . Наличие кулачков с коническими шпонками и возможность равномерного их разжатия значительно повышает тбчность размера отверстия залитого статора и точность центровки по пазам. Вследствие этого, необхо725800димость механической обработки отверстий статора исключается и, следовательно, улучшаются электромагнитные характеристики статора. Возможность кулачков сжиматься позволяет производить напрессовку листов статора на шихтовочную оправку свободно и без всяких усилий. При этом трудоемкость шихтовки пакета уменьшается в 5-6 раз, а стойкость шихтовочной оправки увеличивается в десять раз по сравнению с сущест-. вующими. Формула изобретения Пресс-форма для заливки статоров электрических машин, содержащая неподвижную полуформу и подвижную полуформу, в которой установлены стакан, рассекатель, шихтовочная оправка со шпонками, отличающаяся тем, что, с целью повышения точности размеров статора, она снабжена конусной оправкой, установленной в стакане и подпружиненной о носиТельно него, кулачками, установленными в шихтовочной оправке вдоль ее образующей с возможностью возвратно-поступательного перемещения в радиальном направлении при взаимодействии с конусной оправкой, при этом шпонки закреплены в кулачках. Источники информации, принятые во внимание при экспертизе 1. Нормаль. Двигатели асинхронные. Статоры с внутренним диаметром листа п акета от 73 до 118 мм. Пресс-формы для заливки пакетов в алюминиевую оболочку. ОАА.750.09 Н-69, М., 1969.
JO
П
